研磨時間對永磁交變磁場磁粒研磨效果影響研究
2024-06-06 06:16:21王清陽安王本禹韓宇陽姜佳琦
機電信息 2024年10期
王清陽 安王本禹 韓宇陽 姜佳琦
摘 要:隨著制造加工技術的發展,以及醫療、軍工等重要領域對平面類零件加工的表面精度要求提高,目前對平面類零件多數采用研磨盤進行加工,成本高且操作復雜。磁粒研磨作為一種新型研磨方式具有精度高、易自動化等特點。為提高平面磁粒研磨效果,建立一種永磁交變磁場磁粒研磨新裝置,該裝置添加永磁交變磁場,能夠更加精確地控制磁場強度和磁性磨料的收散狀態,豐富磁性磨料的運動方式,使研磨軌跡復雜化,進而提高表面質量。在實驗中,磁性磨料會受磁感線分布的影響而做往復運動,使用SUS304不銹鋼板代替平面零件,使主軸以250 r/min的轉速分別研磨20、30、40 min,磁性磨料粒徑為80目。最后使用超景深顯微鏡對前后表面形貌進行檢測,可知在研磨時間為30 min時工件的表面研磨效果最佳。
關鍵詞:磁粒研磨;永磁交變磁場;磁性磨料
中圖分類號:TG580.68? ? 文獻標志碼:A? ? 文章編號:1671-0797(2024)10-0056-03
DOI:10.19514/j.cnki.cn32-1628/tm.2024.10.014
0? ? 引言
磁粒研磨加工技術[1](Magnetic Abrasive Finishing)是一種先進的光整形加工技術,其由于加工效率和精度高、加工質量好,適用于平面、球面、圓柱面和復雜形狀零件的加工,并能控制研磨效率和精度,且磁性磨粒具有良好的自銳性、自適應性,因此該加工方法越來越受到關注。磁力研磨不僅可以應用于模具的精加工,而且在航空航天、精密儀器和精密量具、軍工等重要行業也將有很好的應用前景。值得一提的是,磁粒研磨加工技術可以很好地與數控機床、加工中心和機器人技術結合,實現光整加工的自動化。
