球墨鑄鐵自錨管焊環可靠性評定方法及其應用
2024-05-20 18:41:23袁曉東賈小偉李亞兵劉曉華左超王嵩呂照朋
中國冶金文摘 2024年2期
袁曉東 賈小偉 李亞兵 劉曉華 左超 王嵩 呂照朋
摘要:球墨鑄鐵自錨管具有抗拔脫、可撓性和可伸縮性等特點,應用領域和場景不斷擴大,但因自錨管接口型式的特殊性,使其焊接自錨環缺乏規范和有效的焊接工藝和可靠性評定方法。本文自主設計了用于自錨管焊環焊接可靠性評定的試驗方法和裝置,并對DN1600規格Xanchor型自錨管焊環的焊接可靠性進行了評定,解決了自錨管焊環可靠性評定無參考標準、無法進行評定的問題。
關鍵詞:球墨鑄鐵;自錨管;焊接性;工藝評定
0 引言
球墨鑄鐵管具有鐵的本質、鋼的性能,其金相組織為鐵素體和少量珠光體基體上分布有一定數量的球狀石墨,與石墨呈片狀分布的灰鑄鐵相比,球狀分布的石墨減少了對基體組織的割裂和破壞,使得球磨鑄鐵具有優異的綜合力學性能
(抗拉強度≥420/Mpa、延伸率≥7%)和耐腐蝕性。
球墨鑄鐵管管線普遍采用滑入式接口,歸類于柔性接口,該接口的特點是允許軸向的伸縮與徑向的偏轉,使得在埋地管線上應用效果比剛性接口更佳。滑入式接口并非完美無缺,如管線的彎頭處,因水流方向改變而產生的水力推力;其次,如管線的地基沉降量過大,滑入式接口有滑脫的風險。自錨式接口完美的解決了這一工程難題,以其良好的防拔脫性、可撓性、可伸縮性和易安裝性等優勢,被廣泛應用到各種復雜地形、非開挖施工等水利市政給排水工程[1]。
球墨鑄鐵自錨管采用離心鑄造方式進行生產,工藝特性決定了插口處用于自錨接口的卡環只能采用焊接方式成型,由于球墨鑄鐵自錨管接口受力的復雜性,以及球墨鑄鐵基體的難焊接性,目前國內外缺乏相關的球墨鑄鐵管焊環結構的焊接可靠性評價試驗方法和標準[2]。
1 自錨接口的原理及特性
1.1 工作原理
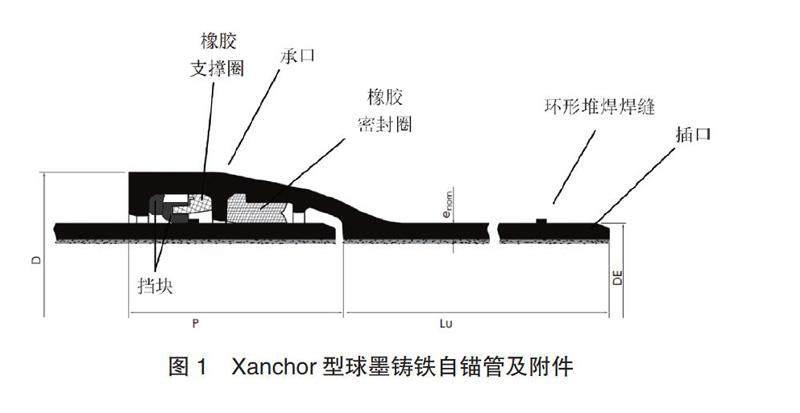
球墨鑄鐵自錨管最常用接口型式包括:TF型外自錨式接口和Xanchor型、SIA Wb型等內自錨結構,內自錨較外自錨具有適應性強、易安裝等特點,近年來逐漸取代外自錨接口成為主流自錨式接口。自錨接口的型式各異,但工作原理基本相同,都是通過插口的自錨管焊環提供軸向的受力。下面以Xanchor型自錨接口介紹內自錨焊環的受力特點:
Xanchor型自錨接口屬于內自錨式接口,接口將承口內設計成雙腔結構,一腔設置自錨裝置、另一腔設置膠圈;接口處設計機械自錨裝置,當插口向外滑脫到規定距離時,承插口鎖定實現防滑脫作用;同時,內腔設置膠圈以保持密封作用。Xanchor型自錨接口具有以下功能:
