高壓液氨預熱器管板環焊縫主副加熱局部熱處理
2024-07-02 02:48:36陳晶徐成張崢蘇厚德張玉福
化工機械 2024年3期
陳晶 徐成 張崢 蘇厚德 張玉福

DOI:10.20031/j.cnki.0254?6094.202403003
摘 要 管板環焊縫局部熱處理是影響高壓液氨預熱器服役安全的關鍵制造技術,傳統局部熱處理時溫度分布不均勻、管板約束大,導致殘余應力難以消除。對此,采用主副加熱局部熱處理方法,并驗證該方法在高壓液氨預熱器局部熱處理時的有效性。計算與測試結果表明,傳統局部熱處理僅可降低外表面的軸向和環向殘余應力,而內表面軸向應力會略微增大,環向應力降幅較小;主副加熱局部熱處理使內表面軸向應力由283 MPa降低至100 MPa以下,降幅約64%,環向應力由324 MPa降低至206 MPa,降幅約37%,顯著降低了設備內表面應力腐蝕開裂的敏感性。
關鍵詞 高壓液氨預熱器 局部熱處理 管板環縫 殘余應力
中圖分類號 TQ051?? 文獻標志碼 A?? 文章編號 0254?6094(2024)03?0340?08
Local Heating Treatment for Main and Auxiliary Heating of the Tubesheets
Girth Weld on High?pressure Liquid Ammonia Preheater
CHEN Jing1, 2, XU Cheng1, 2, ZHANG Zheng1, 2, SU Hou?de1, 2, ZHANG Yu?fu1, 2
(1.Lanpec Technologies Limited (Shanghai ); 2. Lanpec Technologies Limited)
Abstract??? The local heat treatment of tubesheets girth weld means great to the service safety of high?pressure liquid ammonia preheaters. Both uneven temperature distribution and large tubesheet constraint in traditional local heat treatment make it difficult to eliminate residual stress. Therefore, the local heat treatment method for main and auxiliary heating was adopted, and the effectiveness of this method in the high?pressure liquid ammonia preheater was verified. Both calculation and test results show that, the traditional local heat treatment only reduces the axial and circumferential residual stress of the outer surface, while the axial stress of the inner surface increases slightly and the circumferential stress decreases slightly. The local heat treatment for the main and auxiliary heating can reduce the axial stress of the inner surface from 283 MPa to less than 100 MPa, a decrease of about 64%, and the circumferential stress from 324 MPa to 206 MPa, a decrease of about 37%, which can significantly reduce the sensitivity to stress corrosion cracking on the equipments inner surface.
Key words? ??high?pressure liquid ammonia preheater, local heat treatment, tubesheet grith weld, residual stress
作者簡介:陳晶(1983-),高級工程師,從事壓力容器焊接及熱處理工作,chenjing@lanpec.com。
引用本文:陳晶,徐成,張崢,等.高壓液氨預熱器管板環焊縫主副加熱局部熱處理[J].化工機械,2024,51(3):340-347.