目前磁粒研磨光整加工技術大多采用永磁或電磁場,在磁場力的作用下工件和磁極間填充磁性磨粒,調整研磨間隙可以控制研磨壓力,通過產生相對運動,磁粒刷對工件進行研磨加工。但在實際加工中,采用電磁線圈會導致其與磁極、工件構成的磁空間過大,且電磁線圈內部在研磨加工過程中產生的渦流熱將導致電磁線圈發熱嚴重,無法長時間持續使用,從而降低研磨加工效率。而采用傳統的永磁極[2]無法實現磁場的梯度變化來促進磁性磨粒頻繁翻滾更新磨削刃,研磨軌跡也相對簡單,也會影響研磨效果。
本文對SUS304不銹鋼板研磨加工進行研究,使永磁交變磁場控制磁性磨料在主軸磨頭徑向做往復運動,加速了磨料的翻滾更新,減少了磨料的區域性聚集,提高了研磨質量和效率。
1? ? 試驗裝置建立
1.1? ? 試驗裝置結構
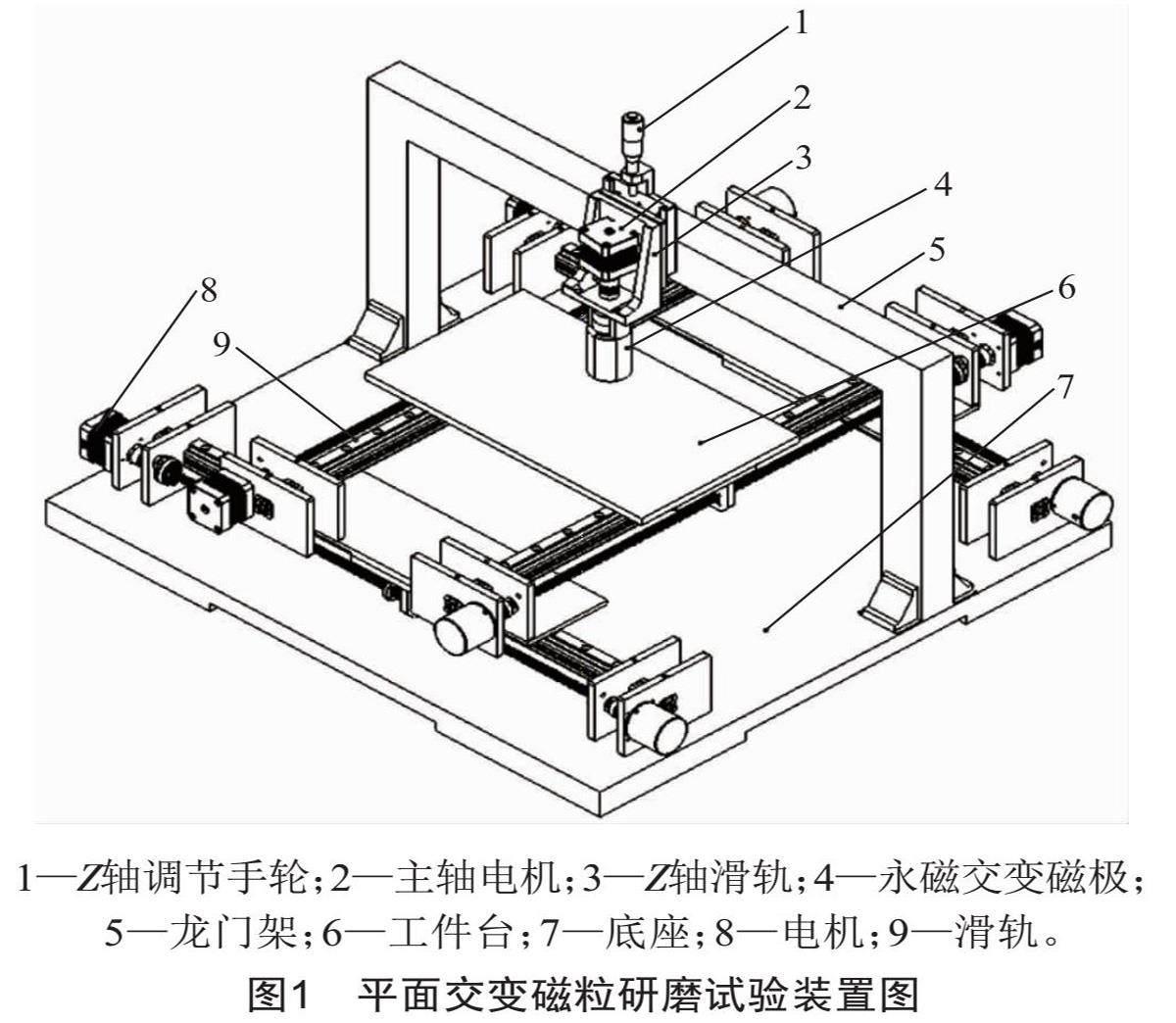
交變磁場平面磁粒研磨裝置[3]是一種結構復雜的精密設備,如圖1所示,主要組件包括主軸進給裝置、X-Y軸螺桿移動滑臺和交變永磁極等,這些部件相互協作,確保研磨過程的穩定性和高效性。主軸進給裝置是該裝置的核心部分,它包括手搖輪、Z軸移動滑臺、電機和電機支架、永磁體等部件。通過轉動手搖輪,可以調節電機的上下進給,從而精確控制研磨間隙和研磨壓力。這種精確的控制方式對于保證研磨質量和效率至關重要。
