車門外開手柄外殼斷裂分析
2024-05-27 11:04:07詹紹薇任小云徐磊薛戩
汽車工藝與材料 2024年5期
詹紹薇 任小云 徐磊 薛戩
作者簡介:詹紹薇(1992—),女,工程師,碩士學位,研究方向為汽車非金屬材料與環(huán)保性能開發(fā)。
參考文獻引用格式:
詹紹薇, 任小云, 徐磊, 等. 車門外開手柄外殼斷裂分析[J]. 汽車工藝與材料, 2024(5): 59-63.
ZHAN S W, REN X Y,XU L, et al. Failure Analysis of Automobile Door Handle Shell[J]. Automobile Technology & Material, 2024(5): 59-63.
摘要:對斷裂車門外開手柄外殼進行了材料一致性與力學性能分析、斷口形貌分析、結(jié)構分析、應力分析、失效模擬,發(fā)現(xiàn)材料一致性和力學性能均符合設計要求,該零部件在遠離注塑進料膠口且壁厚較薄的尖端容易發(fā)生應力斷裂。通過將外殼與骨架間隙由0.2 mm增加到1.2 mm、外手柄尖端轉(zhuǎn)角由直角鏈接改為斜面和圓弧過渡、工藝設計上改變模具進料膠口位置、固定模具溫度為50~60 ℃、注塑前的烘料干燥時間由1 h增加到2 h、注塑后增加80 ℃/1 h烘烤去應力工藝、保壓時間從7 s縮短為4 s,能夠降低應力,解決外開手柄斷裂問題。對優(yōu)化設計后的零部件進行驗證與跟蹤,未再出現(xiàn)類似失效情況。
關鍵詞:車門外開手柄 非金屬材料 失效分析 應力開裂 模具膠口
中圖分類號:U463.61? ?文獻標志碼:B? ?DOI: 10.19710/J.cnki.1003-8817.20220410
Failure Analysis of Automobile Door Handle Shell
Zhan Shaowei, Ren Xiaoyun,Xu Lei, Xue Jian
(Zhejiang Yucheng Commercial Vehicles Group Co., Ltd., Hangzhou 310000)
Abstract: Based on the material consistency and mechanical properties, fracture morphology analysis, structure analysis, stress analysis, failure simulation, broken door handle shell material consistency and mechanical properties met the design requirements, it was found that the parts away from the tip of the modeling of gate structure was prone to stress fracture. Clearance between shell and skeleton was increased from 0.2 mm to 1.2 mm, handle tip comer with rectangular links was changed to bevel and circular arc transition, the position of mold feeding mouth was changed, temperature of the mold was fixed at 50~60 ℃, the drying time of baking