液壓支架結(jié)構(gòu)件焊接常見缺陷與工藝研究
2024-07-26 00:00:00王飛解玲麗趙赟
科技資訊 2024年11期

摘要:針對(duì)自動(dòng)化焊接過程中液壓支架部件批量生產(chǎn)時(shí)出現(xiàn)的坡口對(duì)接焊縫缺陷問題,進(jìn)行了一系列焊接實(shí)驗(yàn)并檢查了焊縫的金相結(jié)構(gòu)。實(shí)驗(yàn)結(jié)果顯示,在多層多道焊接的過程中,焊縫內(nèi)部的板條狀結(jié)構(gòu),如馬氏體和貝氏體,被細(xì)小的針狀鐵素體和相互交織的下貝氏體精密地劃分開。這是由于每一層焊接在為下一層焊接提供預(yù)熱的同時(shí),也被下一道焊接過程重新加熱,導(dǎo)致微觀結(jié)構(gòu)的不均勻性。通過坡口對(duì)接焊接缺陷的分析,表明這些缺陷主要是由于在自動(dòng)化生產(chǎn)線上,零件裝配時(shí)的間隙不一致導(dǎo)致的未熔合缺陷。因此,提出了一種結(jié)合手工部分打磨和機(jī)器人焊接的工藝策略,以解決這一問題。這不僅為液壓支架部件的焊接方法提供了理論依據(jù),還擴(kuò)大了焊接機(jī)器人的使用范圍。
關(guān)鍵詞:液壓支架結(jié)構(gòu)件焊接常見缺陷焊接工藝
ResearchontheCommonDefectsandProcesstheStructuralComponentWeldingofHydraulicSupports
WANGFeiXIELingLiZHAOYun
ShanxiEngineeringVocationalCollege,Taiyuan,ShanxiProvince,030009China
Abstract:Inordertosolvetheproblemofthebuttweldingdefectsofgroovesinthemassproductionofthecomponentsofhydraulicsupportsintheautomaticweldingprocess,thispaperconductsaseriesofweldingexperimentsandinspectsthemetallographicstructureofwelds.Experimentalresultsshowthatintheprocessofmulti-layerandmulti-passwelding,thelath-shapedstructureinwelds,suchasmartensiteandbainite,isfinelydividedbyfineacicularferriteandstaggeredlowerbainite,whichisbecauseeachlayerofweldingisalsoreheatedbythenextweldingprocesswhileprovidingpreheatingforthenextlayerofwelding,leadingtothenonuniformityofthemicrostructure.Throughtheanalysisofthebuttweldingdefectsofgrooves,itisshownthatthesedefectsaremainlynon-fusiondefectscausedbyinconsistentgapsduringcomponentassemblyonautomaticproductionlines.Therefore,thispaperproposeaprocessstrategythatcombinesmanualpartialpolishingandrobotweldingtoaddressthisissue,whichnotonlyprovidesatheoreticalbasisfortheweldingmethodofthecomponentsofhydraulicsupports,butalsoexpandstheapplicationrangeofweldingrobots.
