發射鼓輪拆裝維保裝置設計
2024-05-30 19:44:08毛思睿李星珂陽禮鵬繆夔曹坤
科技創新與應用 2024年15期
毛思睿 李星珂 陽禮鵬 繆夔 曹坤
第一作者簡介:毛思睿(1989-),男,工程師,卷煙濾棒成型設備維修技師。研究方向為提升濾棒發射機發射率。
DOI:10.19981/j.CN23-1581/G3.2024.15.028
摘? 要:為解決在對發射鼓輪進行拆裝與維保工作時,由于定位輪、轉動輪、圓柱滾子軸承等零部件的配合精度要求高,而引起的定位輪及圓柱滾子軸承等零部件易損壞、維修精度低、維修時間長等問題,設計制作專用的發射鼓輪拆裝維保裝置,優化發生鼓輪定位輪和圓柱滾子軸承的拆裝方法,實現在不影響定位輪表面精度的情況下,固定發射鼓輪,同時提升維修精度,節約維修時間,達到提高濾棒風送系統穩定性的目的。以ZF25型濾棒發射接收機組為對象進行測試,結果表明使用發射鼓輪拆裝維保裝置后,發射鼓輪拆裝與維保平均所需時間與維保次數較原方法有明顯的降低,發射機的發射率顯著提高。該技術可以為提高濾棒風送系統發射率提供支持。
關鍵詞:發射鼓輪;定位輪;圓柱滾子軸承;固定裝置;拆裝維保裝置
中圖分類號:TS43? ? ? ? 文獻標志碼:A? ? ? ? ? 文章編號:2095-2945(2024)15-0124-04
Abstract: In order to solve the problems caused by the high matching accuracy of parts such as positioning wheel, rotating wheel and cylindrical roller bearing, such as easy damage, low maintenance precision and long maintenance time, a special launching drum disassembly and maintenance device is designed and made, and the disassembly and assembly method of drum locating wheel