material before injection was increased from 1 h to 2 h, the baking stress relief of 80 ℃ for an hour was increased after injection, and the pressure holding time was reduced from 7 s to 4 s, the stress could be reduced which eliminated handle fracture. After the rectification, the parts were verified and tracked, and no similar failure occurred again.
Key words: Automobile door handle, Non-metallic material, Failure analysis, Stress cracking, Mold gate
1 前言
汽車零部件結(jié)構復雜、材料種類多樣、實際工況苛刻、安全性要求高[1],其失去原設計功能即可認定為失效[2]。失效類型有損傷、變形、斷裂、腐蝕[3]。失效分析不僅需要應用斷裂力學、斷裂物理學、斷裂化學的基礎理論[4],還需要結(jié)合設計、制造工藝分析,找出失效模式和機理,進而提出改進措施[5]。
本文以車門外開手柄外殼斷裂為例,從原料性能和一致性,以及零部件形貌、結(jié)構、制造工藝、工況等方面確定失效原因并進行改進與驗證[6]。
2 試驗部分
2.1 主要原料
斷裂車門外開手柄外殼(噴漆)為聚碳酸酯(Polycarbonate,PC)+丙烯腈-丁二烯-苯乙烯(Acrylonitrile Butadiene Styrene plastic,ABS)合金材料粒料。
2.2 分析儀器和設備
本文采用的設備包括:德國ZWICK公司HIT25P型擺錘式?jīng)_擊試驗機;德國Coesfeld公司40-197-100熱變形維卡試驗機;德國ZWICK公司Zwicki萬能試驗機;日本島津UX420H電子天平;德國賽默飛IS10傅里葉變換紅外光譜儀;瑞士梅特勒DSC3差示掃描熱量儀;日本日立SU1510掃描電子顯微鏡。
2.3 試樣制備
設定溫度為100 ℃、干燥時間為2 h,對原料進行干燥預處理;設定注塑機注塑溫度為240 ℃,其他注塑條件以樣條完整、外觀良好、無氣泡、縮痕和熔合痕等為標準進行適當調(diào)節(jié),注塑得到力學性能測試樣條。在標準大氣壓條件下,樣條在溫度為(23±2) ℃、相對濕度為50%±5%的環(huán)境下至少存放24 h,按標準進行測試。
2.4 性能測試與表征
按照GB/T 1033.1—2008《塑料 非泡沫塑料密度的測定 第1部分:浸漬法、液體比重瓶法和滴定法》中規(guī)定的方法A進行密度測定;按照GB/T 1043.1—2008《塑料 簡支梁沖擊性能的測定 第1部分:非儀器化沖擊試驗》中規(guī)定的方法進行簡支梁沖擊性能試驗,樣條尺寸為(80±2) mm×(10±0.2) mm×(4±0.2) mm,采用5.5 J擺錘,A型缺口;按照GB/T 9341—2008《塑料 彎曲性能的測定》的規(guī)定測定彎曲性能,樣條尺寸為(80±2) mm×(10±0.2) mm×(4±0.2) mm,測試速度為2 mm/min;對斷面進行干燥與噴金預處理,再采用掃描電子顯微鏡對失效件斷口的微觀形貌進行觀察和分析;截取PC+ABS顆粒料、失效件樣件各(22±1) mg,在250 ℃下進行熱壓制樣,50 MPa壓強下進行熱壓制樣,壓制10 s,取出樣品冷卻至室溫后進行紅外光譜測試;截取PC+ABS 顆粒料、失效件樣件各(10 ±1) mg,放入儀器樣品池中,以氮氣作為保護氣和沖掃氣,控制氣體流量為15 mL/min,以5 K/min的升溫速率掃描試樣,連續(xù)測量和記錄輸入樣品和參比物之間的能量差隨溫度變化的函數(shù)關系,得到差示掃描量熱法(Differential Scanning Calorimeter,DSC)曲線。