①具有一定的軸向位移,當接口滑脫至最大位移處,自錨開始作用,防止接口滑脫;
②具有一定的偏轉能力,用以適應地基沉降特別是可以消除沉降時所產生的大部分彎曲應力;
③與普通滑入式接口一樣,保持接口密封;
④具有巨大的抗滑脫力。
1.2 防滑脫力要求
國際標準IS0 10804《球墨鑄鐵管管線用約束性接口系統-設計標準和型式試驗》規定了球墨鑄鐵自錨式接口的設計原則和型式試驗,標準要求自錨接口的防滑脫力PFR應不低于(PFA ×π(DE/2)2 /1000),且生產商應提供權威機構鑒證下按照IS010804的要求進行的的全尺寸型式試驗報告。
IS0 10804標準雖然規定了自錨管整體性試驗方法,但是無法對焊接可靠性進行評定,且整體性型式試驗的供需復雜、周期長、費用高。生產實踐中仍然缺乏規范的、定量的自錨焊環可靠性評定方法,無法指導焊接工藝改進和優化。
注:PFR-自錨式接口允許防滑脫力,kN;PFA-自錨式接口允許工作壓力,MPa;DE-插口外徑,mm。
2 自錨管焊接工藝
2.1 球墨鑄鐵及其焊接性
球磨鑄鐵由于其較高的碳當量以及球化元素的加入,焊接性較差[3],主要包括以下三個方面:①球墨鑄鐵常用鎂來作為球化劑,但鎂是阻礙石墨化的元素,焊接時白口現象比較嚴重;②球墨鑄鐵焊接時,熱影響區如冷卻速度太快,其中奧氏體會轉變成馬氏體,即形成淬火組織,其硬度可高達620HBS~700HBS,影響基體組織和性能[4];③焊縫組織性能與基材匹配困難,由于球墨鑄鐵擁有優異的強度和延展性,在熔化焊條件下,較難實現與母材組織、性能相匹配的焊接接頭。
2.2 自錨管焊環焊接工藝
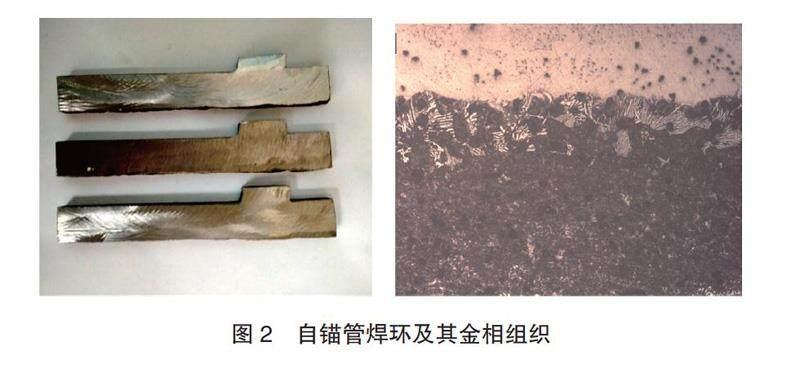
為獲得與球墨鑄鐵管管材相匹配的自錨焊環,通常采用價格昂貴的鎳基合金焊材進行焊接,如含Ni量55%的奧氏體焊絲或Z408焊條,采用余熱環冷+多層多道焊的方式進行焊接,可有效解決球墨鑄鐵管焊接白口和淬硬組織的出現,以及焊接裂紋的產生[5]。其焊接后自錨焊環的金相組織如圖2所示:
3 可靠性評定方法及試驗裝置
3.1 自錨焊環受力分析
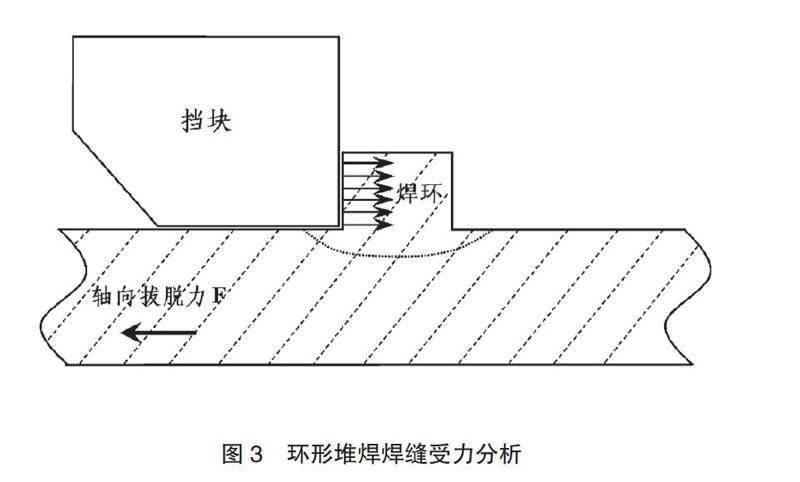
根據球墨鑄鐵自錨管接口型式對焊環的受力進行了分析,如圖3所示。當球墨鑄鐵自錨管受到軸向的拔脫力F時,承口通過擋塊作用于焊環,焊環的受力以擋塊軸向的壓力為主,焊環受力面的根部會產生一個扭矩,呈現多向應力狀態;同時,焊縫受力面的根部焊接熱影響區性能薄弱并且存在應力集中,極易優先破壞失效,如何有效評定自錨管焊環的可靠性顯得至關重要[4]。
3.2 試驗方法和裝置
