基于主軸電機電流的銑削力模型的試驗研究
2024-07-01 10:07:41毛華偉
機電信息 2024年12期


摘要:針對利用測力儀或測力系統測得銑削力的數據,然后通過數學方法獲得銑削力經驗公式的試驗方法,依據硬質合金銑刀的銑削力經驗公式,根據電主軸恒轉矩的調速特性,建立主軸電機電流和銑削力之間的對應關系,間接測得金屬陶瓷銑刀的銑削力。采用回歸分析法得到銑削力經驗公式,然后驗證了它的可靠性,克服了利用測力儀或測力系統求切削力經驗公式存在的測力儀安裝不方便、價格昂貴、只能在特定環境下使用等缺點。
關鍵詞:主軸電流;電主軸;銑削力;經驗公式
中圖分類號:TH113? ? 文獻標志碼:A? ? 文章編號:1671-0797(2024)12-0006-05
DOI:10.19514/j.cnki.cn32-1628/tm.2024.12.002
0? ? 引言
隨著高速電主軸技術和機床制造技術的發展,切削在機械制造業中的應用越來越廣泛。切削力是金屬切削過程中一個重要的參數,也是精密加工領域研究的重點課題。切削力的大小會影響切削熱的產生、分布,刀具磨損和使用壽命,也影響被加工表面的加工精度和表面質量;同時,切削力也是機床主軸選型和進給運動機構設計的主要參考,切削力的計算與檢測可以幫助合理選擇切削用量和刀具,提高切削加工效率,降低生產成本[1]。
預測高速銑削鋁合金材料時的切削力沒有現成的經驗公式,也缺少可以借鑒的切削理論,所以,用試驗研究銑削力的經驗公式是比較有效的方法。刀具采用金屬陶瓷銑刀,利用測力儀測量切削力,在大量試驗的基礎上,用數學方法對所得數據進行處理,可以獲得計算切削力的公式。但在實際生產機床上安置測力儀是相當困難的:一是在測試機床和實際加工過程中安裝不方便;二是測試結果準確性不高,需要在特定的環境條件下測試,精度才能有保證,并且測力儀很昂貴,不適合普遍使用。間接測量切削力的方法是解決問題的一個途徑,近年來國內外眾多學者對通過電機電流和功率等參數間接測量切削力做了大量研究[2],相比測量切削力,測量電主軸的電流簡單方便,成本極低。本文依據資料或手冊里的銑削力經驗公式,通過監測電主軸的電流,利用電主軸恒轉矩的調速特性,建立電機主軸電流和切削力之間的對應關系,就可以獲得未知材料或刀具比較準確、可靠的銑削力數值。
1? ? 電主軸調速特性
電主軸是采用主軸電機內裝,將電機定子裝配在電主軸的殼體內,轉子和芯軸做成一體的功能部件[3]。有兩種驅動和調速方式,即恒功率調速和恒轉矩調速[4]。
1.1? ? 恒功率調速
恒功率調速是指在一定轉速范圍內,轉速變化時,輸出功率保持恒定,電主軸的轉矩隨轉速的升高而下降。一般在啟動及低轉速時采用恒轉矩調速,而高轉速時采用恒功率調速,保證電主軸在低轉速時有較大的輸出轉矩,滿足低速大轉矩的切削要求,在高轉速時保持電主軸輸出功率恒定,可實現小切削量、高轉速的要求。