3 結(jié)果與討論
3.1 一致性分析
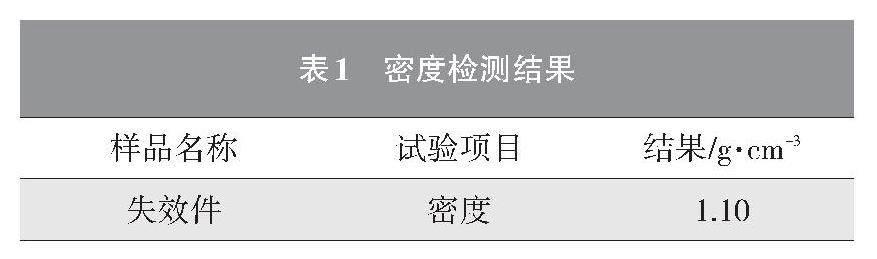
斷裂外開手柄外殼與PC+ABS顆粒料密度測試結(jié)果分別為1.10 g/cm3、1.09 g/cm3,如表1所示。聚碳酸酯PC材料標準密度為1.20 g/cm3,ABS材料的標準密度為1.05 g/cm3,合金材料密度跟據(jù)2種材料的配比而不同[7],在1.05~1.20 g/cm3范圍內(nèi),以密度估算斷裂車門外開手柄外殼用PC+ABS合金材料中PC含量為30%,原材料粒子PC含量為29%,失效件與PC+ABS顆粒料的PC含量差別較小。
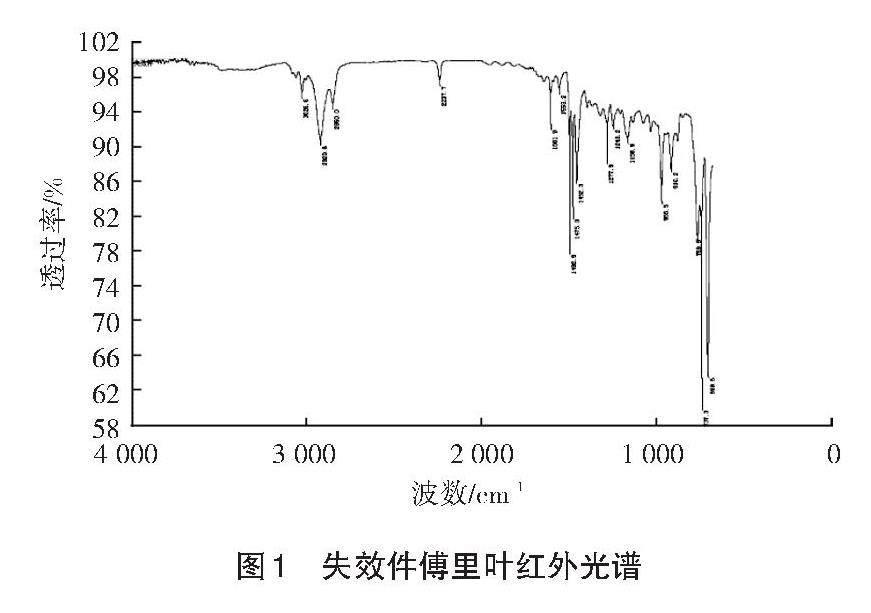
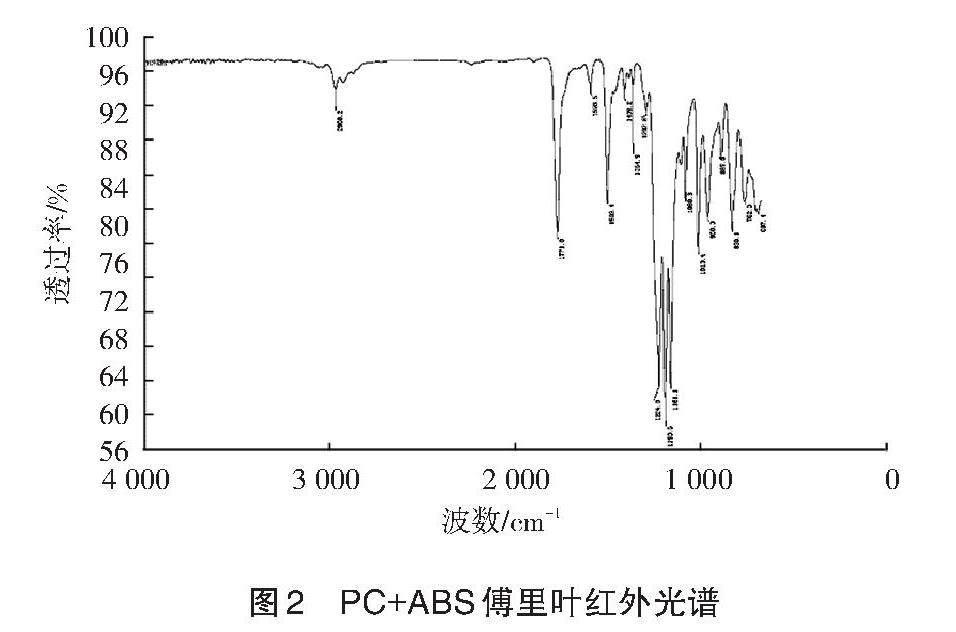
對失效件與PC+ABS顆粒料應用紅外光譜儀測試樣品分子官能團,測試結(jié)果如圖1、圖2所示。失效外開手柄外殼在波數(shù)為1 243.2 cm-1時出現(xiàn)碳酸酯的C=O伸縮振動[7],在波數(shù)為1 158.9 cm-1時出現(xiàn)了聚碳酸酯PC的紅外特征峰[8],在波數(shù)為758.9 cm-1時出現(xiàn)苯乙烯中的單取代苯環(huán)吸收峰,在波數(shù)為2 237.7cm-1處為丙烯腈氰基吸收帶,在波數(shù)為965.5 cm-1處為丁二烯單元結(jié)構;與PC+ABS粒子均在波數(shù)為1 224 cm-1處出現(xiàn)碳酸酯的C=O伸縮振動,在波數(shù)為1 161.1 cm-1時出現(xiàn)了聚碳酸酯PC的紅外特征峰;在波數(shù)為762 cm-1處為苯乙烯特中的單取代苯環(huán)吸收峰,在波數(shù)為960.3 cm-1處為丁二烯單元結(jié)構。結(jié)果表明:失效件外開手柄外殼與原材料粒子均出現(xiàn)PC+ABS材料紅外特征吸收峰,判斷失效件為PC+ABS材料。
對失效件和PC+ABS 顆粒料應用差示掃描量熱儀測試樣品玻璃化轉(zhuǎn)變溫度Tg,測試結(jié)果如圖3所示。PC是一種無定型聚合物,在140~150 ℃出現(xiàn)了明顯的玻璃化轉(zhuǎn)變。ABS材料是丙烯腈-丁二烯-苯乙烯三元共聚物,其中苯乙烯在110 ℃出現(xiàn)玻璃化轉(zhuǎn)變。在PC+ABS合金材料中,由于PC和ABS材料相互作用,2種材料玻璃化轉(zhuǎn)變溫度各向中間偏移[9]。斷裂外開手柄的玻璃化轉(zhuǎn)變溫度測試結(jié)果為111.93 ℃、144.64 ℃,PC+ABS、顆粒料的玻璃化轉(zhuǎn)變溫度測試結(jié)果分別為114.01 ℃、140.14 ℃。2種樣品測試結(jié)果略有差異,都在PC+ABS合金材料特征范圍內(nèi),這與共混物的相態(tài)、相容性有關,經(jīng)過注塑環(huán)節(jié),不同批次的工藝及儀器誤差也會導致測試結(jié)果差異[10]。結(jié)合密度與紅外光譜測試,判定失效件與PC+ABS顆粒料一致。
3.2 力學性能與斷口分析