and cylindrical roller bearing is optimized. Without affecting the surface accuracy of the positioning wheel, the launch drum is fixed, at the same time, the maintenance accuracy is improved, the maintenance time is saved, and the stability of the filter rod air delivery system is improved. The ZF25 filter rod transmitting and receiving unit is tested. The results show that after using the launching drum to disassemble and install the maintenance device, the average time and times of disassembly and maintenance of the launching drum are significantly lower than those of the original method, and the emissivity of the transmitter is significantly increased. This technology can provide support for improving the emissivity of the filter rod air delivery system.
Keywords: launching drum; positioning wheel; cylindrical roller bearing; fixing device; disassembly and maintenance device
發射鼓輪是濾棒發射機的主要組成部分,由轉動輪、定位輪、軸等組成。發射鼓輪接收濾棒發射機輸送來的濾棒,通過發射氣壓將濾棒推射進入發射管道,當今主流的濾棒發射機為許昌煙機生產的YF25型濾棒發射機,發射速度可以達到單管1 500支/min,單臺濾棒發射機最高能滿足10個發射單元同時運行。但在對發射鼓輪進行拆裝與維保工作時,由于定位輪、轉動輪、圓柱滾子軸承等零部件的配合精度要求高,導致發射鼓輪拆裝工作存在缺少合適夾具、定位輪及圓柱滾子軸承等零部件易損壞等問題,并存在維修精度低、維修時間長等現象,影響設備效率。針對發射鼓輪拆裝與維保不方便的問題,任紅業[1]通過設計專用工裝提升發射鼓輪的裝配精度;劉宏躍[2]通過對發射鼓輪的拋光技術進行優化改進,提高發射鼓輪表面加工精度;包軍等[3]等采用模塊化設計優化發射鼓輪的工藝流程。但對于拆裝與維保發射鼓輪方法的研究則鮮見報道。為此,根據發射鼓輪的結構工藝,設計制作專用的發射鼓輪拆裝維保裝置,實現在不影響定位輪表面精度的情況下,固定發射鼓輪,并提升發射鼓輪零部件的安裝精度,達到提升設備效率的目的。
1? 問題分析
1.1? 發射鼓輪的結構工藝
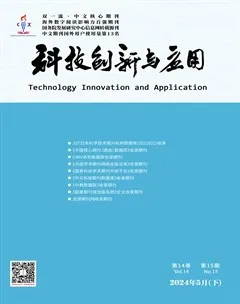
發射鼓輪(如圖1所示)的結構主要由轉動輪、定位輪、軸等部位組成。轉動輪與軸固定,由轉速控制的伺服電機驅動,轉動輪外部設計有均布的20個鼓輪槽,用于容納濾棒,內部設計有與鼓輪槽相對應的20個負壓孔,用于吸附濾棒。定位輪為定子,濾棒發射時頂升氣缸推動的密封件上升與定位輪接觸;定位輪下方設計有正壓孔槽,正對應密封件上的壓縮空氣噴嘴,當發射鼓輪轉動將鼓輪槽中的濾棒傳遞至鼓輪正下方時,壓縮空氣經過密封件上的壓縮空氣噴嘴與定位輪下方的正壓孔槽,將濾棒推射進入發射管道,到達下游的濾棒接收機。
圖1? 發射鼓輪結構示意圖
1.2? 存在問題
1.2.1? 發射鼓輪結構工藝存在的問題
在發射鼓輪的結構工藝中,由于定位輪、轉動輪與其他發射鼓輪零部件的配合精度要求高,定位輪或轉動輪表面磨損會造成發射鼓輪密封面漏氣,并導致發射氣壓降低及不穩定等現象,影響濾棒風送的穩定性,因此工藝上對定位輪和轉動輪的表面加工精度、表面粗糙度等方面有較高的要求,使得拆裝、維保發射鼓輪時無法直接用臺虎鉗夾持發射鼓輪,造成拆裝發射鼓輪不方便,且存在容易引起定位輪或轉動輪表面受損的風險。
