薄壁結構件裝夾工藝分析與優化
2024-08-31 00:00:00呂名偉王鑫龍郭俊
機械制造與自動化 2024年3期








摘 要:以某飛機地板梁連接件為研究對象,分析此類薄壁件結構特征和工藝特點進行加工工藝優選,設計薄壁結構件的裝夾方案。采用有限元仿真分析和試驗驗證相結合的方法,對工件在不同裝夾方案下的受力情況進行分析。采用UG軟件建立薄壁結構件的工件-夾具模型,利用ANSYS軟件對模型進行處理和分析,對比不同裝夾方案的應力與零件變形情況,進行切削試驗,分析測量試驗件腹板的平行度誤差,總結出此類薄壁結構件最優裝夾工藝。
關鍵詞:薄壁結構件;有限元分析;裝夾工藝優化;銑削加工
中圖分類號:TH131文獻標志碼:A文章編號:1671-5276(2024)03-0084-04
Analysis and Optimization of Clamping Process for Thin-walled Components
Abstract:Taking the floor beam connector of an aircraft as the research object, analyzes the structural and technological characteristics of thin-walled components, optimizes the processing technology and designs the clamping scheme of thin-walled components. The finite element simulation analysis and experimental verification are integrated to analyze the stress of the workpiece under different clamping schemes. The workpiece-fixture model of thin-walled structural parts is established by UG software, and the model is processed and analyzed with ANSYS software. The stress of different clamping schemes and the deformation of parts are compared, cutting experiments are carried out, the parallelism of web plates of test pieces is analyzed and measured, and the optimization methods of clamping process are summarized.
