4300mm寬厚板MULPIC自動化控制與維護策略分析
2024-05-30 13:35:57李英杰
冶金信息導刊 2024年2期
作者:李英杰,男,33歲,工程師
收稿日期:2024-04-03
摘 要:介紹了山東鋼鐵集團日照有限公司4 300 mm寬厚板生產線MULPIC冷卻系統的自動化控制系統及維護策略,以幫助提升技術技能水平。
關鍵詞:MULPIC;自動化控制;維護策略
ANALYSIS OF? AUTOMATION CONTROL AND MAINTENANCE STRATEGIES FOR 4 300 mm WIDE AND THICK PLATE MULPIC
Li Yingjie
(SD Steel Rizhao Co., Ltd.? ? Rizhao? ? 276800,China)
Abstract:This article introduces the automation control system and maintenance strategy of the MULPIC cooling system on the 4300mm wide and thick plate production line of Shandong Iron and Steel Group Rizhao Co., Ltd. to help improve technical skills.
Keywords: MULPIC; automation control; maintenance strategy
0? ? 引? ? 言
加速冷卻過程是提高寬厚板產品性能的重要措施,冷卻均勻程度、終冷溫度控制精度是決定產品機械性能和組織性能的關鍵要素。MULPIC冷卻系統的適應性比較廣,僅僅一種設備既有實現在線快速冷卻的能力也有直接淬火的功能,其自動化控制系統對MULPIC冷卻系統各區域設備的動作執行的準確性及穩定性具有關鍵作用。
1? ? 工藝及設備簡介
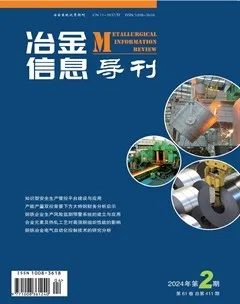
1.1? ? 寬厚板生產工藝流程