1.2.2? 發射鼓輪安裝工藝存在的問題
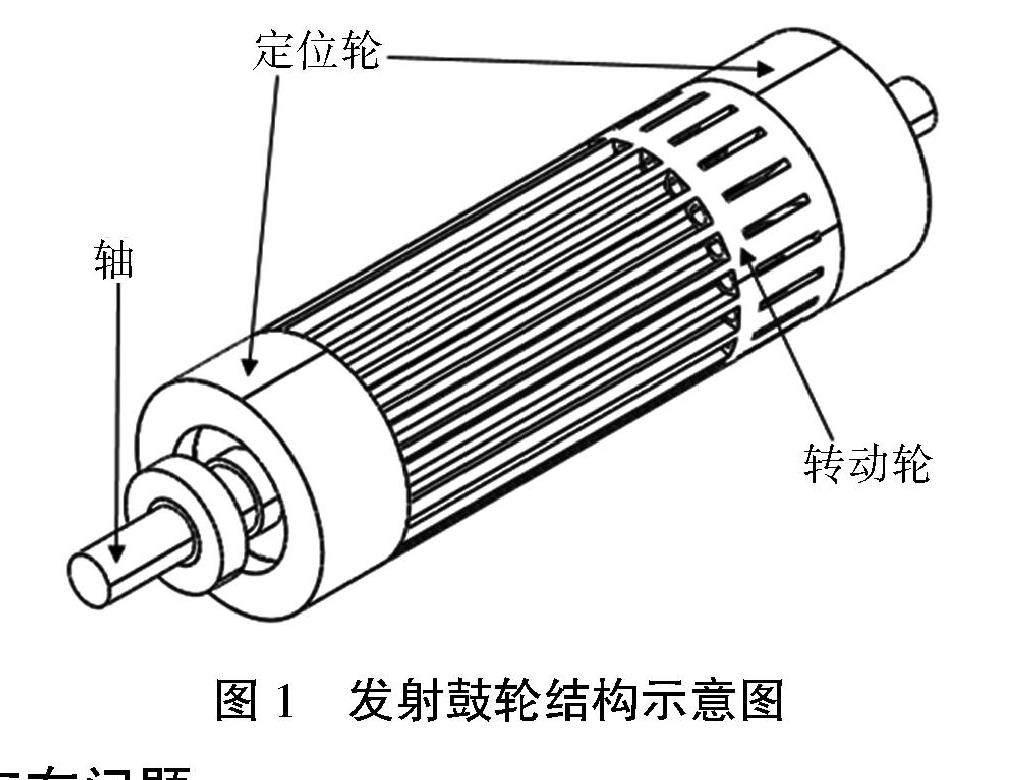
發射鼓輪在故障以及運行一段時間后,需要對其進行拆裝與維保工作,在拆卸發射鼓輪時,由于發射鼓輪的內部結構設置有圓柱滾子軸承(如圖2所示),圓柱滾子軸承中的潤滑脂與積灰、積塵粘黏后會影響軸承的徑向游隙,導致軸承與軸、油封等的配合面過盈,軸承拆裝非常不方便,導致發射鼓輪維保、潤滑、更換軸承時間長,且存在軸承受力過大損壞的風險。
另外,在安裝發射鼓輪時,由于圓柱滾子軸承在安裝工藝上既需要保證使用壽命,又要保證足夠的剛度,因此裝配時必須嚴格控制圓柱滾子軸承的徑向游隙,如果安裝不到位,將會導致軸承過早磨損,從而縮短軸承使用壽命。
圖2? 發射鼓輪內部結構圖
2? 設計方案
通過上述分析可知,發射鼓輪的結構工藝與安裝工藝是導致發射鼓輪拆裝、維保不方便,以及定位輪、圓柱滾子軸承等零部件易損壞的主要原因,并存在維修精度低、維修時間長等問題,影響設備效率。根據現有條件,針對發射鼓輪結構工藝中,定位輪和轉動輪表面精度高以及圓柱滾子軸承配合精度高的技術難點,設計制作專用的發射鼓輪拆裝維保裝置,通過圓弧面抱夾鎖緊的方式,實現在不影響定位輪表面精度的情況下,固定發射鼓輪;并通過螺紋傳動降低定位輪與圓柱滾子軸承拆裝時的軸向受力,提升發射鼓輪的維修精度,達到提升設備效率的目的。
2.1? 固定裝置結構設計
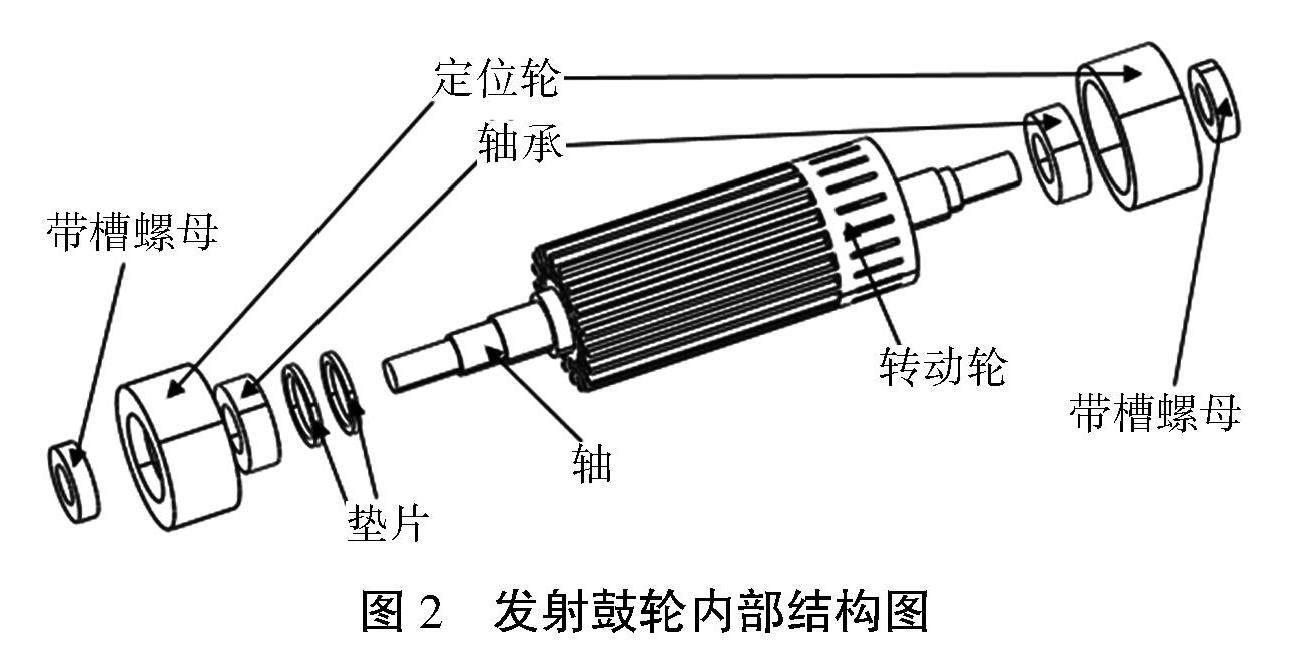
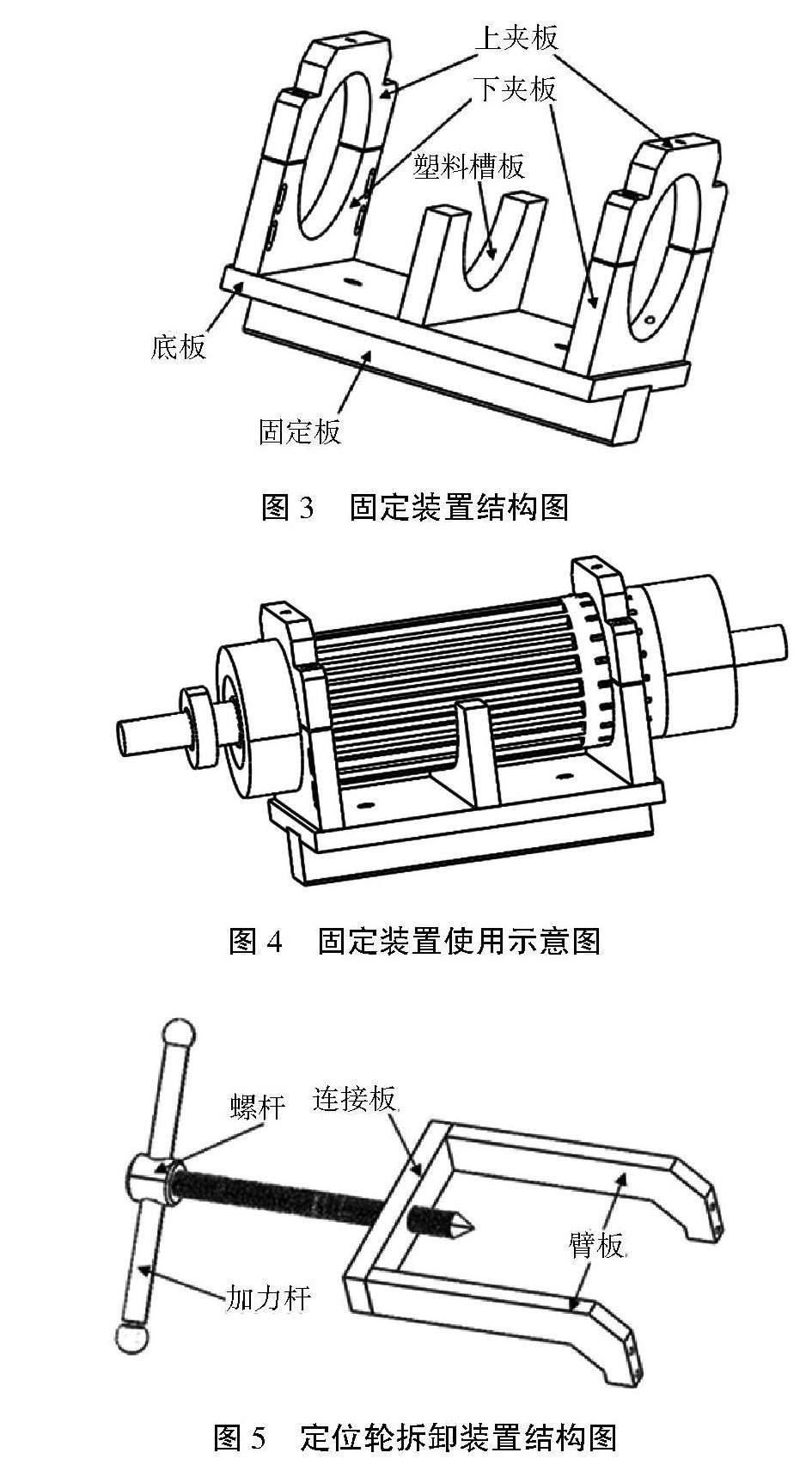
固定裝置(如圖3所示)由固定板、底板、下夾板、上夾板和塑料槽板組成。其中,底板上有多個螺紋孔,可以連接固定板、下夾板、上夾板、塑料槽板,固定板安裝在底板下方,可以通過移動臺虎鉗夾緊固定板,鎖住固定裝置;下夾板、塑料槽板安裝在底板上方,2個下夾板與塑料槽板形狀一致,均為帶半圓弧的槽板,相互平行排列,且與發射鼓輪表面弧度相同;上夾板與下夾板的半圓弧槽面相同,可以與下夾板連接,并通過鎖緊連接上、下夾板的鎖緊螺絲,將發射鼓輪固定在固定裝置上。通過上述技術方案,發射鼓輪拆裝與維保需要固定時,用臺虎鉗夾緊固定裝置,將發射鼓輪的定位輪放置在固定裝置的下夾板與塑料槽板上,安裝上夾板,鎖緊連接上、下夾板的鎖緊螺絲,就可以實現在不破壞發射鼓輪表面的前提下,固定發射鼓輪(如圖4所示)。
