定制化被動式木門窗材柔性分類智能控制系統設計
2024-07-10 07:08:53石昌玉,丁禹程,曲文,任長清,吳哲,楊春梅
森林工程 2024年3期
關鍵詞:智能化
石昌玉,丁禹程,曲文,任長清,吳哲,楊春梅

摘要:針對行業內被動式木門窗扇及窗框等集成材根據訂單要求完成定長截斷、四面刨銑后,需要對尺寸各異的門窗材進行優化分類堆疊的現狀設計柔性分類智能遠程控制系統。通過Modbus通信協議及多種傳感器協同完成現場數據的實時采集,運用消息隊列遙測傳輸(Message Queuing Telemetry Transport,MQTT)協議和通信模塊將采集的數據上傳至云平臺,終端用戶通過手機App或Web端實時查看系統運行數據及進行遠程操控,實現基于物聯網的遠程監控與報警。結果顯示,設計的控制系統尺寸信息采集系統的魯棒性較高,系統故障率低,同時提高分類堆疊效率。控制系統的設計實現了門窗材定制化分類堆疊的自動化、數據實時采集與傳輸以及遠程監控,為實木加工的智能化與信息化應用提供了技術支撐。
關鍵詞:定制化門窗材;分類堆疊;智能化;遠程監控;被動式建筑
中圖分類號:S776.9文獻標識碼:A文章編號:1006-8023(2024)03-0162-08
Design of Customized Passive Wood Door and Window Material?Flexible Classification Intelligent Control System
SHI Changyu, DING Yucheng, QU Wen, REN Changqing, WU Zhe, YANG Chunmei*
(College of Mechanical and Electrical Engineering, Northeast Forestry University,Harbin 150040, China)
Abstract:In view of the situation that integrated materials such as passive wood doors, window sashes, window frames in the industry need to optimize the classification and stacking of doors and windows of different sizes after completing fixed-length cutting and four-sided milling according to the order requirements, a flexible classification intelligent remote control system is designed. Real time collection of on-site data is achieved through the Modbus communication protocol and the collaboration of multiple sensors. The collected data is uploaded to the cloud platform using the Message Queuing Telemetry Transport (MQTT) protocol and communication module. End users can view system operation