ZB421包裝機的真空鍍鋁內襯紙包裝方法研究
2024-10-12 00:00:00丁巖代怡楊如君
機電信息 2024年19期
摘要:傳統的煙用復合內襯紙存在含鋁量高,表面鋁層無法自然降解的問題。為適應環保要求,提出了滿足真空鍍鋁內襯紙上機要求的設備改造方法和基于ZB421包裝機的真空鍍鋁內襯紙包裝方法,可滿足ZB421包裝機的真空鍍鋁內襯紙上機使用要求。
關鍵詞:真空鍍鋁內襯紙;包裝機;設備改造
中圖分類號:TB486 文獻標志碼:A 文章編號:1671-0797(2024)19-0071-04
DOI:10.19514/j.cnki.cn32-1628/tm.2024.19.017
0 引言
煙用內襯紙是加熱卷煙包裝的重要材料之一,承載著防潮、保香等重要功能。目前,在卷煙包裝過程中,多使用復合內襯紙,其原因是復合內襯紙制造工藝簡單,塑性指標好,對包裝設備的要求較低。復合內襯紙的壓延鋁箔厚度一般為6~7 μm,每噸含鋁量在200 kg以上,且復合鋁箔紙的表面鋁層無法自然降解。
真空鍍鋁內襯紙是一種新型的環保材料,該內襯紙鋁膜厚度僅為0.02~0.04 μm,每噸紙含鋁量只有幾公斤,僅為復合鋁箔紙的1/300~1/200。