車門外開手柄在開啟時會受到操作力,要求外開手柄可以承受一定的拉力并具有相應的強度,因此需考慮材料的沖擊、彎曲性能。取3個外開手柄,常溫下在操作方向和90°方向施加600 N的拉力,保持5 s,試驗后3個外開手柄沒有發(fā)生結(jié)構損壞和永久變形,說明外開手柄強度滿足要求。PC+ABS顆粒料彎曲模量為2 498 MPa,彎曲強度為75.9 MPa,常溫簡支梁缺口沖擊強度為33 kg/m2,力學性能測試結(jié)果如表2所示,剛性與韌性均滿足技術要求。
通過掃描電子顯微鏡對外手柄斷裂面放大100倍,微觀形貌如圖4所示。斷口表面光滑呈巖石狀,沒有起伏,微觀形貌沒有韌窩[11],零部件也沒有發(fā)生變形,為典型的脆性斷裂[12],推斷脆性斷裂處可能存在熔接痕或微裂紋。
3.3 零部件結(jié)構分析
在試制階段,倉庫中批量零部件和裝配在整車上的車門外開手柄均有斷裂,以其中一個零部件為例進行失效分析。
宏觀上,外手柄無變形、表面無受外力痕跡。觀察外手柄均在尖頭位置斷裂,斷裂位置有一條熔接線[13],注塑進膠口設計在有加強筋結(jié)構的尾端位置,斷裂位置為外開手柄尖端,遠離進料膠口處。
針對外部拉伸力對外開手柄外殼斷裂的影響進行分析。當制件裝配或受外拉伸力較大時,可能會因外力造成開裂,試驗模擬打開車門時外開手柄受力和施加機械力對外開手柄的影響。對一完整外開手柄制件施加較小的力時,外開手柄沒有發(fā)生任何變化;當施加較大的力時,外手柄表面油漆被破壞,但沒有發(fā)生斷裂,如圖5所示。綜上分析,外力并不是造成零部件開裂的主要原因。
內(nèi)應力為外開手柄外殼在注塑時產(chǎn)生與外部注塑壓力、保壓力相平衡的內(nèi)力。樣件成型過程產(chǎn)生的內(nèi)應力會導致外開手柄外殼斷裂。聚合物分子鏈段的剛性和結(jié)構、熔體流動速率、制件形狀的復雜程度、壁厚為內(nèi)應力的主要影響因素。有較大殘余內(nèi)應力的制件在溶劑的作用下會發(fā)生應力開裂[14]。
為驗證外開手柄外殼內(nèi)應力殘余情況,配制90%乙醇溶液和10%水混合物放置在燒杯中[12],取與斷裂件同批注塑但未噴漆的外開手柄,將尖端浸泡在溶液中,15 min后取出并在室溫下靜置0.5 h,觀察發(fā)現(xiàn)外手柄表面出現(xiàn)發(fā)白現(xiàn)象,判斷外手柄注塑后應力未消除,存在殘余應力。
熱處理可以加速PC+ABS合金材料大分子鏈的松弛,消除應力,因此,取同批次注塑未噴涂外開手柄10個,80 ℃下烘烤1 h,后浸泡在乙醇和水溶液中進行內(nèi)應力驗證,其中一個外手柄出現(xiàn)發(fā)白應力紋。將保壓時間由7 s縮短到4 s,再用乙醇和水溶液進行浸泡驗證,未出現(xiàn)應力裂紋和發(fā)白現(xiàn)象。
由于外手柄骨架和外殼的間隙較小,骨架PA6+GF30材料易因吸水或蠕變發(fā)生尺寸變化,會使外殼明顯膨脹,增加開裂風險;尖端轉(zhuǎn)角為非圓弧過渡的直角連接,結(jié)構薄弱且壁厚減薄,為樣件的應力集中處,如圖6a所示。
從注塑膠口分析,外手柄物料從外手柄尾端進入型腔,外手柄尖端遠離膠口,在模具溫度較低時,材料流動性較差,在模具型腔末端(外開手柄頂端)易形成冷料,產(chǎn)生應力集中效應[15];噴漆后,油漆對材質(zhì)的侵蝕誘導并放大了外開手柄外殼頂端的應力集中,導致外殼材料開裂。
3.4 結(jié)構與工藝改進
綜合以上分析,考慮通過增加間隙、改變過渡形式對設計結(jié)構進行調(diào)整,殼體與骨架根部間隙由0.2 mm增加到1.2 mm,殼體內(nèi)表面與骨架卡接斜面間隙由0.3 mm增加到1.0 mm,外手柄尖端轉(zhuǎn)角由直角過渡改為斜面和圓角過渡,斷面如圖6b所示,更改位置如圖6c所示。