Keywords:thin-walled structural parts; finite element analysis; clamping process optimization; milling
1 薄壁結構件特征
薄壁結構件是壁厚尺寸小于2mm或是厚度尺寸與長或寬的比值小于1∶20的零件[1]。有的薄壁件結構尺寸大,如大梁、坐艙蓋骨架,包含槽、孔、筋條等結構特征,且布局不均勻、不對稱,在材料殘余應力、切削力、切削熱應力等因素的影響下,容易出現翹曲、伸漲或收縮變形。腹板、筋條厚度薄、材料去除率高、剛性差,加工工藝性差,會造成零件精度差且不均勻等現象[2]。
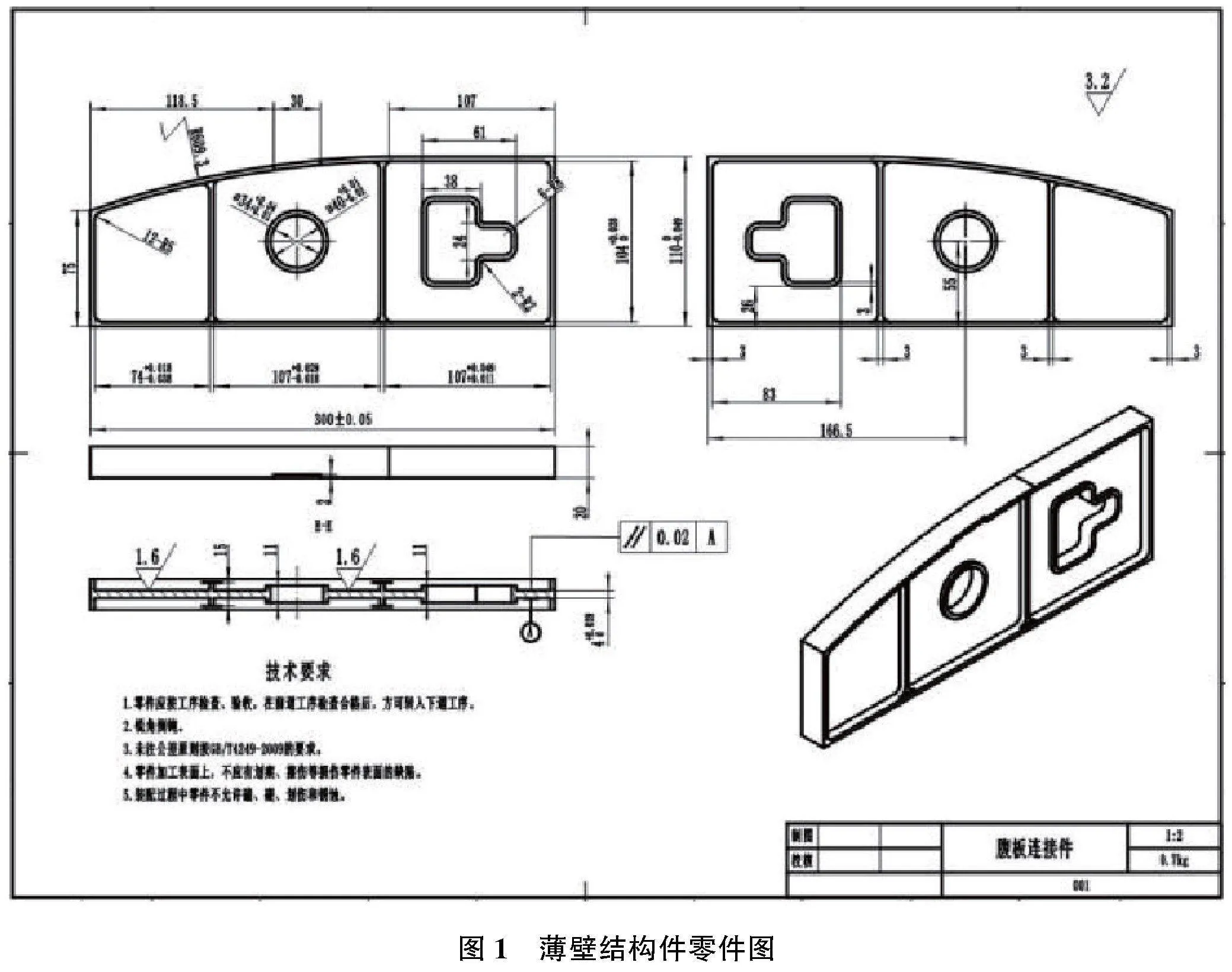
本文以某飛機地板梁連接件為研究對象,結構如圖1所示。分析該結構件可以得出其具有以下特點。
1)整體為薄壁結構,材料去除率大。整體尺寸是302mm×110mm×20mm。
2)零件邊緣部分厚度3mm、腹板厚度4mm。剛性差,易變形。
3)腹板平行度公差為0.02mm,表面粗糙度為Ra1.6μm。
4)外型結構不規則,加工時工件不易裝夾。
2 薄壁結構件的裝夾方案設計
薄壁件在裝夾時,因剛性差易變形,無法保證工件加工質量。現有研究表明,薄壁件由裝夾引起的變形在加工變形中占比較大[3]。因此,分析薄壁件的裝夾變形原因、優化裝夾工藝,對減小加工變形、提高表面加工質量有重要意義。
加工時影響工件裝夾變形的因素有很多,施加夾緊力大小、裝夾布局及夾具系統剛性和定位精度等均會引起工件的加工變形[4]。本文單從優化裝夾布局的角度進行研究以減少裝夾加工變形。根據薄壁結構件特點,結合實際條件,本文共設計3種裝夾方案。
1)方案一
采用通用夾具平口鉗、軟鉗口裝夾如圖2所示。 通用夾具平口鉗應用廣泛,再配合使用軟鉗口,增加夾持受力面積和夾持穩定性。對外型體積不大、剛性好的工件使用效果好。
2)方案二
采用螺栓和壓板裝夾。在機械加工中,常用于裝夾大尺寸板材和薄壁件、異形件等,使用這種裝夾方案時,編程時要注意走刀路徑,防止刀具與夾具發生碰撞[5]。
本文研究對象為薄壁件,外輪廓邊緣處壁薄,不能使用壓板直接壓緊。需在結構上設計工藝搭以便裝夾,同時又能增加剛性,如圖3所示。但在工件加工完成時,需在中間合適的位置使用壓板壓住工件后銑去工藝搭。
3)方案三
采用“一面兩銷”的定位方式并用螺栓緊固工件,如圖4所示。設計這個工裝板,以平面為定位基準,定位精度高;使用定位銷,可減少對刀時間和裝夾、校正輔助工時,有效提升了加工精度和批量加工生產效率[6]。
緊固四角的螺栓后,先加工工件中間的內腔,加工完成后使用螺栓和壓板緊固,再加工兩側的內腔,這樣能夠增加工件剛性、減少震動。這種方式比方案二更方便、快捷,減少輔助工時。
3 ANSYS有限元仿真及結果分析