KeyWords:Hydraulicsupport;Weldingofstructuralcomponents;Commondefect;Weldingprocess
液壓支架作為現(xiàn)代煤礦采掘的核心設(shè)備,通常采用復(fù)雜的箱體結(jié)構(gòu)設(shè)計(jì),其焊接部位錯(cuò)綜復(fù)雜。在這些設(shè)備的生產(chǎn)過程中,焊接的品質(zhì)顯得尤為關(guān)鍵,這是因?yàn)楹附由系娜毕萃ǔJ且簤褐Ъ芄收系闹饕颉1狙芯恐饕P(guān)注由Q690鋼制成的高級(jí)液壓支架頂梁,并采用超聲波等高級(jí)技術(shù)進(jìn)行焊接缺陷的檢測(cè)。對(duì)Q690鋼制液壓支架上常見的焊接缺陷進(jìn)行了詳盡的分析,如焊縫未熔合、氣孔、裂縫等,探究了這些缺陷產(chǎn)生的原因,并在此基礎(chǔ)上提出了有效的預(yù)防措施。
1液壓支架結(jié)構(gòu)件焊接工藝研究
1.1實(shí)驗(yàn)條件及方法
本次實(shí)驗(yàn)使用了Q460等級(jí)的低合金高強(qiáng)度鋼作為試驗(yàn)材料,其板材尺寸規(guī)格為200mm長、75mm寬、20mm厚,設(shè)定了一個(gè)45°的單邊V型坡口,其中鈍邊寬度設(shè)為4mm,根部間隙為3mm[1]。為確保焊接區(qū)域的清潔,去除水分和油脂,坡口區(qū)域需用不銹鋼絲刷進(jìn)行徹底打磨。同時(shí),在焊接過程中,焊縫必須與鋼板的軋制方向垂直對(duì)齊。在實(shí)驗(yàn)中,使用了直徑為1.2mm的MK-GHS-60型號(hào)焊絲。焊接任務(wù)是由華恒品牌的KUKA機(jī)器人執(zhí)行的,使用脈沖焊接電源進(jìn)行操作,采用氣體金屬電弧焊(GMAW)技術(shù)進(jìn)行多層多道焊接。焊接保護(hù)氣體采用80%的氬氣和20%的二氧化碳混合氣體,流量設(shè)置在15~20L/min。焊接前,坡口預(yù)熱溫度需達(dá)到100~150℃,且在整個(gè)多層焊接過程中,層間溫度需保持在100℃以上(如表1所示)。
焊接作業(yè)完成之后,對(duì)Q460級(jí)別的焊接試驗(yàn)鋼板沒有執(zhí)行任何熱處理程序,而是讓其在常溫下自然冷卻,并靜置24h。之后,采用機(jī)械方式截取了用于金相分析的試樣,這些試樣經(jīng)過砂輪磨平,再對(duì)樣品進(jìn)行拋光和腐蝕處理,為在金相顯微鏡下進(jìn)行觀察和微觀結(jié)構(gòu)變化分析做好準(zhǔn)備。在拋光過程中,使用了氧化鉻和懸浮液作為拋光劑,而腐蝕處理則采用了5%硝酸酒精溶液作為腐蝕劑。
1.2金相試驗(yàn)結(jié)果與分析
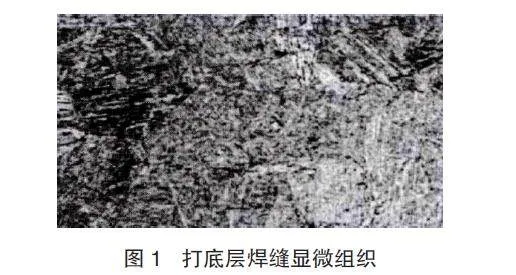
低合金鋼焊縫的微觀結(jié)構(gòu)主要包括以下組成部分:一是共析鐵素體;二是針狀鐵素體、側(cè)板狀鐵素體;三是貝氏體和馬氏體。研究指出,以針狀鐵素體為主體并含有微量M-A相的焊縫顯示出優(yōu)異的機(jī)械性質(zhì)(如圖1所示)。本實(shí)驗(yàn)制作的多層多道焊接樣品焊縫形成良好,底層焊接區(qū)域的微觀組織以貝氏體為主,且結(jié)構(gòu)細(xì)膩。這是因?yàn)榈讓雍附訒r(shí)的熱輸入相對(duì)較低,導(dǎo)致奧氏體化過程中晶粒增長不顯著,而后續(xù)的焊接過程相當(dāng)于對(duì)這些區(qū)域進(jìn)行了回火,進(jìn)而細(xì)化了這些組織。對(duì)于頂層焊接區(qū)域,由于熱輸入較大,奧氏體化晶粒顯著增長,熱影響區(qū)內(nèi)鐵素體含量增多,結(jié)構(gòu)較粗[2]。