在主軸進給裝置的幫助下,永磁極部分形成了穩定的磁場。該部分包括上部固定導磁支架、下部旋轉交變研磨頭和環形徑向磁鐵等部件,這些部件協同工作,使磁場保持穩定,確保平面磁粒研磨的效率和質量。在研磨過程中,在工件下方放置導磁塊,可以起到牽引磁場向下穿過工件的作用,進而增強研磨過程中作用到工件表面的研磨壓力,提高研磨效率和效果。與工件表面直接接觸的磨料粒子在磁極頭所產生的永磁交變磁場作用下,隨著磁極頭進行沿Z軸的回轉運動,進而對工件表面進行研磨。通過手搖輪控制Z軸磨頭的上下運動,可調整研磨間隙,X-Y軸移動滑臺控制工件沿X軸和Y軸做往復進給運動,使工件表面得到均勻研磨。
總的來說,交變磁場平面磁粒研磨裝置憑借其獨特的結構和精密的控制方式,實現了高效、高質量和更加自動化的平面磁粒研磨。它的出現,不僅提高了研磨效率,還為相關行業的發展提供了有力支持。
1.2? ? 試驗裝置工作原理
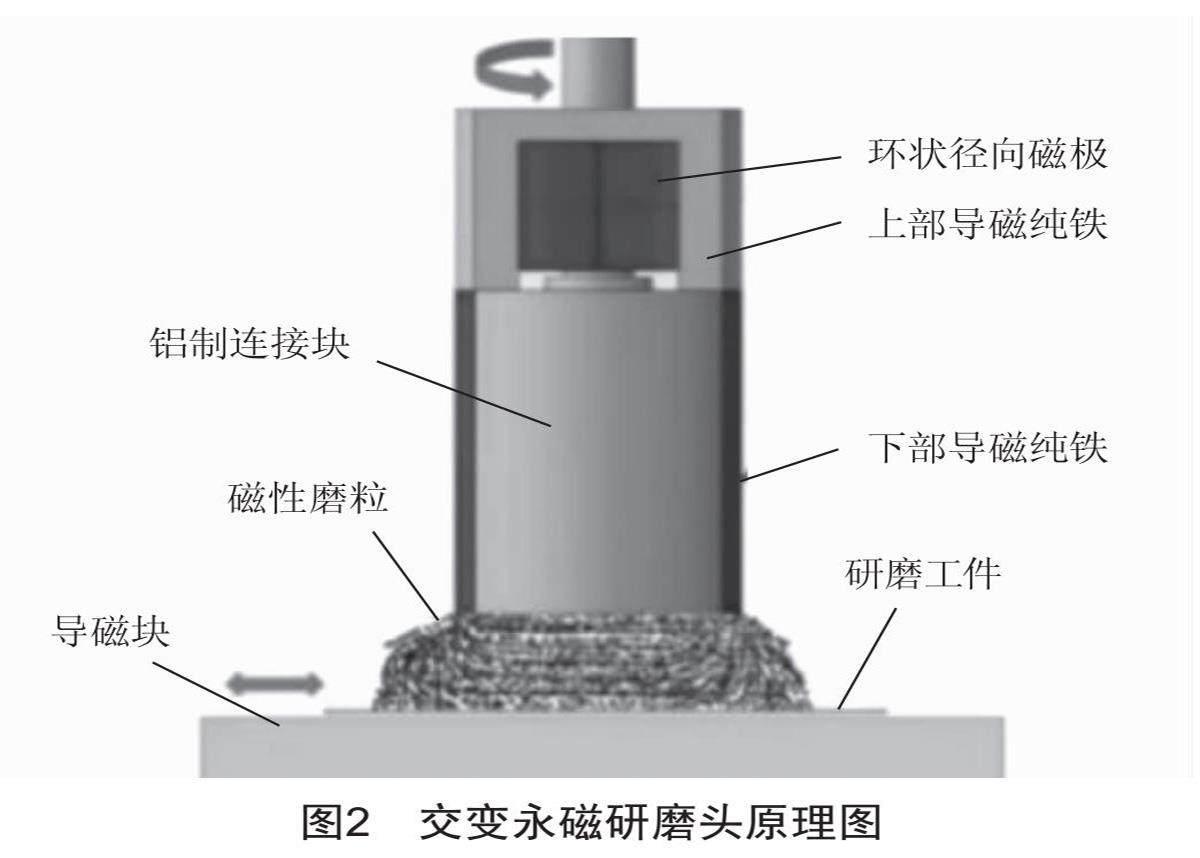
研磨裝置中的主軸旋轉,帶動旋轉交變研磨頭運動,研磨頭與導磁支架產生相對旋轉運動,進而形成磁力回路[4]。對此過程進行有序控制,實現了磁力回路的產生與消失以及極性的轉變。
如圖2所示,磁性磨料[5]在加工區域內沿磁感線分布,并呈現周期性地旋轉翻滾變化,相比恒定永磁場,永磁交變磁場使磁性磨料狀態更加容易控制,加速了磨料的翻滾更新,這種變化主動加速了研磨時磁性磨粒的循環,使其得到充分、高效的利用,可以顯著提高研磨的效率與效果。
2? ? 試驗條件與試驗結果
2.1? ? 試驗參數