data in real time and perform remote control through mobile APPs or web terminals, achieving remote monitoring and alarm based on the Internet of Things. The results show that the designed control system for collecting size information has high robustness, low system failure rate, and improved classification and stacking efficiency. The design of the control system realizes the automation of customized classification and stacking of door and window materials, real-time data collection and transmission, and remote monitoring, providing technical support for the intelligent and information-based application of solid wood processing.
Keywords:Customized windows and doors; categorized stacking; intelligent; remote monitoring; passive building
0引言
發展被動式建筑是推動我國建筑行業綠色轉型,實現“碳達峰、碳中和”目標的重要途徑。綠色被動式建筑對門窗材加工的精度要求越來越高,給定制化被動式門窗產業帶來巨大挑戰[1-3]。定制化生產給分類堆疊環節帶來壓力,現階段的分揀、堆疊大多以人工方式完成,企業自動化、智能化程度低、工人勞動強度大,且近幾年人力成本在逐年增高,傳統的人工堆疊方式需要革新,使用機械手或者機器人等自動化裝備來替代人工堆疊是一個很重要的發展方向,因此定制化門窗材柔性分類堆疊控制系統的設計具有現實意義[4-8]。國內諸多學者對堆疊技術進行了研究,例如,李燕等[9]通過數字孿生技術對堆疊機器人進行了研究,提出一種數字孿生模型構建方法,實現了對堆疊機器人的可視化在線監測;Guo等[10]應用PID參數優化原理,對控制器進行優化,提高了堆疊效率;張建強等[11]設計了依靠同步帶輪、鏈條等傳動方式讓袋裝物料完成高位自動碼垛,實現了高速、穩定的自動化碼垛。但大多學者研究的都是對于產品尺寸變化較小的堆疊技術,該技術不適用于訂單多樣化的問題,本研究針對定制化尺寸各異的被動式門窗材分類堆疊,設計一套用于分類堆疊的自動化控制系統,進而解決企業在面對堆疊數量較大、種類較多的訂單時出現的堆疊效率較低、堆疊錯誤以及勞動成本較高等問題。
1分類堆疊系統總體設計
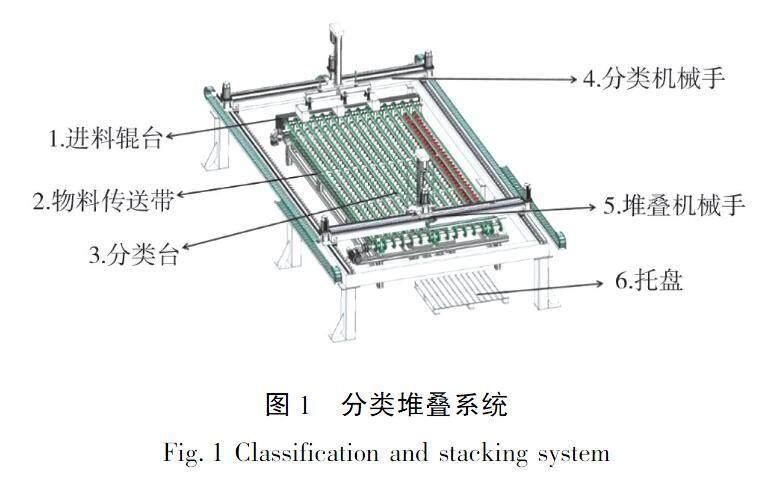
分類堆疊系統主要由進料輥臺、物料傳送帶、分類臺、分類機械手、堆疊機械手及托盤等結構構成,具體結構如圖1所示。