使用真空鍍鋁內襯紙代替傳統的復合內襯紙作為卷煙內襯紙,可以大量節約輔料成本和鋁資源,且丟棄后表面鋁層易于被土壤吸收,能夠自然降解,有利于環境保護。為解決真空鍍鋁內襯紙在FOCKE703包裝機中因鋁層厚度薄導致的可塑性差、回彈力大等問題,姜孟鵬對折疊成型的相關機械部件及電氣元件進行了改進[1];湯德芳等分析了真空鍍鋁內襯紙的材料性質和影響其上機包裝適應性的因素,解決了真空鍍鋁內襯紙成型過程易出現折皺、折疊不到位等問題[2-3];譚明杰等開展了真空鍍鋁內襯紙在煙包上的應用研究[4];王建明對真空鍍鋁紙的印刷工藝作了介紹和分析[5]。然而,目前真空鍍鋁內襯紙多是應用于單通道包裝設備,而針對雙通道設備的應用性研究較少。本文針對ZB421雙鋁包包裝機設備特點,提出了滿足真空鍍鋁內襯紙上機要求的設備改造方法和基于ZB421包裝機的真空鍍鋁內襯紙包裝方法。新方法的提出,為環保材料在包裝設備的應用提供了一種新的思路和方法。
1 ZB421包裝機設備改造方法
1.1 壓紋裝置的改造
真空鍍鋁內襯紙的壓制在壓紋裝置中實現。壓紋裝置是ZB421包裝機的主要部件之一,其作用是在卷煙內襯紙表面壓制標記。通過對真空鍍鋁內襯紙充分壓制,提升內襯紙的塑性指標,保證其在后續工藝中包裝折疊時不發生反彈。