高壓液氨預熱器是尿素合成的關鍵裝備,它的作用是預熱高壓氨,減小甲銨預熱器的負荷,使甲銨在進入尿素合成塔前充分分解,為合成尿素提供有利條件[1]。在管程側,高壓液氨預熱器管箱與管板通過焊接方式連接,不可避免地產生殘余應力。隨著液氨預熱器向高參數、大型化方向發展,管箱與管板環焊縫殘余應力分布越發復雜。在氨氣等堿性介質作用下,管箱與管板環焊縫處易發生應力腐蝕開裂,如2007年某企業尿素裝置高壓氨預熱器因應力腐蝕多次開裂泄漏,迫使企業多次停工,造成了巨大的經濟損失[2]。由于換熱管與管板焊接工序在前,該焊縫不宜與管箱入爐整體熱處理,因此管箱與管板焊縫只能采取局部熱處理方法。
文獻[3]的研究發現,采用常規局部熱處理方法對環焊縫進行熱處理時,冷卻過程中加熱部位的筒體發生局部收縮變形(俗稱“收腰”變形),焊縫處內表面會因此產生新的二次拉應力,易引發應力腐蝕開裂。為此,文獻[4]的研究中提出了一種主副加熱局部熱處理新方法,在傳統局部熱處理后,距離焊縫一定位置再鋪設加熱帶,進行副加熱局部熱處理,產生反變形,抵消焊縫處內表面拉應力,甚至產生壓應力。主加熱起到調控焊縫組織、降低部分殘余應力的作用。主加熱的關鍵工藝參數包括升降溫速度、保溫溫度和時間、主加熱帶寬度等。副加熱可以協調主加熱造成的變形,產生軸向壓應力區,使內壁拉應力降低甚至轉變為壓應力,有效調控殘余應力。副加熱的關鍵工藝參數包括主副加熱帶間距、副加熱帶最高溫度、副加熱帶寬度。該方法經過大量實踐和應用驗證,編制成T/CSTM 00546—2021《承壓設備局部焊后熱處理規程》。筆者對高壓液氨預熱器進行主副加熱局部熱處理試驗,同時進行了殘余應力計算和測試,為類似工程結構的局部熱處理提供參考。
1 試驗方法
1.1 試驗準備
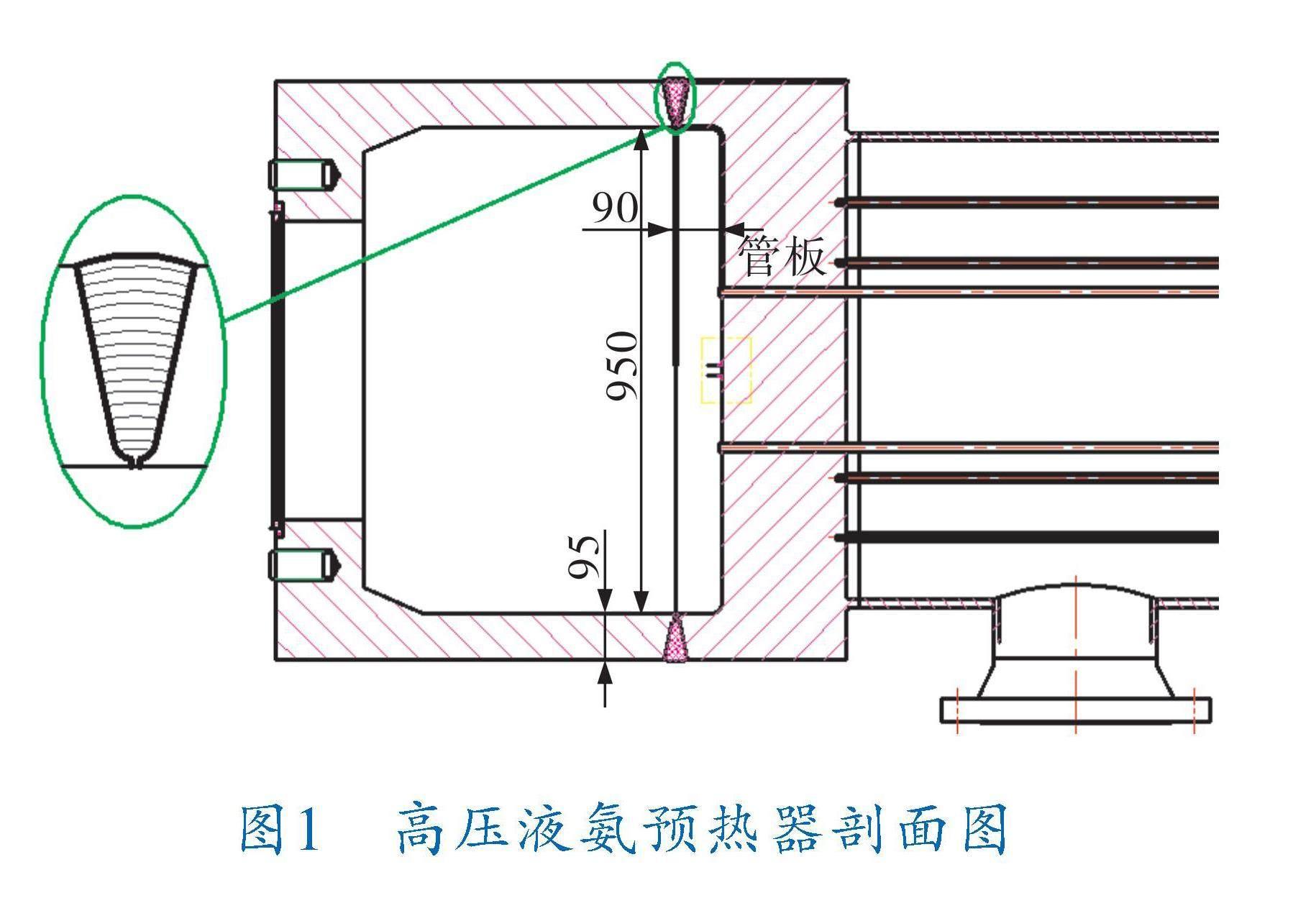
高壓液氨預熱器材料為Q345R,鄰近管板的管箱壁厚為95 mm,內徑950 mm,焊縫中心距離管板90 mm,如圖1所示。首先采用氬弧焊進行第1道打底焊接,焊絲牌號ER50?6,焊絲直徑2.5 mm,焊接電流、電壓、焊接速度分別為120 A、12.5 V、
2 mm/s,打底焊焊道厚度約3 mm,采用焊條電弧焊進行第2~10道填充焊接,焊條牌號J507,焊條規格3.2、4.0 mm,焊接電流、電壓、焊接速度分別為100 A、22.5 V、2.2 mm/s(3.2 mm),180 A、24 V、