定制化門窗材按訂單需求進行定長截斷、四面刨銑,然后,經過長寬厚測量傳感器完成尺寸識別再被運送到進料輥臺上,由物料傳送帶完成換向傳輸,系統根據堆疊算法模型判斷工件能否被直接堆疊,能被堆疊的工件由分類機械手直接夾取運送到堆疊區,不能被堆疊的工件需由物料傳送帶將其運送到分類臺的靠尺區,等待后續需被堆疊時再由分類機械手將其夾取運送到待堆疊區,進入堆疊區的工件直接被堆疊機械手吸取,并按堆疊模型將工件堆疊在托盤上。重復運行上述工作流程直到該單批工件被堆疊完成,由叉車將其運送到下一個生產線,切換訂單。
鑒于定制化門窗材訂單的多樣化,應用傳統的剛性堆疊系統來解決此類問題已顯得捉襟見肘。本系統運用柔性堆疊系統來完成多樣化訂單的堆疊。該柔性堆疊系統的機械手末端執行機構進行特殊設計,每組夾爪和吸盤都有獨立的X軸動力系統和位置傳感器,打破了傳統的剛性堆疊無法應對物料尺寸變化各異缺陷,該系統抓取對象比較多樣化,可完成不同長度、不同截面物料的堆疊[12-15]。同時該系統采用多軸同步控制技術,電控同步方式采用主令同步的方式,機械手的每個軸都配備單獨動力系統,每個驅動器都用同一的命令信號源進行控制,控制器會對信號源進行合理分配,使得每個電機驅動器都能收到分配好的信號,從而保證機械手可以同步完成控制過程[16-18]。
2分類堆疊控制系統硬件設計
2.1系統的組成與控制方式
根據企業的實際需求,分類堆疊控制系統分為2層機構:現場監控,由各種PLC控制器、觸摸屏、信息采集元件、執行元器件及電源模塊等組成;遠程監控,由移動端的手機、ipad或者電腦、西門子IOT智能網關、云平臺服務器和攝像頭等組成。
現場監控的信息采集元件主要有激光距離傳感器、長度檢測傳感器、采集溫度和濕度信息的變送器、光電開關、物料到位檢測微動開關、機械手接近開關、機械手氣缸壓力傳感器;執行元件主要有電機、頂升氣缸、機械夾爪和真空吸盤等。
系統的遠程監控是采用了西門子的IOT智能網關,PLC與智能網關之間通過RS485連接,PLC將采集到的數據信息傳輸到云服務器后,云服務器可對數據進行處理和保存,繼而實現Web端的數據可視化功能,并且移動端還可以對PLC發出指令修改參數,來控制元器件的動作,其原理如圖2所示。
2.2系統電源及驅動設備
系統的控制電路部分主要核心為PLC,包括與PLC相連接的信息采集元件、執行元器件、電源模塊以及觸摸屏等。PLC通過輸入端口接受轉換采集元件采集到的各種信息,通過程序設置來控制執行元件運動。電源模塊將220 V強電轉換為24 V或更小的直流弱電,為PLC、擴展模塊、觸摸屏、信息采集元件和西門子IOT智能模塊進行供電。
2.3系統主要硬件配置
1)主控器件。西門子SIMATIC S7-1200、CPU1215 DC/DC/RLY(訂貨號:6ES7215-1HG40-0XB0)。PLC1200系列性能較高,具有比其他系列更快的處理速度和更高的通訊速率,可支持更高的精度和更復雜的應用程序。還具有更好的可擴展性和靈活性,可滿足不同應用的需求;并且擁有多種通訊接設備進行通訊,如人機交互界面(HMI)、數據采集和遠程監控等,PLC模塊實物與硬件組態如圖3所示。
2)遠程監控模塊。西門子IOT2040智能網關,通過4G/5G或Wi-Fi與海為云平臺連接;螢石云智能攝像頭,將攝像頭嵌入到交互界面編程軟件中,在操控機床時可在人機界面實時查看現場監控狀況;移動端的手機、PC和ipad等可通過APP、網頁端或者微信公眾號登錄云平臺查看實時監控畫面、查看數據,遇到緊急報警可通過現場觸摸屏、手機短信及微信公眾號推送,還可直接在線進行指令操控[19]。
3)信息采集模塊。尺寸識別部分:深視智能(SSZN)SD33-195-485-V激光位移傳感器、PT100溫度傳感器、深浦SP-345TZ光電開關、深浦DL-QM025P限位開關。