板坯加熱→高壓水除鱗→粗軋→精軋→(加速冷卻)→矯直→冷卻→切割→檢驗、噴號→(探傷)→入庫。
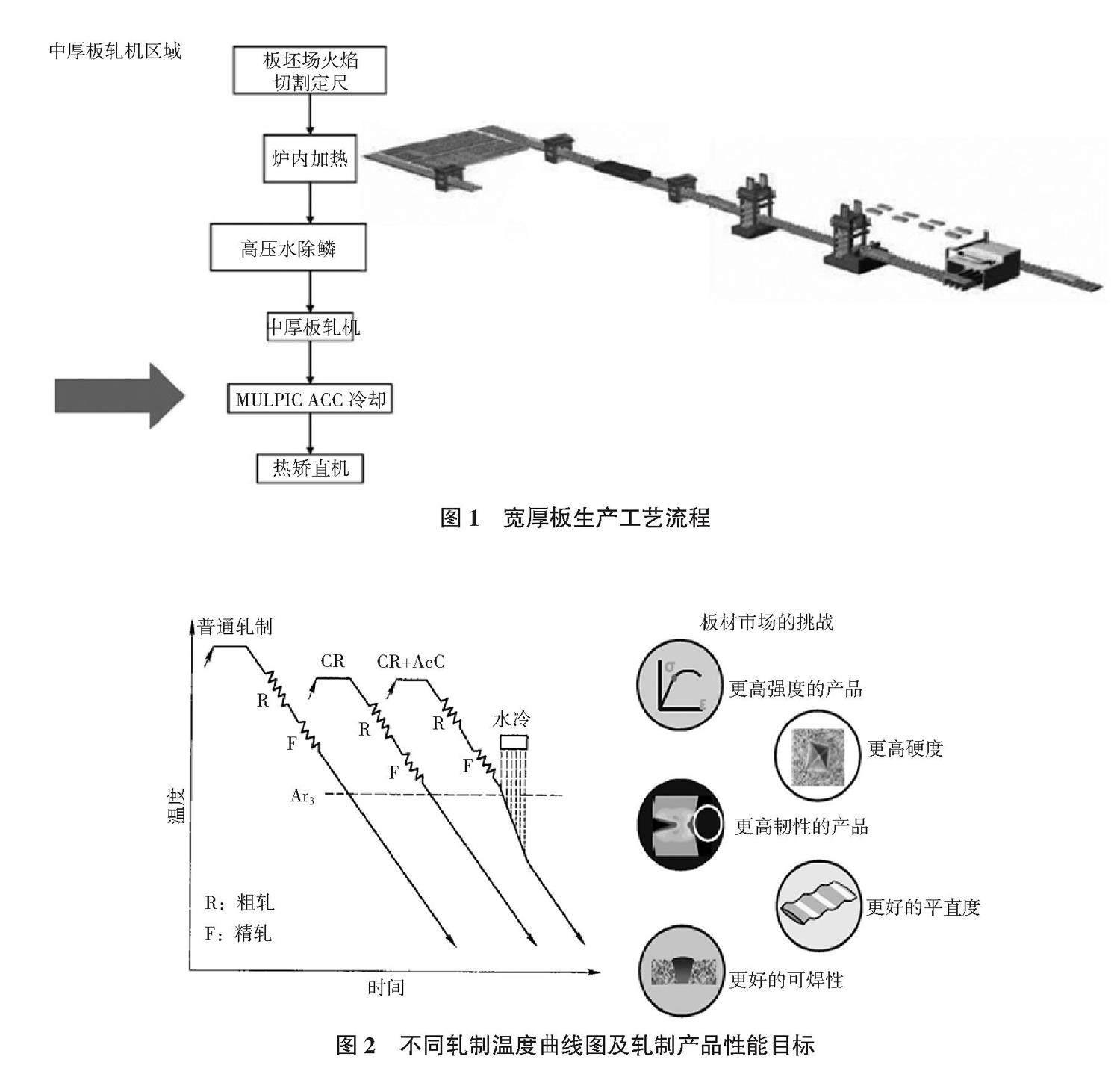
控制軋制和控制冷卻相配合(在控制軋制的基礎上,設置在線冷卻技術),在提高強度的同時,也改善了塑性和韌性,得到較高的綜合力學性能(鋼的組織細化、碳化物的析出強化、獲得相變組織)。
1.2? ? MULPIC系統設備及功能簡介
MULPIC系統水冷設備,由A、B、C、D四個冷卻區組成,每個冷卻區長度6 m,設備全長24 m,使用高密度噴嘴實現本設備的噴射冷卻和層流冷卻,噴嘴共計50 000多個,出入口配有熱掃描式高溫計,實現溫度的監測、反饋及自適應。
具有多種冷卻功能,其中A區為DQ區(采用DQ模式冷卻時A區采用DQ泵供水),可以實現在線淬火功能,同時也可以配合B、C、D區實現ACC冷卻功能,B、C、D區為常規冷卻區域,使用高位水箱進行供水,用于常規的ACC冷卻。
冷卻模式分為DQ(直接淬火)、ACC(快速冷卻)、OSC(游蕩-用于厚板冷卻)三種模式。
DQ:冷卻水由水泵直接提供,為壓力噴射冷卻。
ACC:冷卻水由高位水箱提供,為層流冷卻。
OSC:鋼板在MULPIC內部來回游蕩冷卻,根據鋼板的厚度自動設定冷速,減少鋼板冷卻后表面與中心的溫差。
2? ? 主要自動化控制
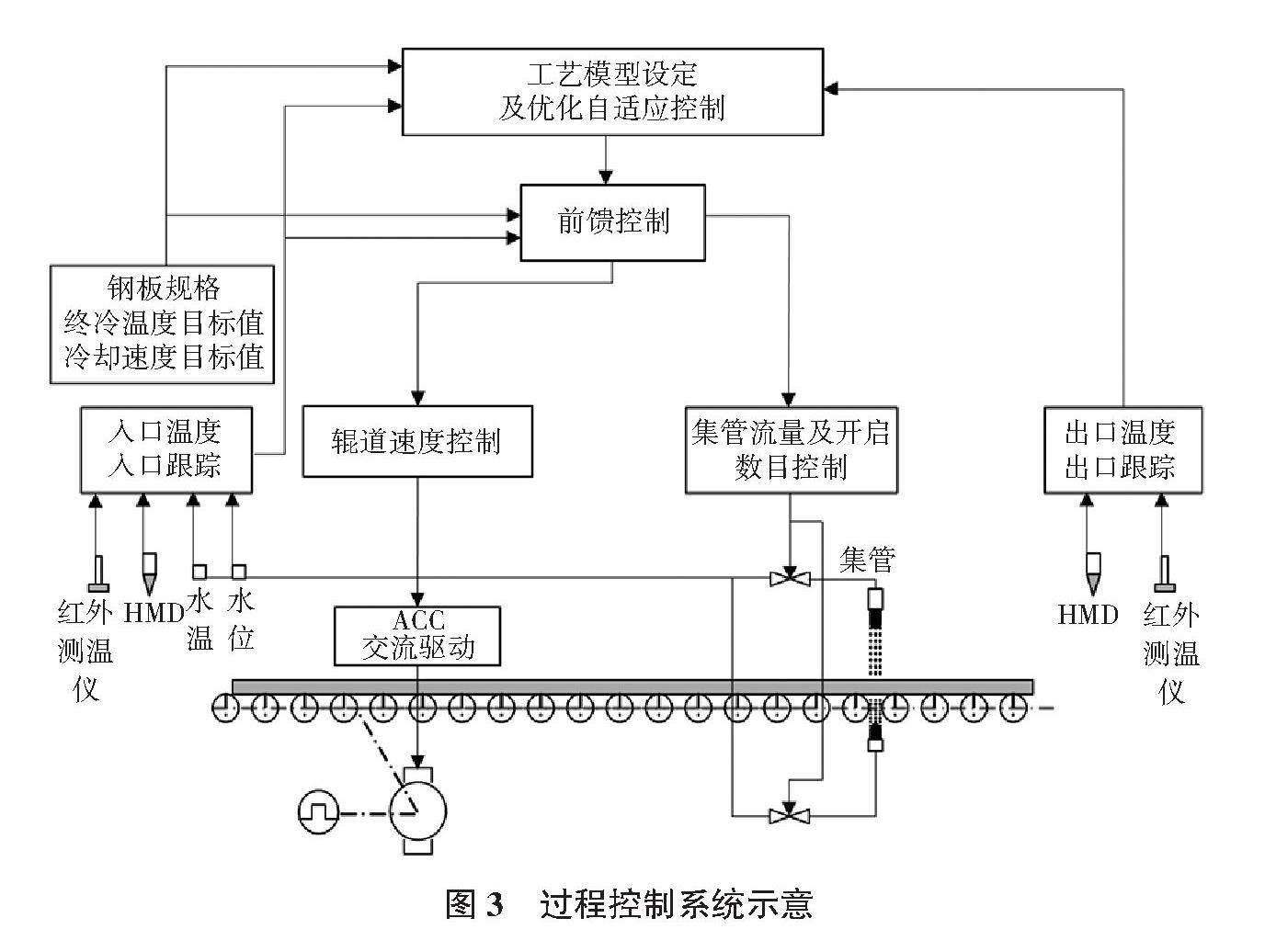
2.1? ? 過程控制系統
過程控制系統主要完成流量設定、自學習、自適應功能。過程控制系統的流量設定的目標是找到設定點,得到目標的冷卻速率和沿整個板材長度方向上的均勻的溫度,進行冷卻區域、集管數的設定、速度設定、上下集管的流量比設定、水凸度設定、邊部遮蔽設定、頭尾遮蔽設定。前饋功能是基于PDI,將板材分成1 m長一段,利用MULPIC入口掃描式高溫計測量板材溫度, 根據測量的實際數據進行流量修正。自適應控制在MULPIC系統冷卻后,利用掃描式高溫計對測量值和預計算比較,進行模型參數調整。
2.2? ? A區ACC和DQ模式控制