2.4 mm/s(4.0 mm),填充焊道厚度約6 mm。其余焊道采用埋弧焊工藝,填充材料CHW?S3AR,焊絲直徑4 mm,焊接電流、電壓、焊接速度分別為515 A、32 V、7 mm/s。焊接坡口為24°的U形坡口。母材與焊材的化學成分列于表1。在焊接過程中,試件不受任何外部約束,焊前預熱150 ℃,層間溫度控制在150~250 ℃。
1.2 熱處理工藝
依據T/CSTM 00546—2021《承壓設備局部焊后熱處理規程》,采用主副加熱技術對高壓液氨預熱器管箱與管板環焊縫進行局部熱處理,其中,主加熱和副加熱的加熱方式是決定熱處理效果的關鍵。由于管板一側換熱管散熱較快,電阻加熱片比功率小[5],很難滿足GB/T 30583—2014《承壓設備焊后熱處理規程》中對均溫區溫度均勻性的規定,而中頻感應加熱[6,7]具有升溫速度快、功率大的優點,更容易保證溫度的均勻性。為解決超厚設備、不等厚結構的局部熱處理溫度不均勻難題,蔣文春教授提出了厚板電磁感應加熱局部熱處理新方法,構建了局部熱處理熱工計算模型,從理論上提出了壁厚、直徑、電纜間距和纏繞匝數之間的關系模型,形成了電磁感應加熱局部熱處理工程設計方法和商用軟件,并通過大量試驗進行了驗證。
主加熱局部熱處理采用中頻感應加熱的方式,根據上述設計軟件計算得到的電磁感應加熱工藝參數為:外壁等距纏繞14匝線圈,各匝線圈中心間距為51 mm,第7、8匝之間為焊縫中心線,電纜的總寬度為700 mm,電源功率30~80 kW,平均功率50 kW,試驗布置如圖2a所示。主加熱區保溫溫度為620 ℃,保溫時間為155 min。當溫度超過400 ℃時,升溫速率為30 ℃/h,降溫速率控制在55~65 ℃/h。副加熱溫度較低,因此采用陶瓷電阻片的加熱方式,如圖2b所示,僅在管箱側布置加熱帶,副加熱帶中心距焊縫中心的距離為
450 mm,副加熱帶寬度為200 mm,保溫溫度為400 ℃,保溫時間為120 min,升降溫速率設置為30 ℃/h。加熱設備布置完畢后,使用保溫棉覆蓋,減少熱耗散,降低溫度梯度。
1.3 殘余應力測試
文獻[4,8]中還提出了壓入能量差殘余應力測試方法,并研制了便攜式測試裝備。該方法的基本原理是利用殘余應力對壓入功的影響來關聯應力狀態和大小,即拉伸殘余應力減小壓入功,壓縮殘余應力增大壓入功,如圖3所示。通過比較特定形狀壓頭壓入相同深度時壓入功的改變量,即壓入能量差,即可計算殘余應力大小。該方法和測試裝備僅需在材料表面壓入毫微米深度即可便捷、可靠地獲取工程結構的殘余應力、拉伸強度及硬化指數等多項力學性能指標,具有損傷小、成本低、操作簡單及高通量等優點。