激光位移傳感器測量原理:使用三角測量原理,激光器發出的光束照射在目標上,接收鏡頭聚集目標表面漫反射或反射的光線并在感光元件上聚焦。當與目標的距離產生變化時,穿過接收鏡頭光線的角度也會隨之變化。如圖4所示。
Ov=[(Osh-Osl)×(Iv-IsL)/(Ish-Isl)]+Osl。(1)
式中:Ov為實際測量距離;Iv為模擬量信號值;Osh為換算結果的最大值;Osl為換算結果的最小值;Ish為模擬量輸入信號最大值;Isl為模擬量輸入信號最小值。
2.4系統控制要求
此系統主要由物料傳送裝置、分類臺配合分類機械手和堆疊機械手完成相應的動作,動作過程如圖5所示。主要功能是分類機械手將工件從某倉位A移動到某倉位B,最后由堆疊機械手將此工件從某倉位B移動到某倉位C的具體位置。可將機械手的原點位置設定在龍門架上的左上方,機械手的工作循環順序為:啟動→左右移動→下降→夾料(吸料)→上升→左右移動→下降→放料→上升→移動回原點。PLC程序設計的工作方式有3種模式,即:手動控制(SD)、半自動控制(BZD)和全自動控制(QZD)。
3分類堆疊控制系統軟件設計
3.1MQTT
MQTT(Message Queuing Telemetry Transport)是一種消息隊列遙測傳輸協議,可將同一信息在2個機器間進行互傳,IOT(internet of things)想要實現多個機器間的交互,需要在沒有服務器進程的狀況下,因此MQTT成為了工業物聯網不可或缺的重要因素。該協議采用發布/訂閱模式,可提供一對多的消息傳輸機制,可以實現與應用程序的解耦。MQTT協議的實現需要客戶端和服務器端通訊共同完成,在通訊時,MQTT協議有Publish(發布者)、Broker(代理服務器)和Subscribe(訂閱者)3種身份[20-21]。
MQTT所傳輸的消息內容主要包括:主題(Topic)和負載(payload)。發布者將Topic和playload發送到代理服務器,由代理服務器將該消息轉發給訂購過該Topic的訂購者。為了避免信息丟失以及滿足對不同類型消息的傳輸質量,MQTT協議同時提供了3種消息服務質量QoS(Quality of Service levels)等級,見表1。
3.2PLC 程序設計
根據本次堆疊系統設計所要完成的功能,部分重要的PLC輸入/輸出分配見表2。
該控制系統由工控機發送堆疊數據到PLC中,將PLC上電使能后,對所有軸、氣缸進行復位,然后
等待各個軸數據的寫入,分類機械手接受到夾取移動位置信號后,移動到指定位置,同時夾爪位置變距,以上步驟完成后進行夾取,移動到待堆疊區位置后,檢測下方是否允許放料,允許即可進行放料,否則發出報警;同理堆疊機械手接收到堆疊取料移動位置信號后,移動指定位置,到位后吸盤進行吸料,再等待堆疊放料移動位置信號后,移動至指定位置,進行放料,完成后回到零點,循環此過程。機械手的單軸控制程序如圖6所示。
機械手的操作模式有3種調用方式,其中每種方式直接形成互鎖,錯開使用不可以同時調用。即:SD模式(手動控制)、BZD模式(半自動控制)和QZD模式(全自動控制)。SD模式全過程由人工進行控制,根據工況實時操作;BZD模式和QZD模式都是將機械手的循環流程命令進行封裝,由上位機進行直接調用,見表3。
3.3人機交互界面設計
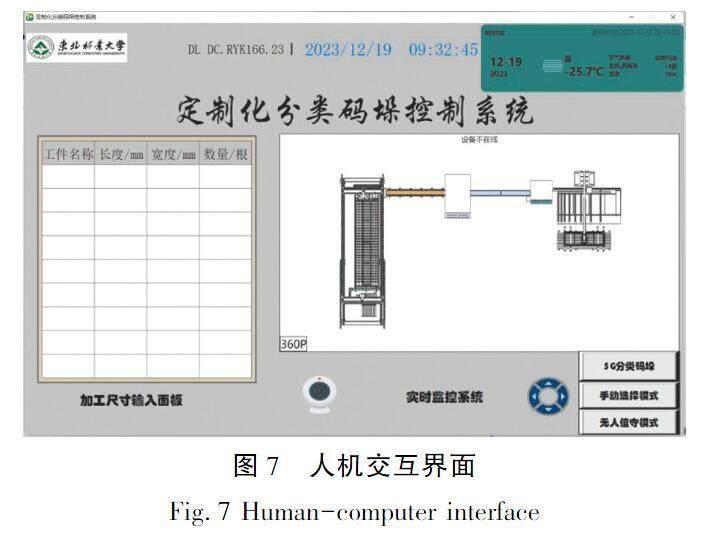
