鉚點工藝過程保持力仿真與驗證分析
2024-06-27 22:03:41王卯卯
機(jī)電信息 2024年11期
關(guān)鍵詞:仿真

摘要:為保證產(chǎn)品零件之間形成有效的保持力,需采用特殊的工藝方式。為使得產(chǎn)品形成良好的可靠性,一方面通過基材之間過盈擠壓形成摩擦力,另一方面通過在基材外殼上打出凸點與中心基座之間咬合增加保持力。通過建立三維模型,分別對過盈擠壓形成摩擦力與凸點形成保持力的狀態(tài)建立仿真模型,計算得到零件之間的保持力范圍,并驗證凸點高度與保持力的關(guān)系。將仿真計算結(jié)果作為工裝設(shè)計的參考因素,并以實際工藝過程進(jìn)行驗證,固化鉚點工藝過程產(chǎn)生的保持力,保證工藝過程中產(chǎn)品的穩(wěn)定性。
關(guān)鍵詞:保持力;仿真;凸點高度;工裝設(shè)計
中圖分類號:TP391.9? ? 文獻(xiàn)標(biāo)志碼:A? ? 文章編號:1671-0797(2024)11-0072-05
DOI:10.19514/j.cnki.cn32-1628/tm.2024.11.019
0? ? 引言
工藝是利用各種生產(chǎn)工具對原材料或半成品按照設(shè)計預(yù)期的產(chǎn)品進(jìn)行加工及處理的方法和過程。工藝直接關(guān)系到產(chǎn)品的制造方案設(shè)計、生產(chǎn)路線確立、原材料的選擇、生產(chǎn)裝備的配置、產(chǎn)品的檢測、包裝、運(yùn)輸?shù)榷囗棴h(huán)節(jié),是建立生產(chǎn)制造系統(tǒng)的基礎(chǔ)。
組成機(jī)器的零件要能最經(jīng)濟(jì)地制造和裝配,應(yīng)具有良好的結(jié)構(gòu)工藝性。機(jī)器的成本主要取決于材料和制造費用,因此工藝性與經(jīng)濟(jì)性密切相關(guān)。通常應(yīng)考慮采用方便制造、便于裝配和拆卸的結(jié)構(gòu),零件形狀簡單合理,易于維護(hù)和修理,并合理選用毛坯類型。結(jié)構(gòu)設(shè)計中,應(yīng)力求使設(shè)計的零部件制造加工方便,材料損耗少,效率高,生產(chǎn)成本低,符合質(zhì)量要求。在零件的形狀變化不影響其使用性能的條件下,在設(shè)計時應(yīng)采用最容易加工的形狀[1]。
有限元法是隨著計算機(jī)技術(shù)的發(fā)展而迅速發(fā)展起來的一種現(xiàn)代設(shè)計方法,是將連續(xù)體簡化為有限個單元組成的離散化模型,再對這一模型進(jìn)行數(shù)值求解的一種實用有效方法。