利用壓入能量差法測試焊接和主副加熱局部熱處理狀態下的軸向和環向殘余應力分布。采用Knoop壓頭分別沿著兩個主應力方向壓入材料表面特定深度(h=0.05 mm),實時采集并記錄壓入過程的試驗力-深度(F?h)曲線,通過對壓入曲線積分求得壓入能量,進而根據有應力和無應力狀態下的壓入能量差δW計算二向殘余應力大小[8]:
(φΔW
-ΔW
)=kσ
V
+
A
(φΔW
-ΔW
)=kσ
V
+
A
(1)
式中 A——材料塑性系數;
k——材料彈性系數;
R——材料屈服強度;
V——壓頭侵入試樣的體積;
ΔW——壓頭沿軸向壓入時的壓入能量差;
ΔW——壓頭沿環向壓入時的壓入能量差;
σ、σ——軸向和環向應力;
φ——壓頭方向系數。
應力測試位置和測試點分布如圖4a所示。測試前使用打磨機粗磨去除表面氧化層后,再用400目的砂紙對測試點拋光以消除機械打磨引入的殘余應力,測試過程如圖4b所示。
2 焊接與局部熱處理殘余應力計算模擬
2.1 焊接模擬
蔣文春等建立了大型承壓設備的寬熱源計算模型[9],提出了穩態焊接溫度場高效算法,進而建立了熱-固態相變-彈塑性耦合焊接殘余應力高精度計算方法[10~13],可以精準預測焊接過程溫度、組織演變和應力分布情況。筆者借鑒熱-固態相變-彈塑性耦合計算方法,根據實際尺寸、焊接和局部熱處理工藝,建立高壓液氨換熱器管板環縫焊接和熱處理有限元計算模型。為節省篇幅,詳細過程不在此贅述。
溫度場分析中,對流和輻射為有限元模型的熱交換邊界條件。其中,熱對流系數為10 W/(m2·K),輻射發射率為0.75,初始溫度設置為20 ℃。由于Q345R鋼材碳含量較低,固態相變對殘余應力影響較小,因此應力場分析中未考慮固態相變的作用[14]。應力計算中總應變增量dε可分解為3個分量,即:
dε=dε+dε+dε(2)
式中 dε——彈性應變增量;
dε——塑性應變增量;
dε——熱應變增量。
采用各向同性胡克定律計算彈性應變增量,熱應變增量考慮材料熱膨脹系數,塑性應變計算依據Von Mises屈服準則。應力場分析中,在模型P1點施加沿x方向的固定約束,在P2點施加沿x、y方向固定約束,如圖5所示。
模擬中設定焊縫和母材材料均為Q345R,不同溫度下Q345R的熱物性能和力學性能參數見表
2[15]。
2.2 主副加熱局部熱處理模擬