為有效評定自錨管焊環的焊接可靠性,綜合考慮了焊環結構的受力特點、應力集中和熱影響區的組織特點,設計了如圖4的試驗裝置。試驗時,切取自錨管圓周方向上10 mm寬(B)、250 mm長(L)樣條進行試驗,如圖5所示。因為焊縫在圓周方向上受力時均勻的,只要試驗圓周上單位長度焊縫的承載力即可表征整個管子焊縫總承載力。
試驗方法和步驟:
(1)實驗裝置設計:根據試驗試驗球墨鑄鐵管的壁厚和環形焊環尺寸,設計和制作拉伸試驗用的試驗裝置,如圖4所示。
(2)試樣準備:制取拉伸試驗用的試樣,詳見圖5,試樣表面光潔無鑄造和加工缺陷。
(3)進行試驗:測量試樣尺寸并記錄、輸入到電腦,將加工好的試樣置于夾具的卡槽內,試樣和夾具的另一端分別加持在拉伸試驗機的兩端,進行試樣拉伸。
(4)數據分析:拉伸斷裂后,分析斷裂部位,記錄最大拉力等數據,計算出單位長度焊縫的承載力。
(5)性能評價:根據單位長度焊縫的受力計算出整個周長上焊縫的抗拉力,然后和接口所要承受的軸向拉力做對比,評價是否符合設計要求。(接口所受軸向拉力=π×(DE/2)2×P壓力)。
3.3 DN1600自錨管焊環可靠性評定
采用上述方法對輸水用DN1600 Xanchor型球墨鑄鐵自錨管插口端的環形堆焊焊環進行力學性能試驗,評定其堆焊焊接工藝可靠性。球墨鑄鐵管結構示意如圖1所示,其規格尺寸、使用要求詳見表1。
按照前面所述取樣方法進行取樣,試樣寬度B為10 mm、長250 mm,采用圖4所示實驗裝置和3.2所屬試驗步驟進行試驗,拉伸試驗的試驗結果及其性能分析如表2所示。
4 結論
本自錨管焊接工藝評定方法綜合考慮了焊接結構、應力集中、熱影響區組織性能等對承載的影響,同時,拉伸試驗裝置和試驗方法,保證了焊縫受力和實際使用時焊縫力一致,能通過小樣試驗出的單位長度焊縫承載力去反映整個管子焊縫的承載力,可以快速的對焊環結構進行分析評定,對自錨管焊接工藝改進優化具有重要作用。
參考文獻
[1] 張南,趙志誠,李華成. 球墨鑄鐵管自錨式接口的技術應用[J]. 水利規劃與設計,2019(6):93-95,98.
[2] 趙立,楊錦輝,陶建平. 焊接工藝評定適用性探討[J]. 電焊機,2017,47(5):109-111.
[3] 王建偉,顧根紅. 淺談球墨鑄鐵的焊接工藝[J]. 大科技,2012(12):319-320.
[4] 吳弘. 不同工藝條件下球墨鑄鐵焊接殘余應力的分析[C] // 2015年全國堆焊再制造技術學術會議論文集. 2015:137-144.
[5] 高亮,陳民昌,嚴夢凡,等. 不同焊接溫度梯度下球墨鑄鐵的組織結構和力學性能研究[J]. 內燃機與配件,2019(1):109-111.