其假想地把任意形狀的連續(xù)體或結(jié)構(gòu)分割成有限個方位不同但形狀相似的小塊(即單元),各單元之間僅在有限個指定點(即節(jié)點)處相互連接,并將承受的各種外載荷按某種規(guī)則移植成作用于節(jié)點處的等效力,邊界約束也簡化為節(jié)點約束,從而轉(zhuǎn)換為一個由有限個具有一定形狀規(guī)則的、僅在節(jié)點處相連接、承受外載和約束的單元組合體;然后按分塊近似的思想,用一個簡單的函數(shù)近似表示每個單元位移分量的分布規(guī)律,并按彈塑性理論建立單元節(jié)點力和節(jié)點位移之間的關(guān)系;再將所有單元的這種特性關(guān)系集合起來,得到一組以節(jié)點位移為未知量的代數(shù)方程組;最后求出原有物體有限個節(jié)點處位移的近似值及其他物體參數(shù)狀[2]。
鉚點工藝在基礎(chǔ)生產(chǎn)制造中使用廣泛,主要是通過硬度高的基材與硬度低的基材擠壓,將硬度低的基材擠壓形成規(guī)則的形狀,不受溫度、濕度等操作條件限制。
為使得該工藝方式能大范圍推廣及可靠使用,通過選取某款產(chǎn)品結(jié)構(gòu)建立仿真模型,計算倒刺擠壓、頂針產(chǎn)生的凸點與外殼的保持力。進(jìn)一步通過向基座施加垂直壓力,將基座出現(xiàn)松脫情況下的最大保持力通過仿真模型計算出來。通過該方式的驗證與總結(jié),固化鉚點工藝過程產(chǎn)生的力的效果,保證產(chǎn)品的工藝過程,完善工藝參數(shù)及工藝工程數(shù)字化的過程。
1? ? 仿真與數(shù)據(jù)分析
為使得驗證充分及結(jié)構(gòu)設(shè)計參數(shù)有據(jù)可尋,需通過建立數(shù)字模型模擬零件結(jié)構(gòu),按照實際零件結(jié)構(gòu)組裝效果反推零件尺寸的合理性;通過驗證裝配過程的力學(xué)狀態(tài),分析與討論工藝參數(shù)的合理性。
仿真模型的建立,需從零件材料的屬性、零件的結(jié)構(gòu)及其尺寸、零件裝配工藝工程及其動作多個過程進(jìn)行分析。首先需篩選出與產(chǎn)品使用環(huán)境匹配的零件基材,再使用三維制圖軟件建立零件的三維模型,后將三維模型導(dǎo)入仿真軟件進(jìn)行動態(tài)仿真,通過動態(tài)分析與力學(xué)的參數(shù)驗算,來確定最終工藝參數(shù)的可靠性。
1.1? ? 材料屬性
零件選取以下兩款材料作為本次驗證的主要材料:
1)外殼:鋁及鋁合金軋制板材。材料牌號6061,GB/T 3190—2008,狀態(tài)T6,密度2 700 kg/m3,楊氏模量69 GPa,屈服強(qiáng)度275 MPa,抗拉強(qiáng)度320 MPa,斷裂伸長率12%,線膨脹系數(shù)23.2×10-6/℃[3];
2)基座:PEEK。材料牌號450GL03,LGJX—2008-
17,密度1 510 kg/m3,楊氏模量12 GPa,屈服強(qiáng)度165 MPa,抗拉強(qiáng)度190 MPa,斷裂伸長率2.5%,線膨脹系數(shù)18×10-6/℃[4]。
1.2? ? 建立三維模型