在焊接模擬結束后進行主副加熱局部熱處理模擬,主副加熱帶熱載荷施加區域與實際工況保持一致,圖5示意了主副加熱帶位置。主副加熱的升降溫速率、保溫時間等參數與試驗保持一致,熱處理溫度曲線如圖6所示。以熱傳導的方式在加熱區域施加熱載荷,控制模擬溫度曲線嚴格遵循實際溫度變化曲線。在未加熱區域的表面以熱對流、熱輻射的方式進行散熱,對流散熱系數為10 W/(m·K),輻射發射率為0.75。主加熱局部熱處理結束后,待模型冷卻至室溫,進行副加熱局部熱處理。
3 結果與討論
3.1 軸向應力分布
圖7給出了有限元模擬得到的焊態、主加熱局部熱處理后、副加熱局部熱處理后3種狀態下的軸向殘余應力分布云圖。可以看出,焊縫和熱影響區的高應力向母材區逐漸減小,沿壁厚方向軸向應力從內外表面向厚度中間位置逐漸減小。外表面蓋面焊道數量較多,所以高應力區域面積大于內表面。在外表面,焊接后軸向應力最大值為301 MPa,經主加熱局部熱處理后,降低至
246 MPa,外表面軸向應力平均降幅約17%;副加熱局部熱處理后外表面軸向應力無明顯變化。在內表面,焊后最大軸向應力約為274 MPa,經主加熱局部熱處理后升至283 MPa;副加熱局部熱處理后,最大值降低至96 MPa,應力峰值大幅降
低。
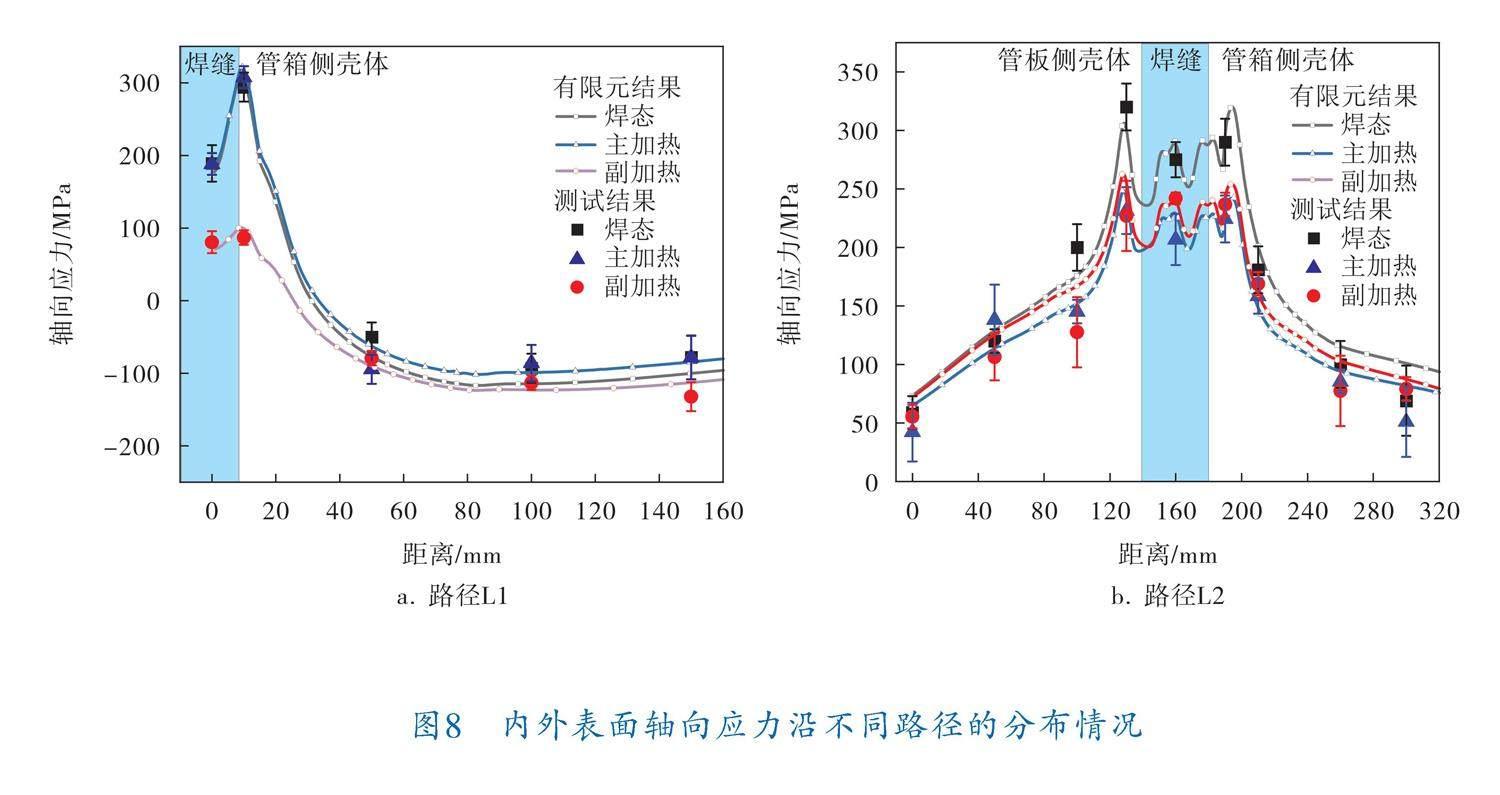
圖8給出了內外表面沿路徑L1、L2(圖5)的軸向殘余應力分布,可以看出,試驗測試的殘余應力與模擬得到的應力分布規律和幅值基本吻合,說明有限元模擬和試驗測試均能較為準確地反映殘余應力分布規律。在內表面,軸向應力經主加熱局部熱處理后反而增大約10 MPa,經副加熱局部熱處理后,平均減小約160 MPa,降幅達到64%。外表面的軸向應力經主加熱局部熱處理后,平均降低60 MPa,經副加熱局部熱處理后,略微升高10 MPa。計算結果與試驗結果均表明:僅進行主加熱局部熱處理無法消除內表面軸向殘余應力,副加熱局部熱處理可以使內表面的軸向應力大幅降低。應指出的是,內表面軸向應力還可以進一步降低,本工作中設備壁厚較大,副加熱時間較短,副加熱區產生的反變形略小,所以應力降低幅度受限。
3.2 環向應力分布
焊態、主加熱局部熱處理后、副加熱局部熱處理后3種狀態的環向殘余應力分布如圖9所示。較大的環向拉伸應力分布在內外表面區域,在壁厚中間位置較小。在外表面,焊接后最大環向應力位于焊趾處,約為394 MPa,超過了材料屈服強度;經主加熱局部熱處理后,最大環向應力降低至312 MPa,降低約21%;副加熱局部熱處理后,外表面環向應力基本不變。在內表面,焊后的最大環向應力在焊根處,約為375 MPa;主加熱局部熱處理使其最大值降低至324 MPa,降低約14%;副加熱局部熱處理后,環向應力進一步降低,最大值降低至206 MPa。