工件為SUS304不銹鋼平板,長寬尺寸150 mm×150 mm。磁性磨料目數選擇80目,使用水基研磨液與磁性磨料混合,以減少加工過程中產生的熱量,且混合磨料[6]具有潤滑作用,有利于對工件的微量去除并減少損傷。永磁交變磁極在研磨過程中交變時會有一瞬間對外不顯磁性,因此磁性磨料會因受到離心力的作用被甩離研磨區域,經多次試驗證實,在轉速為250 r/min以下時磁性磨料可以始終保持團聚狀態[7],所以將轉速選為250 r/min,以保證試驗成功。永磁交變磁極完成一次顯磁性到不顯磁性的變化過程為一個周期,所以一個周期磁極轉動一周,可計算出對應的交變頻率4.16 Hz[8]。設置研磨時間,順次取20、30、40 min,研磨試驗后使用基恩士3D超景深電子顯微鏡對工件表面形貌進行觀察與評價[9]。
2.2? ? 試驗結果
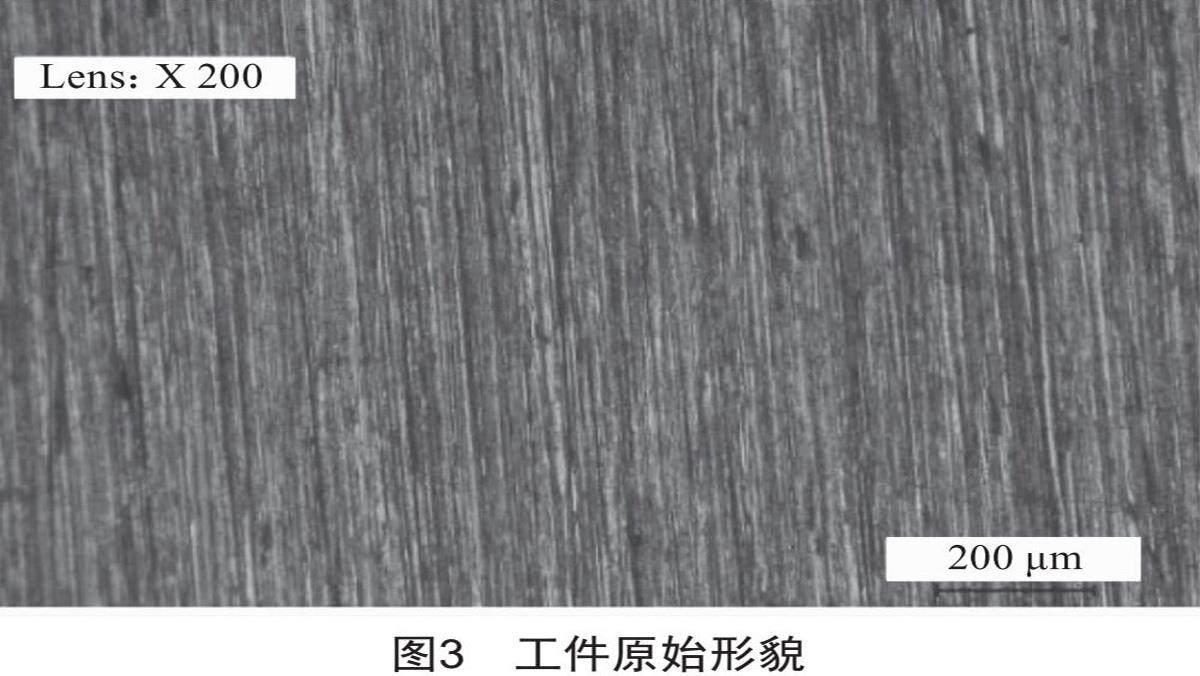
從研磨前后表面形貌圖(圖3~6)可以看出,在磨料目數為80目,主軸轉速250 r/min時,隨著研磨時間的增加,加工形貌質量得到了明顯提高,表面形貌更加光滑,加工劃痕越來越少,但研磨時間超過30 min后,隨著研磨時間增加,加工形貌質量下降,表面形貌圖中加工劃痕增多,研磨效果下降。試驗證明,研磨時間在30 min時工件表面研磨效果達到最佳。
3? ? 結論
本文所述裝置在傳統恒定永磁場磁粒研磨基礎上設計永磁鐵結構,使永磁場實現交替變化,豐富磁性磨料運動方式,使研磨軌跡復雜化。基于對試驗結果的分析和總結得出以下結論:
1)該裝置通過X-Y軸移動滑臺控制工件沿X軸和Y軸做往復運動,可以確保工件表面被均勻研磨。
2)永磁交變磁場能夠帶動磁性磨粒進行周期性反轉更新,使研磨軌跡更為復雜,有助于提高研磨加工的表面質量及磨料的利用率,減少研磨過程中的浪費。