MULPIC自動化控制系統采用SIEMENS公司S7-400系列PLC,通過PLC控制兩個進水閥來實現A區運行在ACC和DQ冷卻模式之間轉換。如果選擇了ACC操作模式,那么,連接高壓水箱的閥門打開,通往DQ泵組的閥門關閉;如果選擇了DQ操作模式,那么,連接高壓水箱的閥門關閉,通往DQ泵組的閥門打開。
2.3? ? 上框架高度調節控制
MULPIC PLC控制A、B、C、D區每個上框架絲杠頂起(screw jack)的高度調整。自動模式下,上框架高度設定值來自MULPIC PAS。手動模式下,可以從HMI或從與MULPIC各區相鄰的本地維護柜調整框架高度。MULPIC PLC根據要上框架要到達的位置設定值,要求上框架高度調整電機提升或降低框架。每個絲杠頂起(screw jack)上固定一個編碼器,由編碼器將上框架位置的實際值發送給MULPIC PLC。位置控制系統預算停車距離,并在到達設定點前,命令對應的電機停止。在框架高度調整執行器上安裝一個旋轉式限位開關,來檢測完全上升/下降位置。限位開關可以用來避免移動位置越過操作極限。限位開關信號通過硬線連接到啟動回路,并通過Profibus與MULPIC PLC通訊。
2.4? ? 邊部遮擋位置控制
邊部遮擋功能適用于上部集管,通過遮擋鋼板的邊部來控制冷卻效果。每個區都配備一對邊部遮擋設備(驅動和操作側)。每個區有兩臺鼠籠式感應電機分別驅動控制兩側的遮擋螺旋,兩側螺旋可以分別移動。電機的電源是由變頻器驅動設備控制的。MULPIC PLC將根據MULPIC PAS設定值來調節每個邊部遮擋絲杠頂起(screw jack)的位置。假設鋼板位于輥道的中心,MULPIC PAS提供給每個邊部遮擋單元一個位置給定值。驅動和操作側的邊部遮擋定位將同時啟動,定位過程通過執行一個位置閉環控制器來實現。由于該系統采用調速電機,因此,MULPIC PLC 通過PID調節來控制電機的速度以獲得設定的遮擋位置。邊部遮擋單元進入預期位置的+/-5 mm范圍內,將停止運動,實現最終控制冷卻效果。
2.5? ? 流量控制閥控制