根據不同的工況,針對不同的有限元分析目標,參照相關資料,給模型賦予相應的材料屬性,如屈服強度、彈性模量、泊松比、密度、延伸率等。可以在ANSYS軟件的Engineering Data sources中選取相應材料,或直接新建材料屬性。利用通用切削力經驗公式[7],計算得到切削力約為126N、夾緊力約為312N、單個螺栓預緊力約為215N。
按照ANSYS操作流程,對3種裝夾方案進行有限元分析。
1)裝夾方案一的有限元分析
根據實際工況,加工時使用一副墊鐵和軟鉗口進行裝夾。使用UG建立裝夾方案一的模型,導入ANSYS中的Geometry。將所有零部件添加接觸類型,選擇使用Frictional,摩擦因數為0.1。
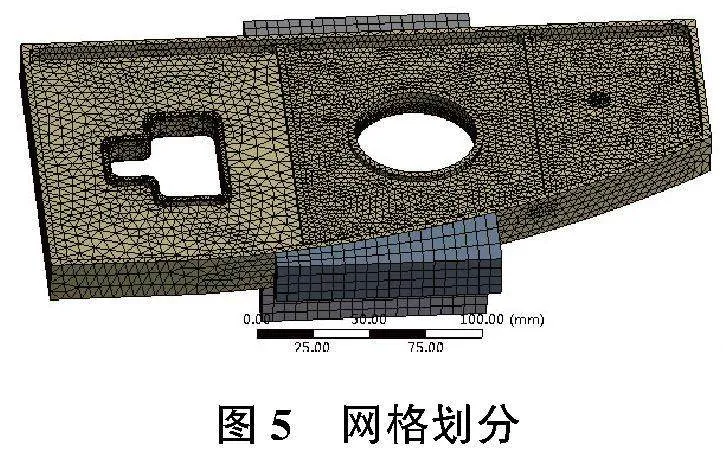
整體采用5mm自動劃分網格,局部使用3mm精細劃分網格,共劃分單元格67 522個,節點113 798個。將軟鉗口和薄壁件模型作共節點處理,如圖5所示。
在軟鉗口外表面施加312N的夾緊力,在工件模型上添加印記面,在印記面上施加126N的銑削力,同時將兩個墊鐵的底面、軟鉗口的外側面和工件的左端面進行固定約束。
ANSYS前處理階段完成后,選擇總變形和等效應力作為后處理結果進行有限元分析,分別如圖6、圖7所示。
由總變形云圖得出工件在加工時的最大變形是0.11mm,且方向是z軸正向,切削力的軸向分力對工件有方向向下的力的作用,最大變形超出工件圖樣的平行度公差0.02mm。
由圖6得知,應力在工件中間圓孔、方孔處、肋板處集中,在與軟鉗口接觸的邊緣最為嚴重,在此處最大應力為16.6MPa,說明使用平口鉗和軟鉗口裝夾對工件變形有嚴重影響,裝夾方案一不適合用于加工此薄壁件。
2)裝夾方案二和裝夾方案三有限元對比分析
將方案二中的模型進行優化,將螺栓和壓板簡化為長方體,長方體的底面積約等于壓板與工件的接觸面積以方便施加夾緊力。對模型進行網格劃分,共劃分了23 863個單元格、47 403個節點,如圖8所示。在腹板中間部分表面做印記面,此位置距離夾緊點最遠,引起變形最大,在此印記面上施加銑削力。所有體之間建立摩擦接觸Frictional。
將方案三中的模型進行優化,由于模型中螺紋受力情況不是分析重點,只考慮預緊力,可直接將預緊力施加到墊片上。在腹板表面與方案二相同的位置做印記面,施加相同的銑削力。
使用ANSYS軟件求解出總變形,如圖9、圖10所示。
由圖9、圖10可知,裝夾方案二的最大變形為0.094mm,裝夾方案三的最大變形為0.042mm。與裝夾方案一相比,方案二、方案三中主要是由切削力引起的變形,裝夾夾緊力對工件變形影響不大。方案二和方案三均能夠減小薄壁件加工變形,但方案三產生的變形量小,效果更好。
4 裝夾布局優化試驗
分別使用裝夾方案二和方案三銑削加工薄壁結構件,加工完成后用三坐標測量機測量腹板的平行度,對比分析方案二和方案三的測量結果。試驗使用沈陽某公司生產的數控銑床VMC850,系統為FANUC Oimate TD。使用蔡司橋梁式三坐標測量機CONTURA G2進行試件腹板平行度檢測。
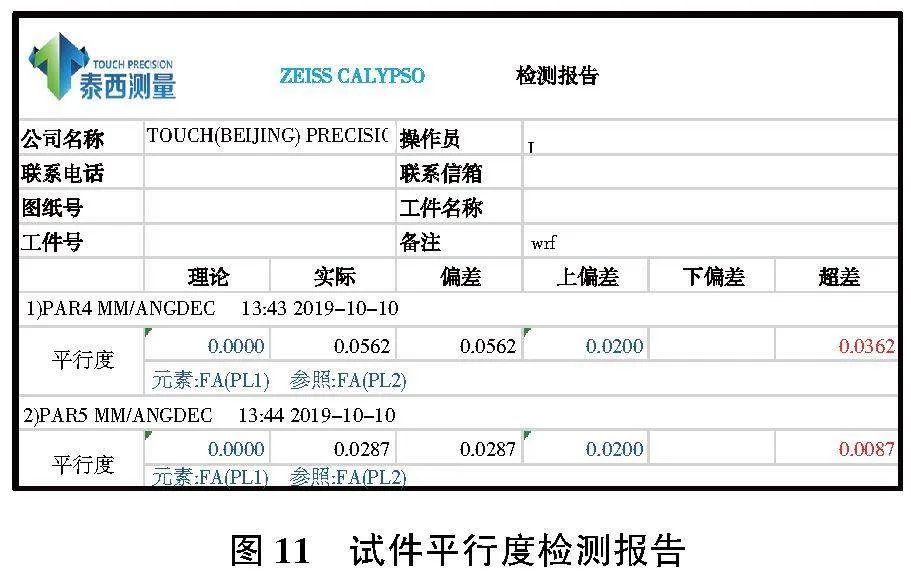