定制化門窗材分類堆疊系統的人機交互界面主要有:主界面、手動控制模式界面和無人值守模式界面。在主頁面可以直觀地看到當天時間溫度天氣等基本信息,有一個加工尺寸輸入面板需要對一批料的訂單信息進行輸入,并且可以在監控模塊實時查看機床運行狀況;在手動控制模式界面可以對每一個輸出執行元件(氣缸、電機和吸盤等)進行單獨控制;在無人值守模式界面可看到加工實時畫面、加工流程、工件尺寸位置信息及報警情況。如圖7所示。
4云平臺遠程監控
堆疊系統云平臺功能可實現對機床的遠程監控、遠程操控、參數修改、云組態、故障檢測及報警等功能。該功能實現了設備的智能化控制、預防機床故障和無地域限制查看設備工況,為企業提供極大便利。
4.1云組態
為了更加便捷、清晰地查看系統數據,更加高效地監控設備指標,在云組態中搭建監控畫面,可直觀查看設備數據、參數設置、執行元器件等控制、系統故障和現場環境參數等模塊,提供更加人性化的監控系統。
4.2云端報警
設備在運行過程中,出現堆疊故障、堆料、機械手運行故障以及托盤未就位等狀況,系統可自動以短信、微信等方式發送報警信息,使企業技術人員及領導不在現場也能對設備運行情況了如指掌,可對突發事件及時采取應急措施,避免現場事故發生。
4.3云地圖
云地圖用來實時顯示同類設備的數量和位置,對定制化門窗材分類堆疊設備ID、設備名稱和工廠信息與報警信息進行顯示。
4.4手機遠程監控
將云平臺和微信綁定后,即可通過手機或者平板等移動端隨時隨地監控設備情況,圖8為手機遠程監控組圖,包括設備狀況、工件尺寸位置信息、實時畫面和報警信息等。
5試驗驗證分析
為了驗證定制化門窗材柔性分類堆疊系統的穩定性及可靠性,進行了6組定制化門窗材分類堆疊試驗,通過自動化堆疊控制系統和傳統人工堆疊方式進行效率對比分析,具體分類碼試驗垛數據見表4,其加工方式對比如圖9所示。
通過表4的數據可以看出,定制化門窗材柔性分類堆疊系統堆疊的平均效率為8 s/根,傳統的人工堆疊堆疊在訂單數量小于50時的平均效率為11 s/根,但隨著訂單數量的增多效率會降低,通過上述分析可知,相同批次下的工件自動化堆疊效率明顯高于傳統人工堆疊效率。在同一批次下,隨著堆疊工件數量的增加,人工堆疊效率會更低,這是因為每次堆疊都需要工人彎腰放料,隨著上班時間的加長,在機械單一和勞動力強度較大的狀況下,工人體力下降,堆疊效率會有所下降,同時針對于尺寸差異較小的工件人工堆疊還會出現堆疊錯誤,影響下一步工序,對于自動化堆疊系統來說加工效率比較穩定,受外界干擾因素較小。由此可知,定制化門窗材柔性分類堆疊系統具有良好的穩定性和實施可行性,可滿足門窗材加工企業的應用要求。自動化堆疊系統效率明顯高于傳統人工堆疊效率,其效率比較穩定,每天工作時間可遠遠高于人工,可替代2~3個工人工作,為企業帶來可觀的經濟效益。
6結論
本研究提出柔性分類智能遠程控制系統的設計,是從企業的實際應用問題出發,設計定制化門窗材的分類堆疊生產線,打破了原有的定制化門窗材只能由人工堆疊的局限性,減少企業的人工成本,同時還可以提高企業的自動化、智能化,隨著門窗行業的快速發展,人工堆疊必將被自動化堆疊系統所替代。
1)該堆疊系統是以SIMATIC S7-1200作為控制核心,采用通信模塊配合多種傳感器實現數據的實時采集與傳輸,編寫設計上位機監控的人機交互界面,采用云平臺技術,實現移動端、PC端分類堆疊系統的遠程監控、報警及操控。
2)該堆疊系統很大程度上解決了現階段定制化門窗材分類堆疊人工依賴程度高、智能化水平低下、工作環境惡劣等一系列問題,提高了企業的自動化水平,為企業的智能化、數字化發展提供了一個良好的平臺,進而促進企業綜合生產能力的提高。
【參考文獻】
[1]李九陽,陳立,郭金鵬,等.雙碳背景下被動式超低能耗建筑發展的影響因素及對策[J].建筑經濟,2023,44(S1):364-366.