圖10為內外表面沿路徑L1、L2的環向應力分布,測試結果與模擬結果基本吻合。在內表面焊縫和熱影響區,主加熱局部熱處理可以使環向應力平均降低80 MPa,而副加熱局部熱處理使環向應力進一步降低約120 MPa。外表面環向應力經
主加熱局部熱處理后,焊縫和熱影響區的應力平均降低約110 MPa,副加熱局部熱處理后基本不變。以上結果說明雖然主加熱局部熱處理可以在一定程度上降低內、外表面的環向應力,但應力幅值依然較大,副加熱局部熱處理可使內表面環向應力進一步降低。
3.3 副加熱變形分析
圖11給出了副加熱過程中管箱的徑向變形。在副加熱局部熱處理保溫階段,Z1區域受熱膨脹引起的徑向變形平均為6.5 mm。此時,Z3區域(焊縫內表面)受到拉伸,Z2區域(焊縫外表面)受到壓縮。當副加熱溫度降低至室溫時,Z1區域的徑向變形為-1.5 mm,說明Z1區域發生了收腰變形,使得Z3區域受到一定程度壓縮。副加熱保溫階段Z3區域拉伸產生的應力與原殘余應力疊加會使材料組織發生塑性變形,待冷卻至室溫,塑性變形區域受壓,應力降低。副加熱區冷卻后的收腰變形也會促進Z3區域發生壓縮,進而降低內表面應力。
綜上所述,采用主副加熱局部熱處理方法,可以有效降低位于管箱和管板焊縫內表面的焊接殘余應力,改善了傳統單加熱局部熱處理難以消除內壁殘余應力的問題,顯著降低了設備內表面發生應力腐蝕開裂的風險,因此值得推廣應用。
4 結論
4.1 焊接后在焊縫內外表面和熱影響區存在較大的應力集中現象,最大應力位于內外表面焊趾處,其中軸向應力最大為301 MPa,環向應力最大為394 MPa,已超過材料屈服強度。
4.2 經過傳統局部熱處理,焊縫外表面環向殘余應力平均可降低21%,軸向應力降低17%,內表面環向應力降幅在14%左右,而軸向應力會略微增大。
4.3 副加熱局部熱處理可使內表面應力大幅降低,其中軸向應力可降低64%,環向應力可降低37%,降低了設備內表面應力腐蝕開裂的敏感性。
4.4 副加熱局部熱處理降低內表面應力的原因有兩個,一是保溫階段,副加熱區膨脹使焊縫內表面區域發生塑性變形,降溫收縮時產生一定的壓應力;二是副加熱區域產生的收腰變形使焊縫內表面受到一定程度的壓縮,降低了殘余應力。
參 考 文 獻
[1] 張海飛.高壓氨預熱器換型研究[J].現代化工,2015,35(4):136-138.
