工業蒸汽透平與離心壓縮機軸系裝配研究
2024-05-30 18:21:50付帥吳思慧
科技創新與應用 2024年15期
付帥 吳思慧
第一作者簡介:付帥(1991-),男,工程師。研究方向為汽輪機加工裝配。
DOI:10.19981/j.CN23-1581/G3.2024.15.022
摘? 要:工業蒸汽透平驅動離心壓縮機的機組在石油、石化行業有廣泛應用,其是否可以持久、穩定地運轉直接決定該石油石化裝置的效益產出情況,機組的軸系找正精度又是其能否長期穩定運行的關鍵因素,若安裝過程中存在較大誤差,會造成安裝工作返工,機組振動異常,推力軸承溫度過高,支撐軸承溫度過高等問題,直接影響機組運行。該文主要剖析該裝置的軸系布置原理及安裝找正方法,軸向找正利用兩表法消除蒸汽透平與離心壓縮機轉子的軸向竄動,利用兩軸同盤的方法消除打表盤端面跳動誤差,徑向利用單表法和兩軸同盤消除打表盤外圓的跳動誤差,以提升軸系裝配精度。
關鍵詞:蒸汽透平;離心壓縮機;軸系裝配;兩表法;兩軸同盤
中圖分類號:TK266? ? ? 文獻標志碼:A? ? ? ? ? 文章編號:2095-2945(2024)15-0100-04
Abstract: Industrial steam turbine-driven centrifugal compressor units are widely used in the petroleum and petrochemical industries, and their ability to operate reliably and consistently directly determines the efficiency and output of these facilities. The precision of the shaft alignment in these units is a key factor in their long-term stable operation. If significant errors are present during the installation process, it can lead to rework, abnormal unit vibration, excessively high temperatures in thrust bearings, and excessive temperatures in support bearings, all of which can directly impact the operation of the unit. This paper primarily analyzes the principles of shaft layout and installation alignment methods for these units. Axial