LI J Y, CHEN L, GUO J P, et al. Research on the development and suggestions of passive ultra-low energy buildings in the context of carbon peak and neutrality[J]. Construction Economy, 2023, 44(S1): 364-366.
[2]金文.“定制化”時代門窗行業的發展方向[J].中國建筑金屬結構,2020(1):14-21.
JIN W. Development direction of door and window industry in the era of “customization”[J]. China Construction Metal Structure, 2020(1): 14-21.
[3]朱孜,鐘應.淺議建筑智能門窗發展意義及發展趨勢[J].低碳世界,2021,11(5):136-137.
ZHU Z, ZHONG Y. Discussion on the development significance and trend of intelligent doors and windows in buildings[J]. Low Carbon World, 2021, 11(5): 136-137.
[4]王祥傲,郭建勇,蘇鵬,等.基于物聯網和PLC的物料分揀碼垛監控系統設計[J].衡水學院學報,2022,24(4):11-16,28.
WANG X A, GUO J Y, SU P, et al. Design of material sorting and stacking monitoring system based on IOT and PLC[J]. Journal of Hengshui University, 2022, 24(4): 11-16, 28.
[5]彭林鵬.基于RGB-D的多尺寸箱體智能分揀與碼垛規劃[D].杭州:浙江大學,2021.
PENG L P. Intelligent picking and palletizing planning of muti-dimensional boxes based on RGB-D[D]. Hangzhou: Zhejiang University, 2021.
[6]趙云濤,徐建佳,吳凱弟.連杯酸奶自動分揀裝箱與碼垛一體化系統設計與實現[J].制造業自動化,2021,43(8):18-21.
ZHAO Y T, XU J J, WU K D. Design and implementation of the integrated system for automatic packing and stacking of continuous cups yogurt[J]. Manufacturing Automation, 2021, 43(8): 18-21.
[7]成慧翔,張虎,劉攀,等.智能碼垛機械手控制系統的設計[J].現代農業裝備,2019,40(2):47-49,76.
CHENG H X, ZHANG H, LIU P, et al. Design of the control system of intelligent palletizing manipulator[J]. Modern Agricultural Equipment, 2019, 40(2): 47-49, 76.
[8]賴文雅,王心海,凌永發,等.采摘機械手運動控制及避障研究:基于PLC和物聯網遠程控制[J].農機化研究,2019,41(1):201-205.
LAI W Y, WANG X H, LING Y F, et al. Research on motion control and obstacle avoidance of picking manipulator based on PLC and Internet of Things remote control[J]. Journal of Agricultural Mechanization Research, 2019, 41(1): 201-205.
[9]李燕,張潔潔,奚方園,等.基于數字孿生的碼垛機器人工作站在線監測研究[J].現代制造工程,2023(1):116-121.
LI Y, ZHANG J J, XI F Y, et al. Research on online monitoring of palletizing robot workstation based on digital twin[J]. Modern Manufacturing Engineering, 2023(1): 116-121.
[10]GUO H F, WANG Y Y, LI W Y. Motion control technology of PLC industrial palletizing robot[J]. Automation and Machine Learning, 2022, 3:38-43.
[11]張建強,陳星,劉智鵬.基于同步帶傳動的高位袋裝碼垛機設計[J].食品與機械,2020,36(5):111-115,132.
ZHANG J Q, CHEN X, LIU Z P. Design of high bag palletizing machine based on synchronized belt drive[J]. Food & Machinery, 2020, 36(5): 111-115, 132.
[12]劉慧,熊先青,于克,等.板式定制家具智能分揀系統及其應用[J].林產工業,2019,46(5):54-58.