1.2? ? 恒轉矩調速
恒轉矩調速是指電主軸在一定轉速范圍內,轉速變化時,輸出轉矩不變。由電機理論可知,變頻時,當電勢頻率比E/f為常數時,可保持電機氣隙磁通Ф不變,實現恒轉矩調速。當忽略電機定子阻抗時,可由電壓頻率比代替電勢頻率比(U/f≈E/f),即只要保持U/f為常數,就可以近似獲得恒轉矩調速特性。
2? ? 試驗用電主軸
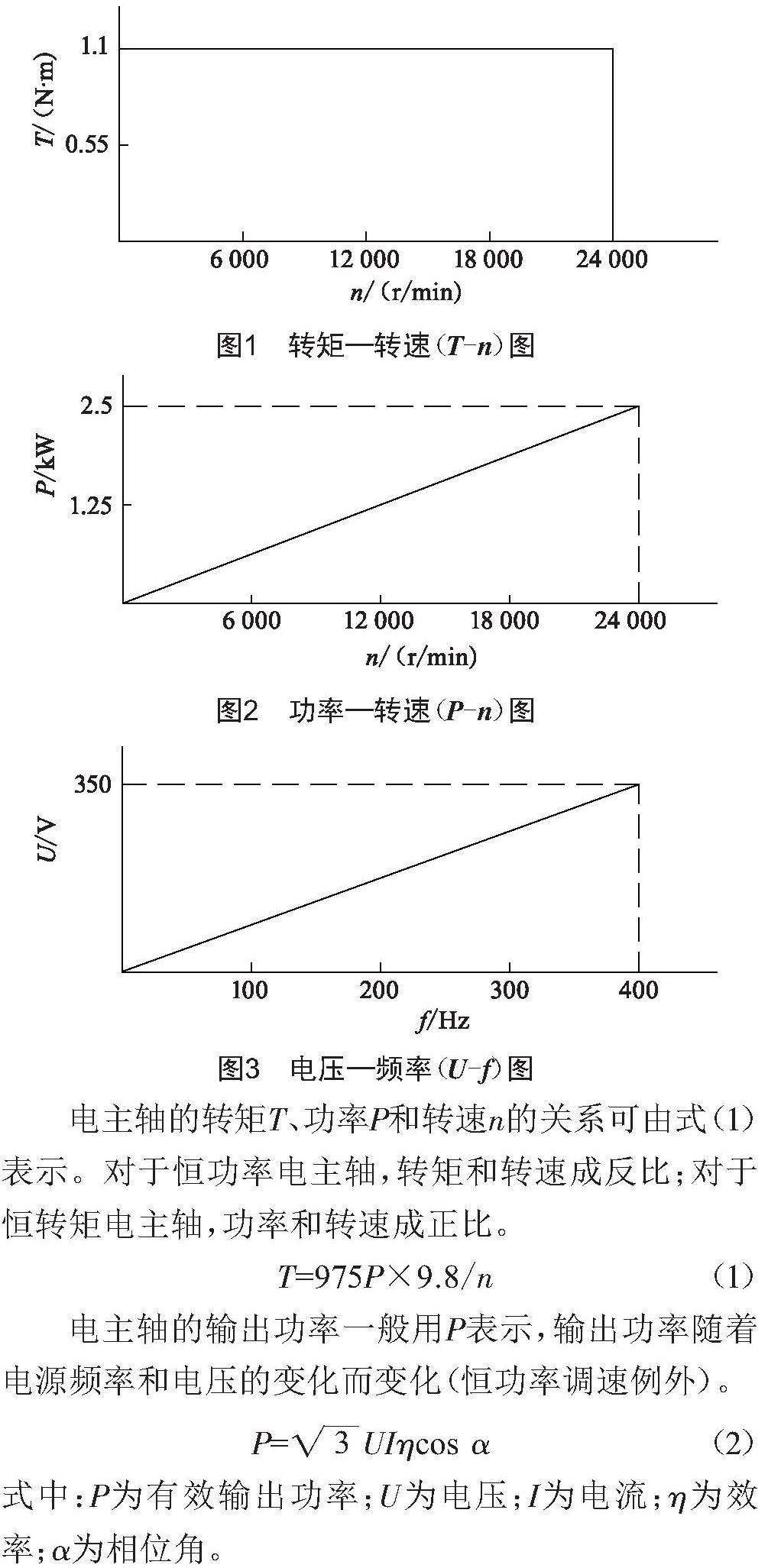
本文試驗用電主軸為恒轉矩電主軸,其在調速范圍內轉矩恒定(圖1),輸出功率與轉速成正比(圖2)。其主要指標為:3相350 V,功率2.5 kW,最高轉速24 000 r/min,驅動頻率400 Hz,電壓與頻率成正比(圖3)。
電主軸的轉矩T、功率P和轉速n的關系可由式(1)表示。對于恒功率電主軸,轉矩和轉速成反比;對于恒轉矩電主軸,功率和轉速成正比。
T=975P×9.8/n? ? ? ? ? ? ? ? ? ?(1)
電主軸的輸出功率一般用P表示,輸出功率隨著電源頻率和電壓的變化而變化(恒功率調速例外)。
P=UIηcos α? ? ? ? ? ? ? ? ? (2)
式中:P為有效輸出功率;U為電壓;I為電流;η為效率;α為相位角。
電壓U和電流I的大小可以測出;效率η為電主軸輸出功率與輸入功率的比值,效率越高,電主軸的有效輸出功率越大;相位角α決定有效功率和實際功率的相對大小。
3? ? 試驗方案
端銑刀銑削碳鋼的銑削力Fz經驗公式模型為[5]:
Fz=7 753ap1.0·fz0.75·ae1.1·z·d0-1.3·n-0.2·kFz? ? ? ?(3)
式中:7 753為銑削力系數;ap為銑削深度;fz為每齒進給量;ae為銑削寬度;z為銑刀齒數;d0為銑刀直徑;n為主軸轉速;kFz為銑削力修正系數,kFz=kmFz·kγFz·kkFz,kmFz、kγFz、kkFz取值如表1所示。
進給速度vf與每齒進給量fz、銑刀齒數z、主軸轉速n的關系如下:
vf=fz·z·n? ? ? ? ? ? ? ? (4)
可設金屬陶瓷刀具的銑削力Fc經驗公式模型為:
Fc=CFafazdn? ? ? ? ? (5)
式中:CF為與工件材料和刀具材料有關的系數;b1、b2、b3、b4、b5為各相關參數的指數。
由式(1)(2)可知,在電壓一定的情況下,電主軸所受銑削力與電流一一對應,在一定電壓下,利用式(3)求出硬質合金端銑刀銑削45鋼的銑削力,用相同直徑的金屬陶瓷刀具銑削鋁合金,改變銑削參數,使電流與硬質合金端銑刀銑削45鋼時的電流相同,可以間接獲得金屬陶瓷端銑刀銑削鋁合金的銑削力。改變電主軸的電壓,利用上述方法求出多組金屬陶瓷端銑刀銑削鋁合金的銑削力,建立金屬陶瓷刀具銑削力模型如式(5)所示,通過多元線性回歸,求出金屬陶瓷刀具銑削鋁合金的銑削力經驗公式。
4? ? 試驗條件
機床:改造的南通仿型銑機床。