外殼尺寸:壁厚0.7 mm,內(nèi)槽長9.2 mm,寬7.2 mm,零件總厚度5 mm,孔直徑?0.8 mm,孔深0.5 mm,孔底厚度0.2 mm。
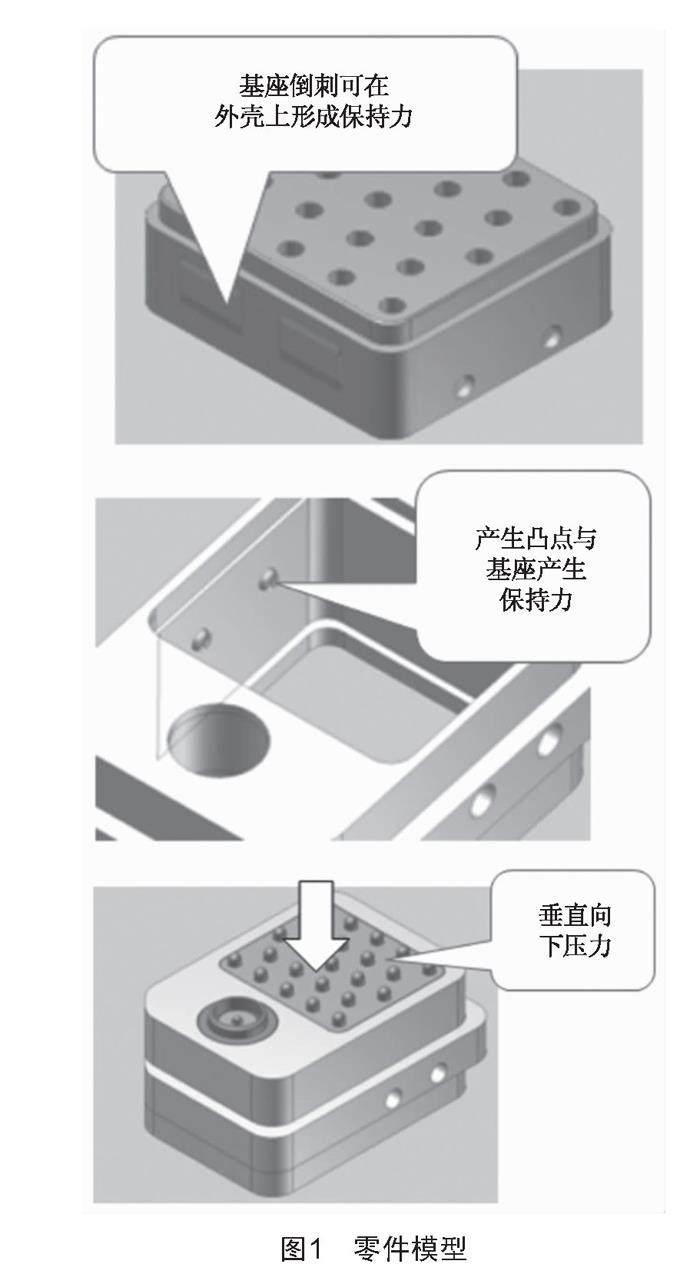
基座尺寸:外邊長9.2 mm,寬7.2 mm,倒刺長3.2 mm,寬1.5 mm,厚度0.08 mm;零件總厚度2.5 mm,基座側(cè)壁孔直徑?0.5 mm,孔深0.12 mm,如圖1所示。
1.3? ? 模型仿真與分析
將上述零件轉(zhuǎn)換為三維模型導(dǎo)入仿真軟件,零件的過盈保持力主要來源于兩個方面:一是基座倒刺與外殼之間形成擠壓致使兩種基材之間產(chǎn)生摩擦力;二是通過工裝在外殼孔內(nèi)擠壓變形形成凸點,凸點進(jìn)入到基座孔內(nèi),外殼凸點與基座孔形成咬合接觸。向基座施加垂直壓力,此時基座如需產(chǎn)生位移,不僅需克服摩擦力,還需克服外殼凸點從基座孔內(nèi)脫出的基座變形力。能使基座產(chǎn)生位移的力即為兩種結(jié)構(gòu)保持產(chǎn)品穩(wěn)定的保持力[2]。
由于兩種結(jié)構(gòu)存在差異,并考慮工藝裝配的流程順序,將仿真過程拆分為零件擠壓過盈力學(xué)仿真、外殼凸點產(chǎn)生保持力的力學(xué)仿真兩方面進(jìn)行論證。
當(dāng)前材料屬性設(shè)置為外殼壁厚0.7 mm,基座孔底厚度0.2 mm,材料按鋁及鋁合金軋制板材選取;材料牌號6061,狀態(tài)T6。基座材料:PEEK,牌號450GL03,材料標(biāo)準(zhǔn)使用LGJX—2008-17。
1.3.1? ? 倒刺模型仿真與分析
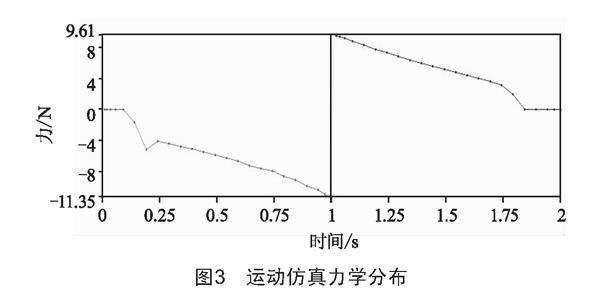
為提高仿真精度和計算速度,選取模型1/4進(jìn)行仿真,并對選取模型進(jìn)行簡化,去除對力學(xué)無影響的通孔和倒角,大幅減少網(wǎng)格數(shù)量,提高網(wǎng)格質(zhì)量,進(jìn)而提升仿真精度和計算速度。為保證仿真精度,外殼應(yīng)有兩層及以上網(wǎng)格,并對變形較大的倒刺區(qū)域進(jìn)行網(wǎng)格加密,進(jìn)一步提升仿真的精度,同時提高計算收斂性。仿真模型設(shè)置如圖2所示,固定外殼底面,加載兩個載荷步。
第1步:對基座施加位移載荷,基座克服外殼之間過盈,基座完整組裝到外殼框內(nèi);
第2步:在基座上施加位移載荷,基座克服與外殼之間摩擦力,使基座產(chǎn)生位移。
通過圖3可知,基座克服基材尺寸過盈產(chǎn)生的裝配力約為11.4 N,拔出力最大值約為9.6 N。由于仿真選取的是1/4模型,因此倒刺總保持力估算約為F1=9.6×4=38.4 N。
1.3.2? ? 凸點模型仿真與分析
為提高仿真精度和計算速度,對模型進(jìn)行簡化,去除對力學(xué)無影響的通孔、倒角及工裝,將基座與外殼之間形成的過盈尺寸更改為間隙,單獨計算凸點形成的基座保持力。