LIU H, XIONG X Q, YU K, et al. Panel customized furniture intelligent sorting system and its application[J]. China Forest Products Industry, 2019, 46(5): 54-58.
[13]張新英,連金峰.木材加工智能數控機械自動化改造淺析[J].林產工業,2020,57(4):77-79,82.
ZHANG X Y, LIAN J F. Analysis on the automation transformation for intelligent numerical control machinery of wood processing[J]. China Forest Products Industry, 2020, 57(4): 77-79, 82.
[14]任長清,趙號,楊春梅,等.數控梁柱材六面加工生產線控制系統設計[J].包裝工程,2021,42(3):190-199.
REN C Q, ZHAO H, YANG C M, et al. Design of control system for CNC beam and column material six-sided machining production line[J]. Packaging Engineering, 2021, 42(3): 190-199.
[15]于文吉,石昌玉,魏明,等.基于響應面法與NSGA-Ⅱ的重組竹翻轉夾爪優化設計[J].包裝工程,2023,44(19):187-195.
YU W J, SHI C Y, WEI M, et al. Optimization design of flipping grippers for bamboo scrimber based on response surface methodology and NSGA-Ⅱ[J]. Packaging Engineering, 2023, 44(19): 187-195.
[16]周宇.基于多軸同步的送料機械手控制系統設計[D].荊州:長江大學,2022.
ZHOU Y. Design of control system of feeding manipulator based on multi-axis synchronization[D]. Jingzhou: Yangtze University, 2022.
[17]孫文慧.基于PLC的多軸同步控制系統研究[J].水電站機電技術,2021,44(6):106-107,111.
SUN W H. Research on multi axis synchronous control system based on PLC[J]. Mechanical & Electrical Technique of Hydropower Station, 2021, 44(6): 106-107, 111.
[18]孫學武,譚輝,楊安坤,等.基于SIMOTION的工業CT多軸同步控制方法[J].控制工程,2016,23(10):1591-1596.
SUN X W, TAN H, YANG A K, et al. Multi-axis synchronous motion control system based on SIMOTION for industrial computed tomography[J]. Control Engineering of China, 2016, 23(10): 1591-1596.
[19]黃東巖,朱龍圖,賈洪雷,等.基于GPS和GPRS的遠程玉米排種質量監測系統[J].農業工程學報,2016,32(6):162-168.
HUANG D Y, ZHU L T, JIA H L, et al. Remote monitoring system for corn seeding quality based on GPS and GPRS[J]. Transactions of the Chinese Society of Agricultural Engineering, 2016, 32(6): 162-168.
[20]孫潔,王興楠,孫曄,等.基于PLC的工業云平臺控制系統設計[J].電氣傳動,2020,50(7):69-73.
SUN J, WANG X N, SUN Y, et al. Design of industrial cloud platform control system based on PLC[J]. Electric Drive, 2020, 50(7): 69-73.
[21]李成嚴,馬金濤,趙帥.基于空間域注意力機制的車間人員檢測方法[J].哈爾濱理工大學學報,2022,27(2):92-98.
LI C Y, MA J T, ZHAO S. Workshop staff detection method based on spatial domain attention mechanism[J]. Journal of Harbin University of Science and Technology, 2022, 27(2): 92-98.
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
建材發展導向(2021年13期)2021-07-28 07:14:34
建材發展導向(2021年10期)2021-07-16 07:13:24
印刷工業(2020年4期)2020-10-27 02:46:02
印刷工業(2020年4期)2020-10-27 02:45:52
中國儲運(2019年5期)2019-05-15 09:37:40
能源(2018年10期)2018-12-08 08:02:52
汽車觀察(2018年10期)2018-11-06 07:05:08
中國交通信息化(2017年4期)2017-06-06 07:21:52
中國公路(2017年12期)2017-02-06 03:07:25