alignment uses the two-gage method to eliminate axial movement between the steam turbine and the centrifugal compressor rotor, and the method of aligning both shafts simultaneously is used to eliminate end-face runout errors when taking gage readings. Radially, the single-gage method and the method of simultaneous shaft alignment is used to eliminate runout errors of the outer circumference of the gage disk, thereby enhancing the precision of shaft assembly.
Keywords: steam turbine; centrifugal compressor; shafting assembly; two-gage method; simultaneous shaft alignment
由于市場上各家工業驅動蒸汽透平與離心壓縮機的結構形式不同,導致裝置的滑銷系統也不盡相同,本文以本公司生產的HB5-4S+MCL702型號背壓反動式汽輪機搭配二氧化碳離心壓縮機裝置進行研究,淺述該類型裝置的軸系安裝原理,并對其找正方法進行研究。工業蒸汽透平與離心壓縮機裝置軸系的找正是在裝置冷態下進行的,但是裝置運行卻是在熱態下,所以要根據結構充分考慮熱脹的影響,將軸系安裝至一種冷態不同軸,熱態運轉時同軸的狀態,保證機組可以長久穩定地運行。
1? 裝置結構簡述
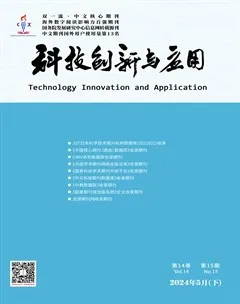
本裝置由一臺工業驅動蒸汽透平(左側)和一臺離心壓縮機(右側)構成(圖1),蒸汽透平前后軸承座均與汽缸分開,為分體結構,上汽缸中分面貓爪落在前后軸承座上,前后軸承座底面落在聯合底座支腿上,得益于此結構,在蒸汽透平運行溫度520 ℃的情況下,汽缸均勻地向上下兩個方向膨脹,讓熱膨脹最大的汽缸在運行狀態下對轉子中心線無明顯影響。所以該背壓式蒸汽透平轉子在熱態時轉子位移只受前后2個軸承支座的影響。前后2個支座在運轉時溫度主要受油溫影響最大,在前后軸承箱進回油溫度相同的情況下,前后2個支座會向上膨脹,導致轉子中心升高,經計算本裝置兩側支座均熱膨脹約為0.18 mm,故轉子中心線在冷態和熱態時均保持水平。