每個集管的水流量是通過并聯的一對閥控制實現的。兩閥的大小不同,以實現在流量超限時對流量的完全控制。當流量設定值低于閾值時,投用小閥,當設定值超過給定閾值時,投用大閥。系統有兩個閾值設定值,一個用于ACC模式,另一個用于DQ模式,在任何時間內,只有一個閥門打開來控制流量。
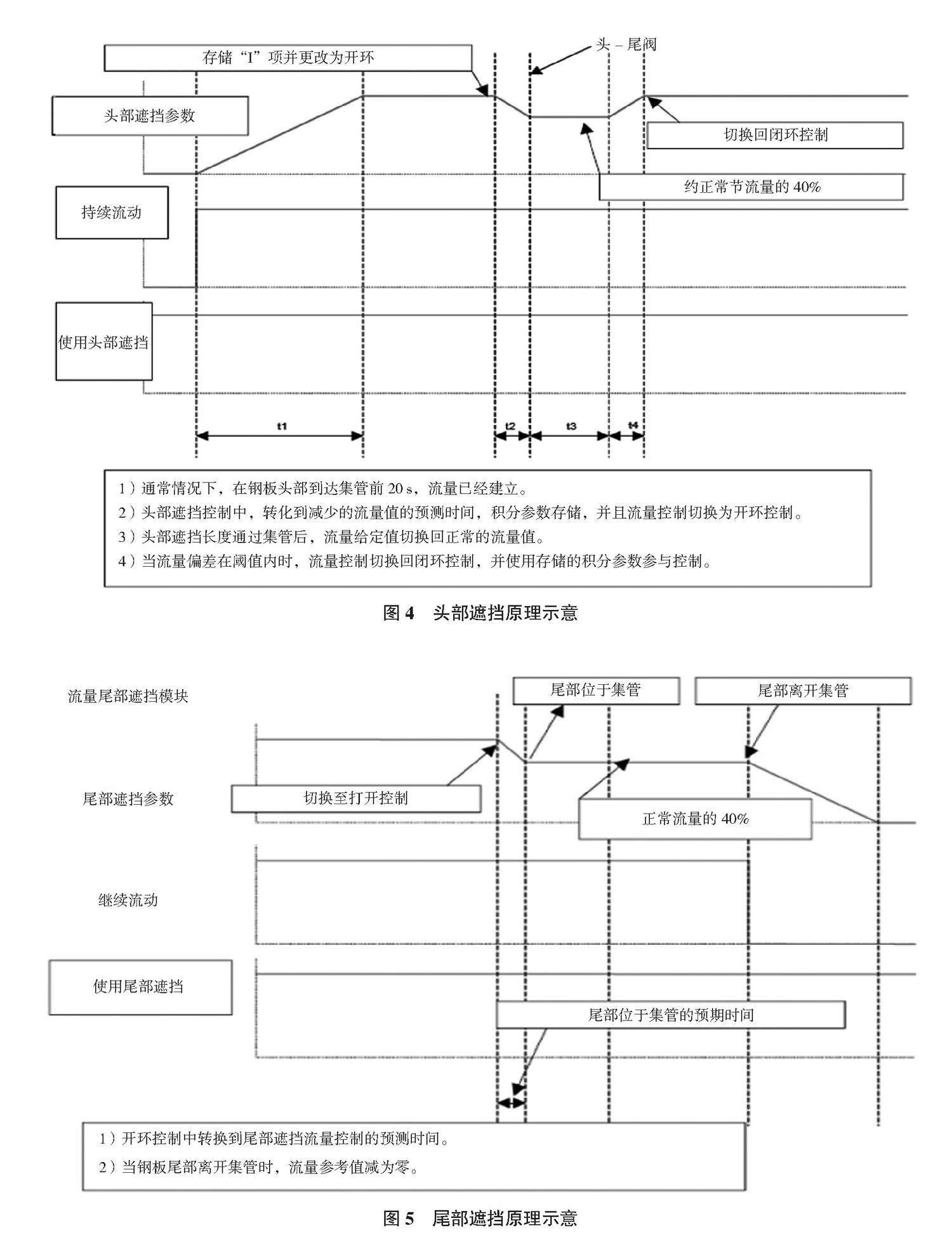
2.6? ? 頭尾部遮擋控制(A區)
頭尾部遮擋控制技術通過減少鋼板頭尾部的冷卻量,以避免頭尾部的過冷。該控制僅應用到A區。MULPIC PAS將對A區的每個集管發送頭尾部遮擋流量參考值及頭尾部遮擋長度的設定值,來實現對鋼板頭尾的遮擋控制。
頭尾部遮擋原理分別如圖4和圖5所示。
2.7? ? 超低流量控制
用于調整下部噴水高度,以獲得底部集管的低流量。這些噴水口是為了避免鱗片進入下部集管的管口,并協助保持集管的冷卻。該閥門為氣動開關閥,每個閥有兩個限位開關來判斷閥門開啟或關閉。在非冷卻模式,這些閥門打開以避免對下部集管的熱損壞。冷卻模式下,當流量設定值低于閾值(通常20 L/s)時,閥門開啟。
3? ? 維護策略
MULPIC自動化控制系統現場檢測元件及儀器儀表自動化設備較多,保證了MULPIC系統的穩定運行。但是在生產運行過程中也會遇到一些儀表及自動化設備損壞的問題,因而影響工作的正常進行。這一問題的出現不僅會影響正常生產,而且還會在一定程度上造成鋼鐵企業的經濟損失。設備維護水平直接影響著設備的正常運轉,因此要堅持日常點檢、定期點檢,不斷提高現場檢測元器件的穩定性及高溫計的精度,做好以下幾方面的工作:
3.1? ? 日常維護
在日常的工作中,加強對自動化控制系統設備的維護管理工作可以有效地防治自動化設備故障的出現。為了避免現場檢測元器件出現老化和松動的問題,要對檢測設備進行定期的檢查,由于不同設備元件的使用壽命不同,要參照技術要求進行元器件的及時更換,并且做好詳細的設備備件更換記錄工作。另外,要定期做好電源接線的檢查,并且要保持現場儀表自動化設備的整潔,做好日常清潔工作,重點做好現場檢測元器件的防水。