3)在主軸轉速為250 r/min,磨料目數為80目,研磨時間為30 min時,SUS304不銹鋼板的表面形貌達到最佳,為實際應用中設定合理的研磨條件提供了依據。
[參考文獻]
[1] 楊歡,陳松,張磊,等.脈沖電磁場輔助平面磁粒研磨加工試驗[J].表面技術,2022,51(2):313-321.
[2] 陳春增,張桂香,趙玉剛.磁力研磨加工的永磁極結構優化設計[J].現代制造工程,2017(1):7-11.
[3] 潘明詩,陳燕,張東陽.仿形磁極頭對電磁研磨管件內表面形成的影響[J].中國表面工程,2022,35(6):274-285.
[4] 楊歡,陳松,馬瑞,等.磁力研磨法去除復雜輪廓蒙皮微孔邊緣毛刺[J].表面技術,2021,50(9):342-351.
[5] 劉文浩,陳燕,李文龍,等.磁粒研磨加工技術的研究進展[J].表面技術,2021,50(1):47-61.
[6] 李奎,韓冰,朱子俊,等.磁粒研磨中單顆磁性磨粒磁場力的實驗研究[J].電鍍與精飾,2021,43(5):15-22.
[7] 尹義蕾.旋轉永磁場光整加工磁場發生裝置設計及其實驗研究[D].太原:太原理工大學,2010.
[8] 劉文浩,陳燕,張東陽.基于低頻交變磁場的陶瓷管內表面磁力研磨加工[J].中國表面工程,2021,34(5):146-154.
[9] 杜兆偉,陳燕,周錕,等.磁力研磨法對整體葉盤的拋光工藝研究[J].航空制造技術,2015,58(20):93-95.
收稿日期:2024-01-22
作者簡介:王清陽(2004—),男,遼寧鐵嶺人,研究方向:磁粒研磨光整加工。
基金項目:本文為2024年遼寧科技大學大學生創新創業項目“永磁交變磁場磁粒研磨實驗研究”研究成果之一