凸點使用錐形結(jié)構(gòu),端點結(jié)構(gòu)使用0.5 mm直徑圓臺與外殼孔底接觸,如圖4所示。錐度打點頂針材料為硬度更高的鎢鋼(硬度:HRA82.0~93.6),相比于鋁合金材質(zhì)(硬度:HB90~95)的硬度,可認(rèn)為頂針在此打點過程中產(chǎn)生的變形因素可以排除。
仿真條件設(shè)置如圖5所示,固定外殼底面,加載四個載荷步。
第1步:對頂針施加位移載荷,使頂針與圓孔接觸;
第2步:對頂針設(shè)定行程進(jìn)行擠壓,使外殼內(nèi)部產(chǎn)生凸點;
第3步:撤回頂針工具;
第4步:對基座施加垂直方向位移,計算基座在克服凸點產(chǎn)生位移的最大保持力。
從鉚點頂針與外殼接觸開始算起,設(shè)置0~0.16 mm擠壓行程,即頂針在外殼上擠壓使外殼鉚點形成凸點。分別記錄不同行程下凸點高度及可產(chǎn)生的保持力大小,通過對應(yīng)關(guān)系建立凸點高度與其提供的保持力范圍分布曲線。
由圖6可知,凸點高度與擠壓行程在0~0.16 mm區(qū)間呈線性分布,保持力在0.12 mm后出現(xiàn)突增,在擠壓行程0.14 mm后上升出現(xiàn)遲緩。根據(jù)上述結(jié)果分析,由擠壓行程達(dá)到0.14 mm后保持力出現(xiàn)極限且增長的狀態(tài)判斷,在0.14 mm后外殼凸點頂端壁出現(xiàn)破裂,導(dǎo)致凸點繼續(xù)增高但保持力無法繼續(xù)增加。
當(dāng)前結(jié)果顯示擠壓行程設(shè)置在0.10~0.14 mm區(qū)間最為合適。
2? ? 工裝設(shè)計與驗證
2.1? ? 工裝設(shè)計
工裝設(shè)計主要通過SMC型手指氣缸來實現(xiàn),將產(chǎn)品通過外框定位,蓋板上使用快速軸夾實現(xiàn)快速加持與固定;將4個銷釘通過滑塊固定,手指氣缸帶動滑塊實現(xiàn)往復(fù);當(dāng)氣缸收縮,帶動銷釘對零件外殼4點同時鉚壓打點。通過限定SMC型手指氣缸的行程控制凸點的大小與高度。工裝設(shè)計模型如圖7所示。
2.2? ? 零件鉚點與保持力的測量分析
2.2.1? ? 零件鉚點與保持力的測量
GJB 9001中明確提出了產(chǎn)品實現(xiàn)策劃必須考慮和滿足的要求,該單獨連接器需考慮環(huán)境適應(yīng)性、可靠性,即該產(chǎn)品在25~260 ℃回流焊接高溫環(huán)境下的穩(wěn)定性與可靠性。
加工與組裝調(diào)試上述工裝,通過設(shè)置不同區(qū)間擠壓行程(0.02~0.16 mm)的距離,測量凸點產(chǎn)生的高度,并通過零件組裝產(chǎn)品進(jìn)行打點,如圖8所示。將鉚完凸點的產(chǎn)品經(jīng)過回流焊模擬產(chǎn)品裝配及使用環(huán)境,待冷卻后測試不同行程擠壓下所呈現(xiàn)的保持力的范圍,進(jìn)行匯總分析。