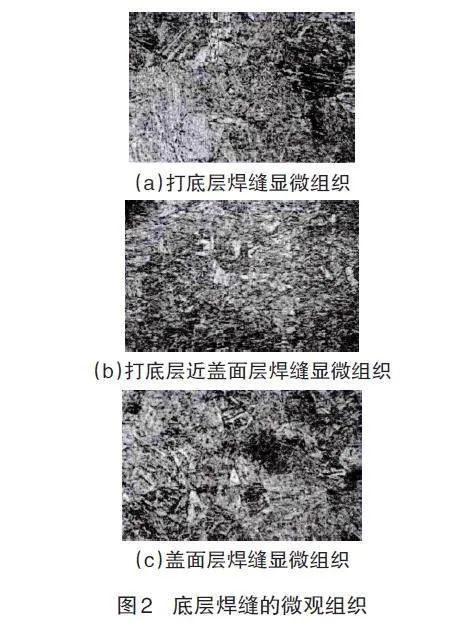
底部焊縫由于后續(xù)的焊接步驟中的加熱作用,在靠近頂部的地方經(jīng)歷了第二次的固態(tài)相變,呈現(xiàn)出明顯的結(jié)構(gòu)變化。圖2(a)顯示了底部焊縫的微觀結(jié)構(gòu),以下貝氏體和針狀鐵素體為主,具有較小的晶粒大小。圖2(b)揭示了靠近頂層的底部焊縫的微觀結(jié)構(gòu),主要由下貝氏體和針狀鐵素體構(gòu)成,夾雜著少量的板條狀馬氏體,晶粒較粗大。這種現(xiàn)象的主要原因是在焊接過程中,再次加熱導(dǎo)致峰值溫度超過了Ac3點(diǎn),從而引發(fā)了這種結(jié)構(gòu)變化。隨著接近頂層的距離逐漸減少,晶粒尺寸也相應(yīng)增大[3]。在焊接頂層區(qū)域,由于之前的焊道預(yù)熱作用,導(dǎo)致在冷卻階段高溫停留的時(shí)間相對(duì)較長,使得焊縫中的貝氏體和針狀鐵素體交錯(cuò)分布,如圖2(c)所示。
在多層多道焊接的過程中,焊縫內(nèi)的板條狀馬氏體和貝氏體等結(jié)構(gòu)被均勻地分散和細(xì)化,形成了針狀鐵素體和交錯(cuò)排列的下貝氏體。底層焊接對(duì)頂層焊接區(qū)域起到了預(yù)熱作用,而頂層焊接對(duì)底層焊接區(qū)域則有再加熱作用,造成了微觀組織的不均一性。底層焊接對(duì)頂層熱影響區(qū)的預(yù)熱減少了頂層粗晶區(qū)中板條馬氏體的生成,降低了淬硬傾向;而頂層焊接對(duì)底層熱影響區(qū)的再加熱和緩冷作用,使底層粗晶區(qū)形成更多的貝氏體結(jié)構(gòu)[4]。在進(jìn)行頂層焊接時(shí),選擇較低的熱輸入旨在保證填充焊縫的同時(shí),確保了焊接的成型質(zhì)量。因此,控制焊道數(shù)量和熔接寬度成為焊接過程中的關(guān)鍵考慮因素。
2常見液壓支架結(jié)構(gòu)件焊接缺陷與解決措施
2.1支架結(jié)構(gòu)件焊接常見缺陷
2.1.1未熔合
未熔合主要表現(xiàn)為焊縫的根部未熔透和道間未熔合。根部未熔透通常是由以下因素引起的:拼接間隙過小,導(dǎo)致液態(tài)金屬無法充分填充;焊接電流設(shè)置過低或焊接速度過快,造成熱量不足,無法使母材完全熔化;焊縫根部存在氧化皮或未清除的油污;焊絲的擺動(dòng)角度不正確,使液態(tài)金屬無法正確地流入焊縫。對(duì)于液壓支架頂梁體蓋板,由于其多為壓型部件,壓型精度不足可能導(dǎo)致與主筋的拼裝間隙不均勻,進(jìn)而引發(fā)根部未熔透[6]。在焊接過程中,道間未熔合的原因包括焊接電流過低、焊接速度過快、焊道清理不充分等,或由于焊工的不當(dāng)操作,如前一道焊縫產(chǎn)生深的凹槽或下一道焊縫位置選擇不合適[7]。
2.1.2裂紋
在液壓支架的焊縫中,裂紋是最嚴(yán)重的缺陷,它常導(dǎo)致焊接接頭的疲勞斷裂。這類裂紋多出現(xiàn)在多層多道焊接的底層焊縫處。這些裂紋通常是熱裂紋,是由于焊縫在結(jié)晶和凝固過程中金屬收縮而造成的。當(dāng)鋼材或焊材中含有較高比例的雜質(zhì),尤其是硫和磷等元素時(shí),會(huì)增加裂紋產(chǎn)生的可能性。此外,低預(yù)熱溫度、過大的裝配間隙以及不適當(dāng)?shù)暮附訁?shù)選擇也會(huì)提高裂紋形成的風(fēng)險(xiǎn)。預(yù)防措施:控制母材和焊材中硫、磷含量低于0.025%[8];確保裝配間隙不超過2mm;為了保證焊接質(zhì)量,必須采取措施來正確選擇預(yù)熱溫度和焊接參數(shù)。例如:在處理Q690鋼時(shí),需要確保將預(yù)熱溫度控制在150~200℃之間,并限制焊接電流不超過300A。
2.1.3氣孔