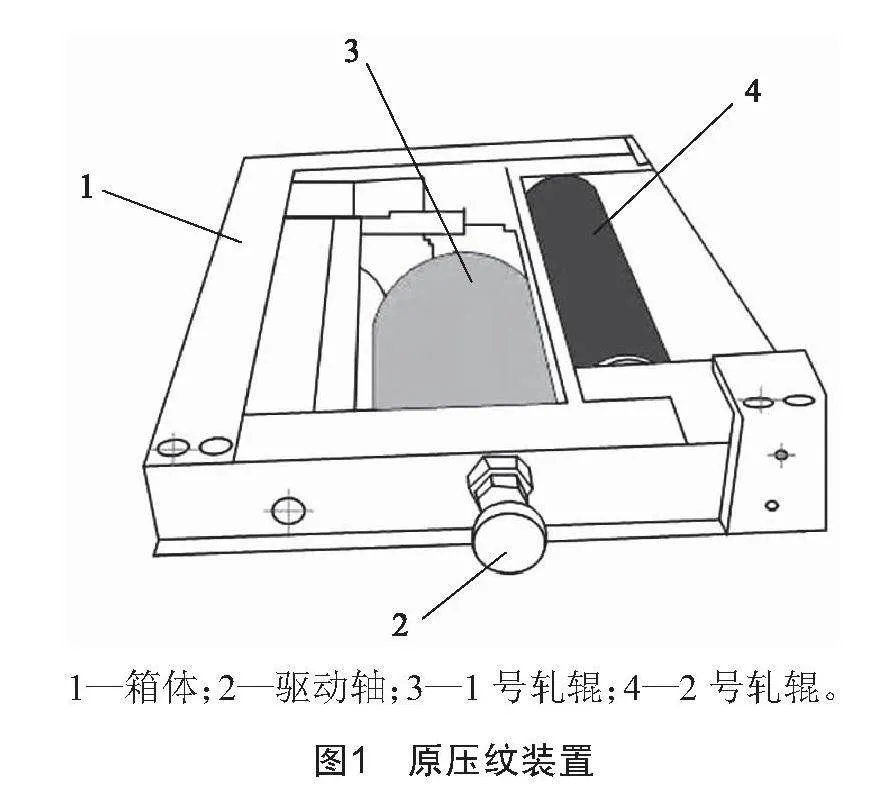
原壓紋裝置如圖1所示,主要包括箱體、驅動軸、1號軋輥、2號軋輥。箱體安裝在內襯紙傳送系統中,1號軋輥為膠輥,2號軋輥為鋼輥。根據產品要求,2號軋輥表面刻有標記。1號軋輥為驅動輥,動力經驅動軸傳動至1號軋輥,使1號軋輥順時針旋轉運動。1號軋輥和2號軋輥的內側安裝有齒輪副,1號軋輥旋轉時,經齒輪副帶動2號軋輥逆時針旋轉,從而使1號軋輥和2號軋輥產生相對的旋轉運行。設備運行時,內襯紙從1號軋輥和2號軋輥之間穿過,在2號軋輥表面標記的印制作用下,輸出的內襯紙表面形成相應標記。
但是由于真空鍍鋁內襯紙含鋁量較少,原壓紋裝置并不適用,膠-鋼軋輥難以對真空鍍鋁內襯紙進行充分壓制,無法提升其塑性指標,導致在后續包裝工藝中折疊失敗。
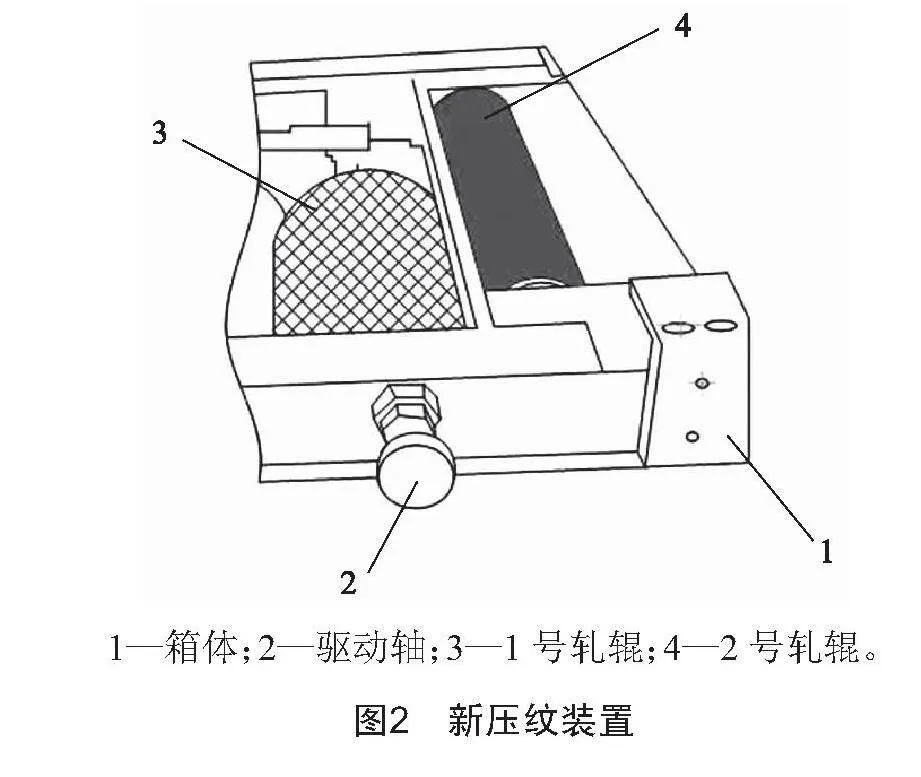
本文開發了一種用于真空鍍鋁內襯紙的壓紋裝置,如圖2所示。該裝置由箱體、驅動軸、1號鋼輥、2號鋼輥組成。1號軋輥為壓紋鋼輥,軋輥表面刻有網狀紋路。設備運行時,真空鍍鋁內襯紙從1號軋輥和2號軋輥之間穿過,在1號軋輥表面紋路的作用下,內襯紙表面形成網狀紋路并變軟,塑性指標提升,使其在后續包裝工藝中更易包裝成型,不發生反彈。