[2] 李娟,王書濤,王文峰.高壓氨預熱器列管及封頭泄漏的原因分析[J].石油和化工設備,2007(6):34-38.
[3] JIN Q,JIANG W C,GU W B,et al.A primary plus secondary local PWHT method for mitigating weld residual stresses in pressure vessels[J].International Journal of Pressure Vessels and Piping,2021,192:104431.
[4]?? 蔣文春,王金光,涂善東.承壓設備局部焊后熱處理[M].北京:中國石化出版社,2022.
[5]?? 許貴芝.國外干線管道焊接接頭的加熱和熱處理[J].焊管,2008,31(5):89-91.
[6]?? 姜建華,鄭華毅.厚壁筒形工件連續感應熱處理有限元模擬[J].金屬熱處理學報,2002,23(2):43-48.
[7]?? HAN Y,YU E L,ZHANG H L,et al.Numerical analysis on the medium?frequency induction heat treatment of welded pipe[J].Applied Thermal Engineering,2013,51(1?2):212-217.
[8]?? PENG W,JIANG W C,SUN G H,et al.Biaxial residual stress measurement by indentation energy difference method:Theoretical and experimental study[J].International Journal of Pressure Vessels and Piping,2021,195:04573.
[9]?? JIANG W C,LUO Y,ZENG Q,et al.Residual stresses evolution during strip clad welding, post welding heat treatment and repair welding for a large pressure vessel[J].International Journal of Pressure Vessels and Piping,2021,189:104259.
[10]?? LUO Y,JIANG W C,YANG Z W,et al.Using reinforce plate to control the residual stresses and deformation during local post?welding heat treatment for ultra-large pressure vessels[J].International Journal of Pressure Vessels and Piping,2021,191:104332.
[11]?? JIANG W C,CHEN W,WOO W C,et al.Effects of low?temperature transformation and transformation?induced plasticity on weld residual stresses:Numerical study and neutron diffraction measurement[J].Materials and Design,2018,147:65-79.
[12]?? JIANG W C,XU X P,GONG J M,et al.Influence of repair length on residual stress in the repair weld of a clad plate[J].Nuclear Engineering and Design,2012,246:211-219.
[13]?? LUO Y,JIANG W C,WAN Y,et al.Effect of helix angle on residual stress in the spiral welded oil pipelines: Experimental and finite element modeling[J].International Journal of Pressure Vessels and Piping,2018,168:233-245.
[14]?? 張超華,王曉霞,常茂椿,等.焊縫金屬的屈服強度和材料的加工硬化對Q345鋼焊接殘余應力與變形計算精度的影響[J].機械工程學報,2021,57(10):160-168.
[15] 劉劍橋,李滋亮,任森棟,等.外部拘束條件下Q345鋼單道堆焊接頭面外變形機理的探討[J].機械工程學報,2018,54(14):90-97.
(收稿日期:2022-12-26,修回日期:2024-05-07)