本裝置離心壓縮機兩端軸承座與機殼均為一體結構,前后貓爪在離心壓縮機下機殼的側面上,工藝氣進口在右端,出口在左端,所以會導致左端溫度高于右端,又因貓爪支撐平面是在下機殼上,所以會因兩端軸承座隨著機殼向上熱膨脹而導致轉子升高,且由于左右端溫度不同,導致左端熱膨脹較大,經計算約為0.38 mm,右端熱膨脹較小,經計算約為0.17 mm,為了保證離心壓縮機轉子在熱態運行時為水平且與蒸汽透平轉子同軸,故離心壓縮機轉子在冷態時要處于一種左低右高的狀態。
圖1? HB5-4S+MCL702型號背壓反動式蒸汽透平+二氧化碳
離心壓縮機裝置示意圖
2? 軸系對中理論方案
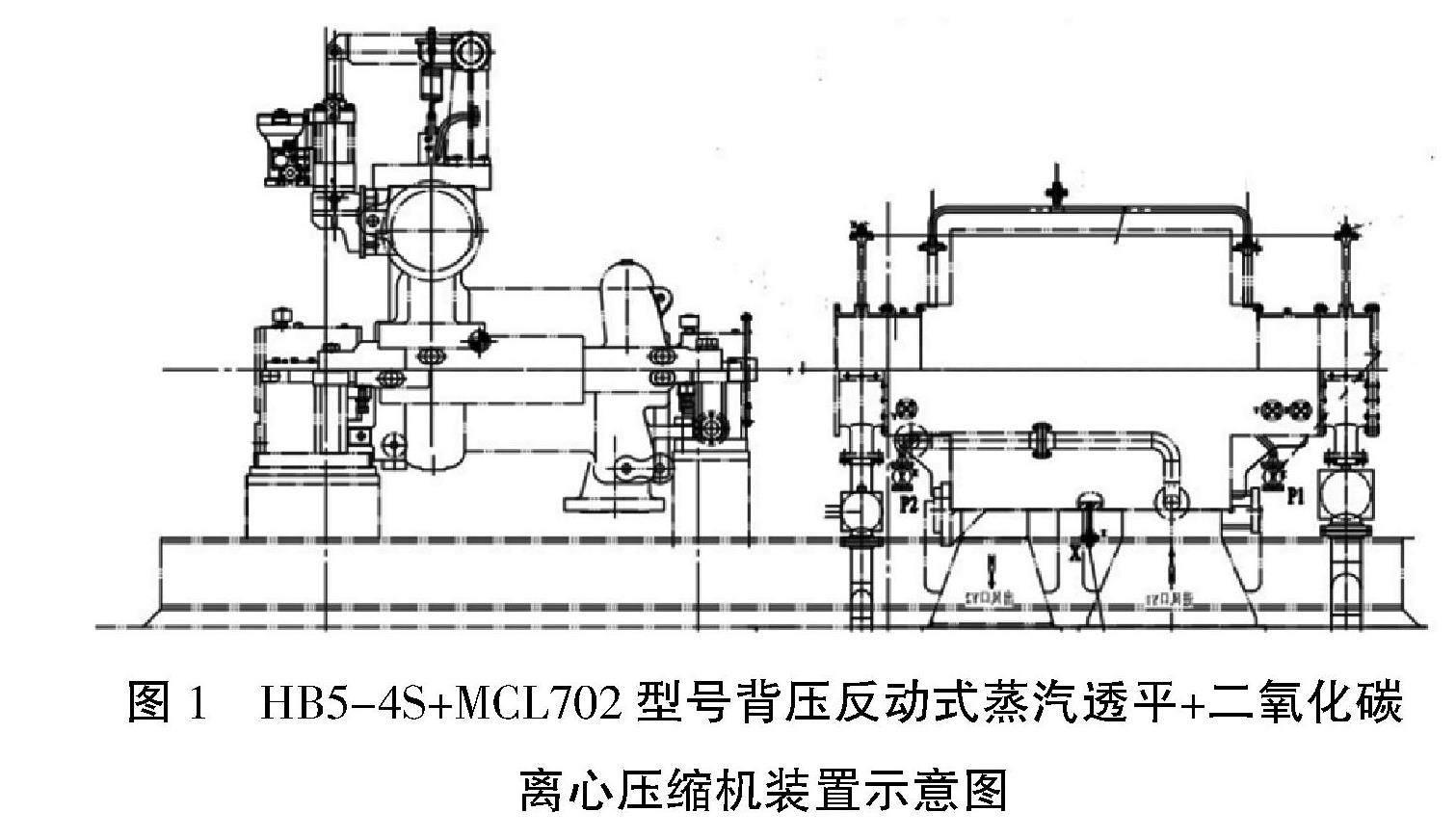
由圖2可以看出,在前視方向,由于離心壓縮機在豎直方向左端熱脹0.38 mm大于蒸汽透平支座熱脹的0.18 mm,離心壓縮機左端要低于蒸汽透平轉子水平中心線B=0.2~0.3 mm,以使得離心壓縮機轉子左端在熱態運行時可以與蒸汽透平轉子右端相同軸。
圖2? 汽輪機與離心壓縮機垂直方向(前視)軸系對中方案
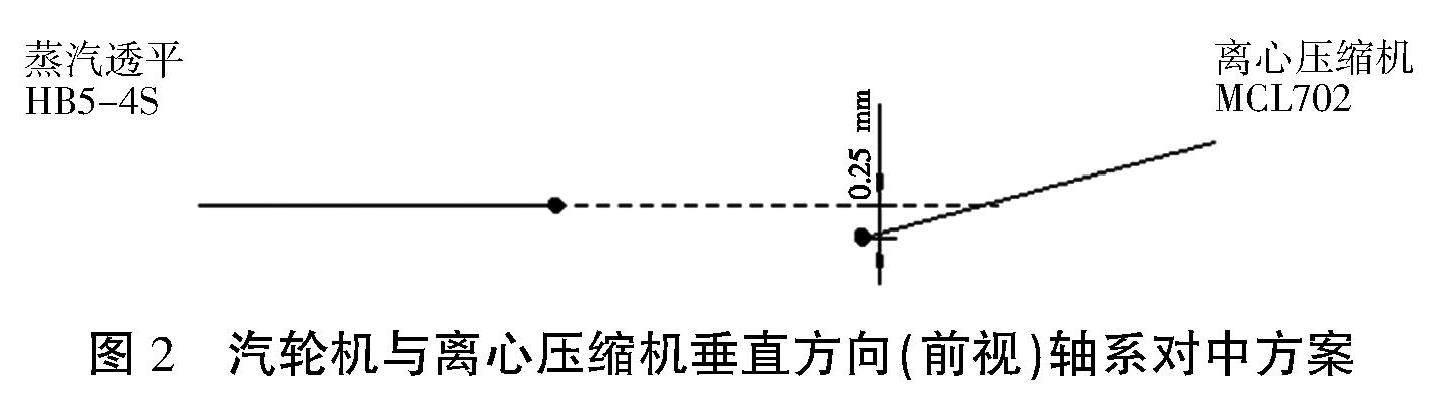
參照圖1的滑銷系統,蒸汽透平兩軸承座和汽缸,以及離心壓縮機機殼的水平熱脹死點都在轉子的中心線上,所以在水平方向,可將兩轉子安裝找正至同軸(圖3)。
圖3? 汽輪機與離心壓縮機水平方向(俯視)軸系對中方案
為了測量兩轉子的同軸狀態,可以通過將百分表安裝在蒸汽透平轉子上,去測量離心壓縮機轉子軸端外圓的讀數,其理論讀數如圖4所示。
前段所述,離心壓縮機轉子右端熱脹小于左端,所以離心壓縮機轉子在冷態下不能是水平的,在前視方向(圖2)是一種左低右高的狀態,本轉子長度2 640 mm,由于無法直接測量這種左低右高的狀態,可以對蒸汽透平轉子中心線與壓縮機轉子端面的垂直度進行打表測量,以此間接測量出離心壓縮機轉子左低右高的狀態,由于壓縮機轉子軸頭直徑比較小,測量誤差很大,所以需要在轉子端面上安裝打表盤,擴大打表直徑,減小打表誤差,以直徑300 mm打表盤為例,蒸汽透平轉子軸線與壓縮機轉子端面打表盤垂直度讀數可表示為如圖5所示。
圖4? 打表盤同軸度外圓讀數
圖5? 打表盤垂直度前視方向端面讀數
3? 軸系安裝找正的誤差分析
參照軸系安裝的理論精度,在實際操作過程中是一個反復測量、計算、調整的過程,所以整個誤差是一個系統的誤差,并不是某一個單一的誤差源,每個環節都會存在誤差,都會影響到最終的找正結果,按照找正位置方向的不同,誤差主要存在于以下2個系統中。
3.1? 垂直度打表讀數誤差分析
在打表檢查蒸汽透平轉子中心線與離心壓縮機轉子打表盤端面垂直度時,需要不斷盤動蒸汽透平轉子和離心壓縮機轉子,在該裝置中,轉子軸向的定位依靠兩機的推力盤與推力軸承接觸,但是在設計上,推力盤與推力軸承之間存在推力間隙,一般為0.3~0.4 mm,所以在盤動兩轉子時,難免會產生轉子的軸向竄動,竄動方向不可控制,竄動大小也無法控制,所以可以將上述誤差稱為轉子竄動誤差。