電主軸:轉速24 000 r/min;功率2.5 kW;額定電壓350 V;額定電流6 A;頻率400 Hz;相數3相;極數2極,水冷卻,油脂潤滑,BT30刀柄,氣動松刀。
刀具:硬質合金端銑刀(直徑?準=36、40 mm,齒數z=3、4)和金屬陶瓷端銑刀(直徑?準=36、40 mm,齒數z=3、4),前角γ0=100和主偏角κr=900。
冷卻方式:干切削(銑7009鋁)和冷卻液(銑45鋼)。
銑削方式:順銑。
加工材料:45鋼和7009鋁。
電流測量:WT1600數字式功率計,基本精度0.1%;電流輸入10 mA~5 A;電壓輸入1.5~1 000 V。
轉速測量:激光測速儀,精度0.01%。
5? ? 經驗模型的建立
對式(4)作線性化處理,即取對數:
lg Fc=lg CF+lg a+lg f+lg a+lg z+lg d+lg n (6)
lg Fc=lg CF+b1lg a+b2lg f+b3lg a+lg z+
b4lg d+b5lg n? (7)
令y=lg Fc-lg z,b0=lg CF,x1=lg a,x2=lg f,x3=lg a,x4=lg d,x5=lg n,得到線性回歸方程如下:
y=b0+b1x1+b2x2+b3x3+b4x4+b5x5? ? ? ? ? ? ?(8)
在式(8)中,b0、b1、b2、b3、b4、b5為待求值;y、x1、x2、x3、x4、x5則是取n個不同的值(本次n為10)。
對式(8)的n次試驗,各個點的偏差為di=yi-(b0+
b1x1i+b2x2i+b3x3i+b4x4i+b5x5i),求解各點偏差的平方和:
di2=Q(b0,b1,b2,b3,b4,b5)? ?(9)
Q(b0,b1,b2,b3,b4,b5)取最小值的必要條件為:=0,=0,=0,=0,=0,=0,整理得:
(yi-b0-b1x1i-b2x2i-b3x3i-b4x4i-b5x5i)=0,
(yi-b0-b1x1i-b2x2i-b3x3i-b4x4i-b5x5i)x1i=0,(yi-b0-b1x1i-b2x2i-b3x3i-b4x4i-b5x5i)x2i=0,(yi-b0-b1x1i-b2x2i-b3x3i-b4x4i-b5x5i)x3i=0,(yi-b0-b1x1i-b2x2i-b3x3i-b4x4i-b5x5i)x4i=0,(yi-b0-b1x1i-b2x2i-b3x3i-b4x4i-b5x5i)x5i=0? ?(10)
方程組(10)為正規方程組,進一步化簡得:
Nb0+b1x1i+b2x2i+b3x3i+b4x4i+? ? ? b5x5i=yi,