2.2? 定位輪拆裝裝置結構設計
定位輪拆裝裝置(如圖5所示)由臂板、連接板、螺桿和加力桿組成。其中,臂板由2塊長條件組成,臂板的一端對稱固定在下夾板的兩側,另一端被連接板固定;連接板的中心加工有螺紋孔,可以連接螺桿,螺紋孔的軸線與上、下夾板圓心同軸線,使螺桿的中心始終正對定位輪的中心。通過上述技術方案,維修工拆卸定位輪時,只需將需要拆卸的定位輪通過鎖緊上夾板將其固定在靠近螺桿的上、下夾板內,轉動加力桿帶動螺桿貼近發射鼓輪軸,并繼續向定位輪方向移動,就可以平穩將發射鼓輪軸脫離定位輪;維修工裝配定位輪時,只需將需要裝配的定位輪通過鎖緊上夾板將其固定在遠離螺桿的上、下夾板內,反向放置發射鼓輪軸,轉動加力桿帶動螺桿貼近發射鼓輪軸,并繼續向定位輪方向移動,就可以平穩地裝配定位輪(如圖6所示),避免了拆裝定位輪對發射鼓輪表面造成的損傷,提高維修精度;同時,該裝置還具有拆裝定位輪方便、快捷、省力的特點,降低了維修時間。
圖3? 固定裝置結構圖
圖4? 固定裝置使用示意圖
圖5? 定位輪拆卸裝置結構圖
2.3? 軸承拆卸裝置結構設計
軸承拆卸裝置(如圖7所示)由上定位環、下定位環組成。上定位環、下定位環形狀一樣,上定位環可以通過螺釘固定在上夾板的半圓弧槽內,下定位環可以放置在下夾板的半圓弧槽內,上、下定位環組成的圓孔直徑與軸承內徑相同,圓孔軸線與螺桿同軸線,使螺桿的中心始終正對上、下定位環的中心。通過上述技術方案,維修工拆卸軸承時,只需將需要拆卸的軸承通過鎖緊上夾板將其固定在靠近螺桿的上、下定位環內(如圖8所示),轉動螺桿貼近發射鼓輪軸,并繼續向軸承方向移動,就可以平穩地拆卸軸承,避免了拆卸軸承對發射鼓輪表面的損傷,提高維修精度;同時,使用該裝置拆裝軸承方便快捷,降低了維修時間。
圖6? 定位輪拆卸裝置使用示意圖
圖7? 軸承拆卸裝置結構圖
圖8? 軸承拆卸裝置使用示意圖
該裝置的工作原理:發射鼓輪拆卸、維保需要固定時,用臺虎鉗夾緊固定裝置,將發射鼓輪的定位輪放置在固定裝置的下夾板與塑料槽板上,安裝上夾板,鎖緊連接上、下夾板的鎖緊螺絲,就可以實現在不破壞發射鼓輪表面的情況下,固定發射鼓輪。