由于離心壓縮機轉子端面直徑較小,與轉子的長度長徑比過大,會導致間接測量的垂直度無法準確反映離心壓縮機轉子的前視方向的左低右高的斜度,所以需要在轉子端面上安裝一個直徑較大(一般為300 mm直徑)的打表盤,降低長徑比,來增加間接測量的精度。但是打表盤在制造過程中會存在制造誤差,在安裝上打表盤以后,由于制造誤差,使得打表盤端面跳動讀數無法為0,即打表盤端面不與離心壓縮機轉子中心線絕對垂直,所以可將此誤差稱為工裝制造誤差。
當然,在系統中還會存在各種誤差因素,例如人操作的誤差,量具的制造精度等,但上面2個因素是必然存在,且對整個系統誤差影響最大的,所以可將整個垂直度打表讀數誤差總結為
垂直度讀數系統誤差=工裝制造誤差+轉子竄動誤差+垂直度偏差。
3.2? 同軸度打表讀數誤差分析
在打表檢查蒸汽透平轉子中心線與離心壓縮機轉子同軸度時,同樣需要盤動兩轉子,在盤動過程中,轉子也會因為推力間隙前后竄動,但是由于推力間隙一般只有0.3~0.4 mm,轉子竄動量不會超過推力間隙,如此小的竄動量不會對徑向打表產生任何可測量的影響,所以轉子竄動的誤差可以忽略不計。
為了打表方便,一般同軸度打表測量也會選在打表盤上,所以打表盤外圓與轉子中心線的同軸度就成了誤差產生的原因。該系統存在工裝誤差,可將整個同軸度打表讀數誤差總結為
同軸度讀數系統誤差=工裝制造誤差+同軸度偏差。
4? 軸系安裝誤差的消除
4.1? 垂直度讀數系統誤差
對于垂直度讀數系統誤差的消除,首先應消除的是工裝制造的誤差,一套制造優良的工裝肯定是必不可少的,但是常規加工方法的制造精度有幾道的誤差都是正常且無法避免的,所以在消除工裝制造誤差時,可以采用兩軸同盤的方法。
如圖6所示,在假定兩軸同軸且不發生軸向竄動的情況下,打表盤與轉子中心線不垂直,此時參照圖6百分表的讀數為A,參照圖6(b)所示,如果只將壓縮機轉子旋轉180°,此時讀數B=A+0.04 mm,A-B=0.04 mm,雖然從理論上兩轉子絕對同軸,但是由于工裝制造誤差,導致讀數相減不為0,如果將打表盤找正至為0的狀態,無疑會將2個轉子調整至不同軸的狀態,會對找正帶來錯誤的結果。
(a)? 狀態1
(b)? 狀態2
圖6? 兩轉子不同盤讀數示意圖
但是如果采用單表同盤的方法,在第一次讀數A后將2個轉子同時盤動180°時,參照圖7,百分表的讀數為B,此時A-B=0,讀數沒有改變,此時兩讀數之差為0,就可以真實地反映兩軸同軸的狀態。
(a)? 狀態1
(b)? 狀態2
圖7? 兩轉子同盤讀數示意圖
反之,在兩轉子不同軸時,同時盤動兩轉子百分表變化的讀數即為蒸汽透平轉子中心線與打表盤端面垂直度的誤差。因為在采用兩軸同盤的方法時,百分表與工裝打表盤接觸的讀數點都是同一處,所以可以不受工裝制造誤差的影響,有效消除了工裝制造誤差對轉子找正結果的影響。
上述使用1個百分表的方法在不考慮轉子軸向竄動的條件下時完全可行,但是如果在讀數里面加入一個隨機產生的軸向竄動誤差,那么這樣的單表讀數將不具備任何參考意義。所以為了消除轉子軸向竄動帶來的隨機誤差,就不得不再引入1個百分表,2個百分表成180°對稱布置,使用2個百分表同時測量。