b0x1i+b1x1i2+b2x1ix2i+b3x1ix3i+? ? ? b4x1ix4i+b5x1ix5i=x1iyi,b0x2i+b1x1ix2i+b2x2i2+b3x2ix3i+? ? ? b4x2ix4i+b5x2ix5i=x2iyi,b0x3i+b1x1ix3i+b2x2ix3i+b3x3i2+? ? ? b4x3ix4i+b5x3ix5i=x3iyi,b0x4i+b1x1ix4i+b2x2ix4i+b3x3ix4i+? ? ? b4x4i2+b5x4ix5i=x4iyi,b0x5i+b1x1ix5i+b2x2ix5i+b3x3ix5i+? ? ? b4x4ix5i+b5x5i2=x5iyi? (11)
可知,上述正規方程組的系數矩陣為對稱矩陣,可用A來表示,則A=XTX。
A=? ?N? ? ? X1i? ? ? ?X2i? ? …? ?X5i X1? ?X1i2? ? X1iX2i? ?…? X1iX5iX2i? X2iX1i? ? X2i2? ? …? X2iX5iX3i? X3iX1i? ?X3iX2i? …? X3iX5iX4i? X4iX1i? X4iX2i? …? X4iX5iX5i? X5iX1i? X5iX2i? …? ?X5i2 (12)
用矩陣X和Y來表示常數項矩陣B:B=XTY。
B= YiX1iYiX2iYiX3iYiX4iYiX5iYi? ? ?(13)
X=1? ?x11? ?x21? ?x31? ?x41? ?x511? ?x12? ?x22? ?x32? ?x42? ?x521? ?x13? ?x23? ?x33? ?x43? ?x531? ?x14? ?x24? ?x34? ?x44? ?x541? ?x1n? ?x2n? ?x3n? ?x4n? ?x5n? ? ?(14)
Y=[y1? y2? y3? y4? …? yn]T,b=[b1? b2? b3? b4? b5]T為待求值。
矩陣B形式為:Ab=B或(XTX)b=XTY。
b=A-1B? ? ? ? ? ? ? ? (15)
如表2所示,試驗中硬質合金銑刀選定的切削用量為銑刀直徑d0、主軸頻率f、銑削寬度ae、銑削深度ap、進給速度vf。主軸轉速n、平均相電流I為測量值,Fz是以測量值為基礎通過試驗中硬質合金端銑刀的切削用量和式(3)求得的硬質合金端銑刀的主切削力。
表3是金屬陶瓷端銑刀根據表2中硬質合金端銑刀銑削45鋼時的電流適時地改變切削用量,使金屬陶瓷端銑刀銑削7009鋁時的電流與硬質合金端銑刀銑削45鋼時的電流在同種狀態下基本相同,即二者此時的主切削力是相同的。
根據表3中的試驗結果,利用數學軟件Matlab多元線性回歸分析,用最小二乘法對數值矩陣(15)進行計算,從而得到主切削力Fc切削力模型為:
Fc=3 867ap0.891 4fz0.691 0ae0.981 9zd0-1.577 2n-0.124 8? ? ?(16)
6? ? 試驗結果分析