經三坐標測量機測量得出,使用裝夾方案二加工的腹板平行度為0.056 2mm,使用裝夾方案三加工零件的腹板平行度為0.028 7mm。測量結果表明,裝夾方案二和方案三都可以有效減小腹板兩側平行度,對減小加工變形效果明顯,與有限元分析結果一致,且方案三加工出的零件平行度較好,同時裝夾方案三批量加工時裝夾操作簡便、快捷。
測量結果如圖11所示。
5 結語
本文以某飛機地板梁連接件為研究對象,根據薄壁結構件的特征和工藝特點,設計了3種加工的裝夾方案,利用有限元分析法對比3種方案的應力與腹板變形情況,再通過切削試驗,分析測量裝夾方案二和方案三試驗件平行度誤差,對比有限元分析結果,得出以下結論。
1)采用裝夾方案一時,切削力和夾緊力共同作用,試件變形參數超出圖樣的技術要求,故裝夾方案一不適合用于加工此薄壁件。與裝夾方案一相比,方案二、方案三中均能夠有效減小薄壁件加工變形,通過有限元分析得知方案三試件受到的切削力和產生的變形量小。同時經切削試驗得出,方案三加工出的試件平行度較好,與有限元仿真分析結果一致,分析結果較為合理。
2)結果表明,采用有限元仿真分析和試驗驗證相結合的方法開展薄壁結構件裝夾工藝分析的有效性和可行性,對薄壁結構件的裝夾工藝優化具有可借鑒意義。
參考文獻:
[1] 程德俊,許豐,張春燕,等. 薄壁件銑削加工刀具幾何參數優化[J]. 組合機床與自動化加工技術,2020(4):130-133.
[2] 岳彩旭,張俊濤,劉獻禮,等. 薄壁件銑削過程加工變形研究進展[J]. 航空學報,2022,43(4):99-124.
[3] XIAO J L,ZHAO S L,GUO H,et al. Research on the collaborative machining method for dual-robot mirror milling[J]. The International Journal of Advanced Manufacturing Technology,2019,105(10):4071-4084.
[4] 崔亞超. 薄壁鏤空型工件的加工變形控制及工藝優化[J]. 制造技術與機床,2022(4):121-125.
[5] 王奔,張亞飛,趙明,等. 夾緊力對7075鋁合金薄板件銑削變形影響[J]. 組合機床與自動化加工技術,2020(5):150-153.
[6] 于棟梁. 五軸數控機床加工誤差動態修正方法研究[J]. 機械制造與自動化,2022,51(1): 56-60.
[7] LI P F,LIU Y,GONG Y D,et al. New deformation prediction of micro thin-walled structures by iterative FEM[J]. The International Journal of Advanced Manufacturing Technology,2018,95(5):2027-2040.