2.2.2? ? 仿真與實際驗證對比分析
將上述倒刺與基座的保持力匯總,計算出整體基座與外殼之間的保持力,同時對測試值進(jìn)行匯總分析。
由圖9可知,為使鉚點以及倒刺可提供的最小保持力達(dá)到120 N以上,且在保證不損傷零件的狀態(tài)下,鉚點高度尺寸應(yīng)控制在0.11~0.14 mm。所以,鉚點頂針行程范圍設(shè)置為0.11~0.14 mm。
3? ? 結(jié)束語
當(dāng)產(chǎn)品需要回流焊或遇到極限環(huán)境時,溫度變化區(qū)間過大或瞬間的溫度沖擊會導(dǎo)致基座塑性變形,最終導(dǎo)致過盈點失效。為進(jìn)一步降低風(fēng)險,通過鉚點方式增加凸點結(jié)構(gòu),在原來結(jié)構(gòu)的基礎(chǔ)上增加二次保障,可以提高結(jié)構(gòu)的穩(wěn)定性。
產(chǎn)品結(jié)構(gòu)常隨安裝條件及使用環(huán)境發(fā)生變化,且會因使用材料屬性的不同而有各種結(jié)構(gòu)的出現(xiàn)。鉚點工藝過程保持力仿真與驗證分析,提供了可以加強(qiáng)產(chǎn)品穩(wěn)定性的結(jié)構(gòu)設(shè)計方式,使得產(chǎn)品在結(jié)構(gòu)上更加可靠。
[參考文獻(xiàn)]
[1] 潘承怡,向敬忠.機(jī)械結(jié)構(gòu)設(shè)計技巧與禁忌[M].北京:化學(xué)工業(yè)出版社,2013.
[2] 王賢民,霍仕武.機(jī)械設(shè)計[M].北京:北京大學(xué)出版社,2012.
[3] 鋁及鋁合金擠壓棒材:GB/T 3191—2019[S].
[4] PEEK系列工程塑料擠出型材:Q/320412 JH004—2019[S].
收稿日期:2024-03-05
作者簡介:王卯卯(1996—),男,寧夏石嘴山人,助理工程師,研究方向:微波組件及其裝配工藝。
猜你喜歡
中國教育技術(shù)裝備(2016年20期)2016-12-12 10:09:15
中小企業(yè)管理與科技·下旬刊(2016年10期)2016-11-18 20:57:34
科技資訊(2016年18期)2016-11-15 20:09:22
科技資訊(2016年18期)2016-11-15 07:55:28
價值工程(2016年29期)2016-11-14 02:01:16
電子技術(shù)與軟件工程(2016年18期)2016-11-14 00:46:54
數(shù)字技術(shù)與應(yīng)用(2016年9期)2016-11-09 23:25:33
數(shù)字技術(shù)與應(yīng)用(2016年9期)2016-11-09 22:09:07
科技視界(2016年18期)2016-11-03 21:44:44
科技視界(2016年18期)2016-11-03 20:31:49