利用最小二乘估算回歸系數并進行多元線性回歸分析,可以得到復相關系數R2,即回歸系數的顯著性檢驗的參數及統計量F和統計量F的概率P[6]。通過計算可得R2=99.56%,R值越大,說明線性關系越密切。自變量個數p為5,試驗次數n為10,取檢驗顯著水平為0.01,統計量值F為180.64,查F分布臨界表(α=0.01)可得F0.01(p,n-p-1)=15.52,則得到的回歸方程是顯著的。但并不是所有自變量對因變量的影響都是顯著的,自變量對因變量的影響不顯著說明二者之間關系非線性或二者無關[6]。為考察每個參數對銑削力的影響程度,對回歸系數進行了顯著性檢驗,假設H0i:bi=0(i=1,2,3,4,5),則統計量如下:
Fi=? ? ? ? ? ? ? (17)
式中:Cii是(X′X)-1中相應的對角元素。
根據式(17)計算F統計量如下:
i=1時,F1=≈170.85;i=2時,F2=≈364.60;i=3時,F3=≈
155.50;i=4時,F4=≈26.95;i=5時,F5=≈0.66。
結果如表4所示,由F分布臨界表查得F0.01(1,4)=
21.20,顯著分析可得:
F2>F1>F3>F4>21.20>F5? ? ? ? ? (18)
由上文的計算可知,在影響程度上b2>b1>b3>b4>b5,即回歸系數b1、b2、b3、b4影響顯著,b5影響不顯著。也就是說,在銑削過程中,每齒進給量、銑削寬度、銑削深度和銑刀直徑對銑削力的影響較大,每齒進給量的變化對切削力的影響最為顯著,而主軸轉速的變化對切削力的影響則不顯著。
7? ? 結論
本文通過銑削試驗,建立主軸電流和銑削力之間的關系,利用多元線性回歸建立銑削力經驗公式,可以得出以下結論:
1)與傳統求力經驗公式不同,本文沒有利用測力儀或測力系統進行試驗,而是利用已有的力經驗公式適時地改變銑削參數求出金屬陶瓷端銑刀銑削7009鋁的切削力。
2)由回歸系數的顯著性檢驗可知,得到的回歸方程是顯著的,與實際情況擬合較好,可以認為擬合的經驗公式是正確的,可以應用于切削過程。
3)隨著每個切削參數的增加,銑削力都是變大的,其中每齒進給量的變化對銑削力的影響最為顯著,而主軸轉速的影響不顯著。
[參考文獻]
[1] 韓榮第.金屬切削原理與刀具[M].3版.哈爾濱:哈爾濱工業大學出版社,2007.
[2] 張琛.基于主軸電機電流的銑削力監控方法研究[D].武漢:華中科技大學,2007.
[3] 毛華偉,李松生,李舒寧,等.高速電主軸永磁體減振系統的設計[J].現代機械,2009(1):4-5.
[4] 牛志剛,張建民,孫宏昌,等.電主軸變頻調速控制與參數匹配[J].制造業自動化,2005(5):3-4.
[5] 劉杰華,任昭蓉.金屬切削與刀具實用技術[M].北京:國防工業出版社,2006.
[6] 劉則毅,劉東毅,馬逢時,等.科學計算技術與Matlab[M].北京:科學出版社,2001.
收稿日期:2024-02-20
作者簡介:毛華偉(1979—),男,河南人,工程師,研究方向:高速精密電主軸設計與制造。