對外手柄工藝進行改進:將注塑保壓時間從7 s縮短到4 s,降低應力;將模具溫度固定為50~60 ℃,保證批次一致性的前提降低應力;增加對注塑后的零部件在80 ℃下烘烤1 h去除應力的工藝過程;將膠口從結(jié)構穩(wěn)固的直角底端調(diào)整到尖端位置,防止尖端應力集中,如圖7所示。
4 結(jié)束語
本文通過測試斷裂外開手柄外殼,獲得材料密度為1.10 g/cm3,彎曲模量為2 498 MPa,缺口沖擊強度為33 kJ/m2,失效件的Tg為111.93 ℃、144.64 ℃,判斷失效件材料為PC+ABS合金材料。對樣件斷口形貌和設計結(jié)構分析,發(fā)現(xiàn)在遠膠口結(jié)構薄弱的尖端容易發(fā)生應力斷裂。針對失效原因,結(jié)構設計上外開手柄外殼與骨架的間隙從0.2 mm增加到1.2 mm,轉(zhuǎn)角處進行直角斜面和圓角過渡,進膠口變更到外開手柄尖端;工藝設計上固定模具溫度范圍、注塑后增加1 h烘烤去應力工藝、縮短保壓時間降低應力,解決了外手柄斷裂問題。
參考文獻:
[1] 楊家駱.開展失效分析工作, 提高汽車產(chǎn)品質(zhì)量[J]. 天津汽車, 1995(2): 42-44.
[2] 狄春峰, 胡仁其. 非金屬失效分析淺論[J]. 國外塑料, 2014, 32(3): 34-37.
[3] 朱文婕. 一種解決汽車杯托功能失效的方法[J]. 現(xiàn)代制造技術與裝備, 2018(10): 103-104+106.
[4] 范金娟, 王占彬. 復合材料失效分析程序與方法探討[J]. 纖維復合材料, 2013, 30(4): 41-44.
[5] 伍秀連. 淺談汽車金屬零部件材料的失效及失效分析[J]. 內(nèi)燃機與配件, 2019(3): 139-140.
[6] 孫曉曉, 狄春峰, 胡仁其. 汽車天窗水槽連接鞘失效案例研究[J]. 上海塑料, 2018(3): 38-44.
[7] 陸星宇. PC/ABS合金的制備及其性能研究[D]. 沈陽: 遼寧大學, 2020.
[8] 邱林飛, 歐光習, 張敏, 等. 利用顯微傅里葉變換紅外光譜儀原位分析鈾礦物[J]. 礦物學報, 2016, 36(1): 43-47.
[9] 李波, 高錦紅, 許祖昊, 等. 熱分析法在材料分析中的應用新進展[J]. 分析儀器, 2018(2): 77-81.
[10] STARK W, JAUNICH M. Investigation of Ethylene/Vinyl Acetate Copolymer (EVA) by Thermal Analysis DSC and DMA[J]. Polymer Testing, 2010, 30(2): 236-240.
[11] 張顯勇, 王忠, 賈仕奎, 等. 埃洛石納米管/PLA復合材料的斷口形貌結(jié)晶行為及力學性能研究[J]. 塑料工業(yè), 2018, 12(46): 51-55+17.
[12] 戴劍, 黃牧, 鄭一泉, 等. PA/ABS合金力學性能的提升[J]. 塑料, 2019, 48(1): 62-66.
[13] 張甲敏, 王菁, 周文娟, 等. 熱塑性聚氨酯過濾器殼制品常見的缺陷及解決方法[J]. 塑料工業(yè), 2011, 39(1): 59-64.
[14] 狄春峰, 胡仁其. 汽車塑料零件內(nèi)應力淺論[J]. 上海塑料, 2017(2): 18-22.
[15] 張甲敏, 劉耀民, 鄒朝軍. ABS注塑件應力開裂原因及解決措施[J]. 工程塑料應用, 2006(8): 42-45.