3.2? ? 周期性維護
除了要對儀表自動化設備進行日常維護外,還要進行周期性的維護管理。加強對設備的工作參數和人工檢測記錄數據進行對比,可以及時有效的發現設備運行中存在的問題。加強自動化設備的周期性維護可以在第一時間發現設備的故障問題并進行處理。在進行自動化設備的周期維護過程中,需要保證儀表接線的可靠性。可通過定期檢修對設備進行周期性維護,對維護過程中的異常情況進行高度重視,將發現的故障及時排除解決。
3.3? ? 預防性維護
自動化設備的預防性維護工作是有效預防設備故障的關鍵措施。這種維護主要是利用設備管理系統對生產維護措施進行全方位的管理,同時運用評估手段實現設備維護管理的優化。企業在采取預防性維護措施的時候,要加強對維護人員的培訓管理,制定科學的設備操作、維護、保養和維修相關制度,加強預防性維護的科學合理性,有效降低自動化設備故障的發生幾率。
自動化設備具體維護過程,可通過以下幾方面工作,做好設備維護工作:
1)對設備進行定期點檢,尤其是對生產過程中無法點檢的部位要認真仔細;對現場檢測元器件,包括限位開關、編碼器及編碼器聯軸器、熱電阻等定期進行檢查,發現問題及時處理,保障現場檢測元件穩定性。
2)緊固。對螺栓易松動的部位進行定期緊固,如編碼器聯軸器、現場元器件、端子接線、電機聯軸器等,提高設備穩定性。
3)潤滑。對手動加油點利用檢修時間進行潤滑,部位主要有:框架抬升電機、邊部遮擋電機及框架絲杠等。
4)調整。適當調整設備運行過程中出現的不合理參數,做到設備運轉平穩、沖擊小。
5)清理。定期對設備進行清理,主要是清理影響設備正常運行的不合理環境因素、對設備有損害的灰塵以及一些不利于正常生產的其他問題。
4? ? 結束語
MULPIC冷卻系統是提高寬厚板產品性能的重要措施,操作人員和工程技術人員在了解設備結構、性能的同時,仍需做好各方面設備維護工作,通過不斷提高設備穩定性及設備精度來保障MULPIC冷卻系統運行的穩定性,保證產品力學性能和組織性能。
參考文獻
[1]? ? 杜平.基于MULPIC裝置的寬厚板均勻冷卻控制[J].軋鋼,2012(6):7-10.