另外,需要拆裝定位輪時,將定位輪拆裝裝置固定在下夾板上,轉動加力桿帶動螺桿向定位輪方向移動,就可以平穩地將定位輪分離或裝配;避免了敲擊造成定位輪以及軸承損壞,提高維修精度。需要拆卸軸承時,拆卸上夾板,將下定位環放置在下夾板的半圓弧槽內,移動發射鼓輪至需要拆卸的軸承剛好位于下定位環的外側,然后用螺釘將上定位環固定在上夾板的半圓弧槽內,安裝上夾板,鎖緊連接上、下夾板的鎖緊螺絲,轉動加力桿帶動螺桿向軸承方向移動,就可以平穩地將軸承分離,避免了敲擊造成發射鼓輪表面損壞,提高維修精度。
3? 應用效果
3.1? 試驗設計
設備:2臺YF25型濾棒發射機(許昌煙草有限責任公司)。
方法:對2臺YF25型濾棒發射機全部發射鼓輪進行拆裝與維保,采用發射鼓輪拆裝維保裝置的編為1號,沿用以前手工敲擊的方法編為2號,分別統計2臺濾棒發射機發射鼓輪的平均拆裝所需時間,并連續運行6個月,分別統計2臺濾棒發射機的維保次數與發射率。
3.2? 數據分析
由表1可知,使用發射鼓輪拆裝維保裝置后,發射鼓輪拆裝與維保平均所需時間與維保次數較原方法有明顯的降低,發射機的發射率顯著提高。
表1? 發射鼓輪拆裝維保工具使用效果
4? 結論
通過對發射鼓輪的結構工藝與安裝工藝的深入研究,分析出發射鼓輪結構中的定位輪、轉動輪、圓柱滾子軸承等零部件的配合精度要求高,是引起定位輪及圓柱滾子軸承等零部件易損壞等問題的主要原因,進一步影響設備效率。通過設計制作專用的發射鼓輪拆裝維保裝置,優化發生鼓輪定位輪和圓柱滾子軸承的拆裝方法,實現在不影響定位輪表面精度的情況下,固定發射鼓輪,同時提升了維修精度,節約了維修時間,提高了設備效率,取得了預期效果。該裝置可以在不同規格種類的濾棒和不同型號的濾棒發射接收系統上推廣使用。
參考文獻:
[1] 任紅業.解決YF25濾棒自動發射機鼓輪摩擦難題[J].機械工程師,2016(2):211-212.
[2] 劉宏躍.發射鼓輪長槽拋光改進[J].新技術新工藝,2015(4):7-8.
[3] 包軍,吳先士.新型濾棒氣力輸送裝置的設計[J].煙草科技,2006(3):11-14.