氣孔生成是液壓支架結(jié)構(gòu)件在進(jìn)行CO?氣體保護(hù)焊接時(shí)的一個(gè)常見問題,其原因主要包括氣體供應(yīng)不穩(wěn)定、氣體含水量高、電弧保護(hù)不充分、電弧過長、焊縫未徹底清潔或焊材氧化。這些因素都可能導(dǎo)致空氣進(jìn)入熔池,形成氣孔。氣孔會(huì)降低焊接區(qū)域的實(shí)際承載面積,破壞焊縫的連續(xù)性,從而嚴(yán)重影響液壓支架的焊接質(zhì)量和可靠性。為了預(yù)防氣孔的形成,在進(jìn)行液壓支架焊接時(shí),應(yīng)避免使用帶有銹蝕的焊材,并確保在焊接之前將焊縫兩側(cè)20mm范圍內(nèi)的油污、水分、銹跡、氧化層及其他雜質(zhì)進(jìn)行徹底清理。
2.2解決措施
為避免焊接缺陷,在液壓支架構(gòu)件焊接時(shí),應(yīng)確保組裝間隙控制在1~2mm范圍內(nèi);焊接前需清除焊縫兩側(cè)20mm內(nèi)的油污、水分、銹蝕、氧化層及雜質(zhì)。焊接前對(duì)頂梁體進(jìn)行預(yù)熱至150~200℃,并在焊接后加溫至250℃,保持3h以進(jìn)行消氫。焊接應(yīng)從頂梁中心向兩側(cè)展開,以均衡應(yīng)力分布;焊縫與母材的連接處應(yīng)盡量平滑過渡,適當(dāng)調(diào)整焊槍的角度以達(dá)到最佳位置,確保焊絲的擺動(dòng)適中,并且密切觀察焊縫坡口兩側(cè)的熔化狀況。底部焊接時(shí)的電流應(yīng)設(shè)定在260~280U/R之間,而填充焊接階段的電流則應(yīng)在280~300U/R范圍內(nèi)。焊接速度維持在350~450mm/min之間。使用80%氬氣加20%二氧化碳的混合保護(hù)氣,流量控制在18~20L/min,確保氣體的干燥度。焊接環(huán)境應(yīng)保持空氣流動(dòng)平穩(wěn),避免風(fēng)擾。在焊接過程中,為了確保電弧的正確性,需要及時(shí)調(diào)整焊絲的角度,并在必要時(shí)清理焊接的不同層次。
3結(jié)語
液壓支架作為一種包含復(fù)雜厚板箱體結(jié)構(gòu)的重要設(shè)備,在運(yùn)行中主要面臨動(dòng)態(tài)負(fù)荷,其中焊接部分的缺陷極易導(dǎo)致疲勞斷裂,從而縮短了其使用壽命。通過深入分析并采取一系列改進(jìn)措施,我們成功地提升了這些結(jié)構(gòu)件的焊接質(zhì)量,在實(shí)踐中顯著提高了其性能,這些經(jīng)驗(yàn)對(duì)于公司未來同類產(chǎn)品的制造和質(zhì)量控制具有極大的參考價(jià)值。
參考文獻(xiàn)
[1]王躍功,李奎.高端液壓支架結(jié)構(gòu)件焊接質(zhì)量控制及研究[J].煤礦機(jī)械,2023,44(7):98-99.
[2]張曉江.提高液壓支架結(jié)構(gòu)件修復(fù)質(zhì)量的途徑[J].機(jī)械管理開發(fā),2022,37(10):300-302.
[3]馬宇,胡增光,崔磊.液壓支架焊接質(zhì)量影響因素分析與控制措施分析[J].現(xiàn)代制造技術(shù)與裝備,2022,58(8):185-187.
[4]常彥鵬.液壓支架結(jié)構(gòu)件焊接工藝水平研究[J].當(dāng)代化工研究,2022(10):150-152.
[5]張雅潔.探析液壓支架結(jié)構(gòu)件制造的工藝[J].當(dāng)代化工研究,2020(1):123-124.
[6]邢磊.液壓支架制造工藝技術(shù)初探[J].當(dāng)代化工研究,2019(14):101-102.
[7]董菲菲.液壓支架各部件常見故障及維修分析[J].機(jī)電工程技術(shù),2019,48(1):140-142.
[8]劉峰.液壓支架結(jié)構(gòu)件生產(chǎn)的過程控制探究[J].內(nèi)燃機(jī)與配件,2019(1):85-86.