如圖8所示,在假定兩轉子同軸的情況下,在同時盤動兩轉子時,引入一個隨機的軸向竄量m,在圖8(a)狀態,上面的百分表讀數為A1,下面的百分表讀數為B1,當壓縮機和蒸汽透平轉子同時盤動180°后,此時上面的百分表轉動到下面,此時該百分表的讀數為A2,原下面的百分表轉動到上面,此時該百分表的讀數為B2。
(a)? 狀態1
(b)? 狀態2
圖8? 兩轉子兩表同盤讀數示意圖
如果用A2-A1=m,B2-B1=m,可以看出同一百分表在兩軸同盤180°后讀數相減的結果反映了該轉子的軸向竄量情況,且兩表相同。此時,如果將兩表前后讀數的差值再做差值,[(A2-A1)-(B2-B1)]=0,就可以在該視圖上真實反映兩軸垂直的狀態。
綜上所述,在兩轉子中心線在不同軸且不平行,且存在轉子軸向竄動及打表盤加工制造誤差的情況下,可以將某一方向的垂直軸誤差Av表示為
Av=[(A2-A1)-(B2-B1)]/2(需要考慮百分表的正負值)。
4.2? 同軸度讀數系統誤差
對于同軸度讀數系統誤差的消除,如果按照常用的找正方法,只需要將百分表吸在蒸汽透平轉子上,然后盤動轉子,去測量離心壓縮機打表盤上的讀數即可計算出同軸度偏差,但是由于存在工裝制造的誤差,那么測量出的讀數就包含了工裝制造的誤差,所以為了消除這種誤差,可以采用單表同盤的方法,兩軸同時轉動,使得百分表與打表盤的測量點始終保持在同一位置,這樣讀數就可以不受工裝制造誤差的影響。
綜上所述,在兩轉子中心線不同軸且不平行,且打表盤外圓存在制造誤差的情況下,可以將某一方向的同軸度誤差Rv表示為
Rv=(C2-C1)/2(需要考慮百分表的正負值)。
5? 實踐驗證
對該蒸汽透平驅動離心壓縮機進行了實際的裝配找正驗證,如圖9所示,通過實際測量,兩轉子找正后的尺寸均在公差范圍之內,經現場開車試驗驗證,本裝置的軸系系統振動指標、溫度指標、軸位移指標均符合API要求,現場運行情況穩定。
圖9? 實踐驗證圖片
6? 結論
本文簡述了軸系對中找正過程中幾種誤差消除的方法,可以有效提升兩轉子在冷態狀態下的找正精度,使得蒸汽透平與離心壓縮機裝置在熱態有負荷連續運轉的工況下,達到兩軸中心線既同心又同軸的狀態,保證裝置的無故障連續運行。當然在冷態找正時,不僅要考慮設備運轉時的熱脹情況,還要考慮可傾瓦軸承的油膜厚度,轉子的揚度等情況,所以現場的安裝人員仍需要根據實踐經驗得出一些經驗數據,根據裝置的運行情況作出一些適當的調整,保證裝置的連續穩定運行。
參考文獻:
[1] 祁大同.離心式壓縮機原理[M].北京:機械工業出版社,2017.
[2] 趙東方.離心式壓縮機主機聯軸器三表精確對中找正[J].裝備制造技術,2009(4):156-157.
[3] 張小威.探討汽輪機軸系找正的誤差分析[J].內燃機與配件,2017(19):22-23.
[4] 盧秉恒.機械制造技術基礎[M].3版.北京:機械工業出版社,2008.