1.2 并包機構的改造
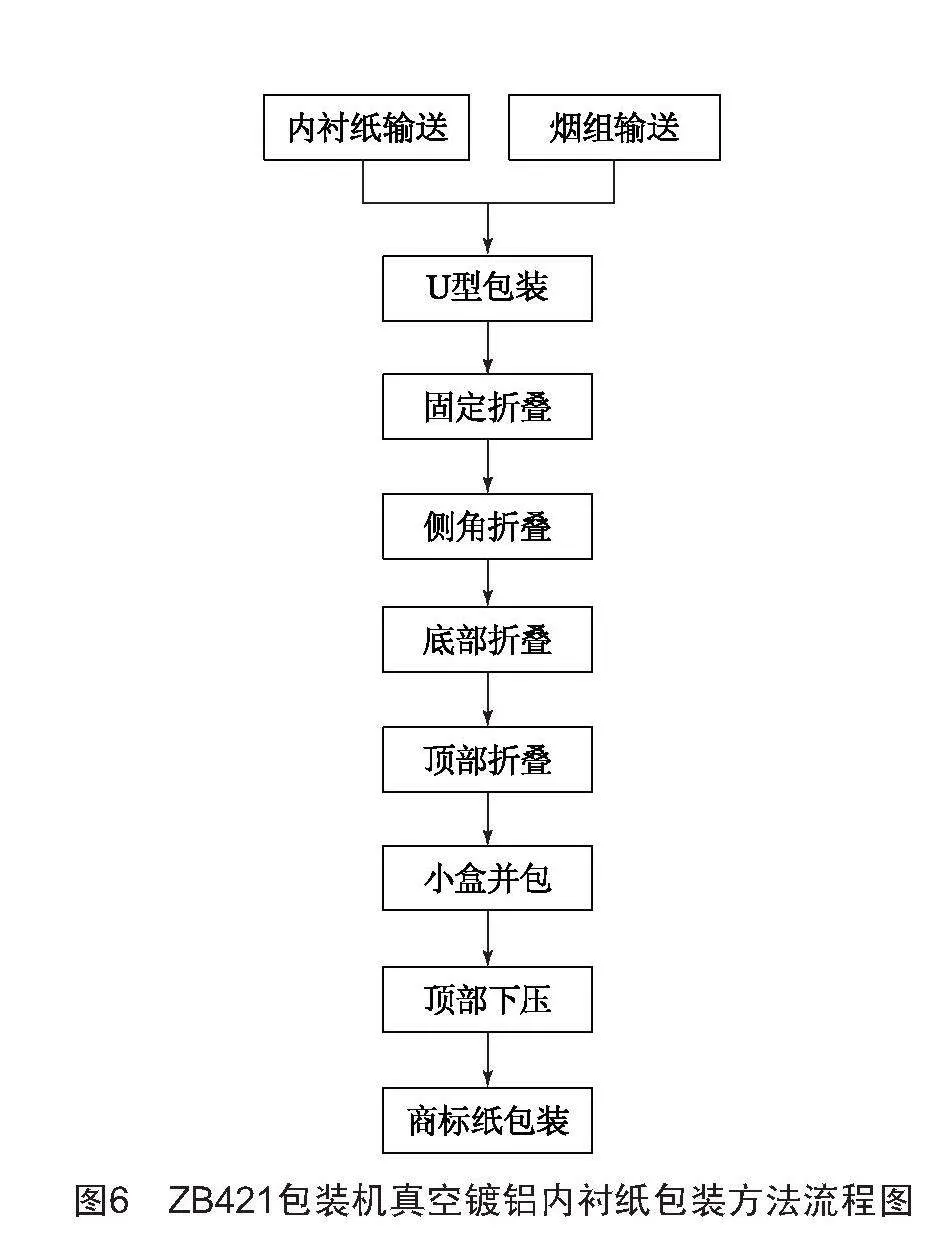
雙鋁包小包的并包過程在并包機構中實現。并包機構如圖3所示,其作用是兩個小煙包完成內襯紙包裝后,進入到并包機構中,模盒在凸輪和彈簧的驅動下完成煙包的并包和模盒分離動作,從而實現雙鋁包卷煙的并包過程。
原并包機構主要包括并包模盒、安裝塊、支座、導軌。兩個并包模盒分別安裝在兩個安裝塊上,導軌兩端安裝在支座上,兩個安裝塊嵌套在導軌上。支座和導軌為固定件,并包模盒和安裝塊為活動件,兩個安裝塊在凸輪和彈簧的作用下沿導軌做相對的往復運動,以此實現并包模盒的并包、分離動作。并包模盒在分離極限位,第一鏈式推進器將兩個完成內襯紙包裝的小包同時推入兩個并包模盒內,此后,兩個并包模盒做相對運動,當達到合并極限位時,實現兩個小包的合并和并攏,此時,第二鏈式推進器將并包后的小包推出模盒,進入內框紙包裝和商標紙包裝工序。
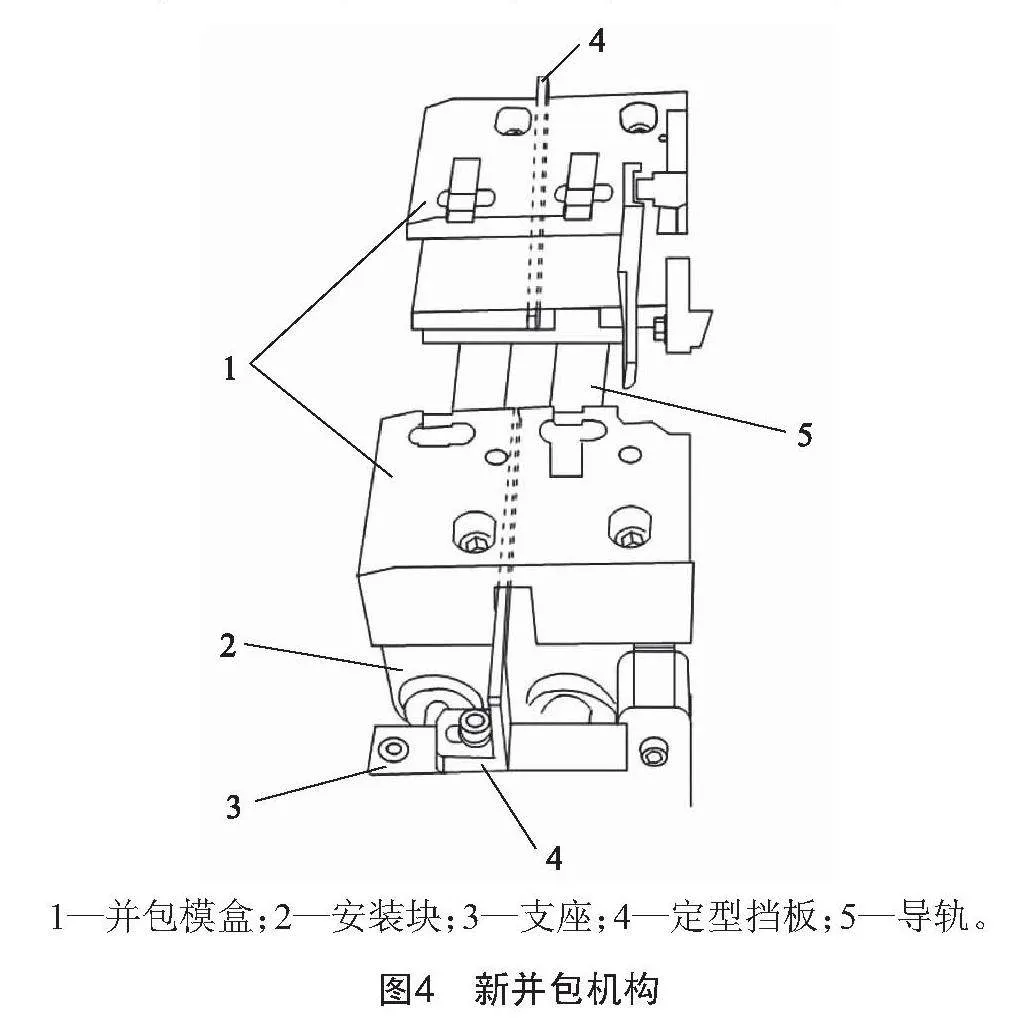
真空鍍鋁內襯紙塑性指標較差,在并包模盒內易反彈,造成小包散包。為此,本文開發了一種新型的用于真空鍍鋁內襯紙的并包機構,如圖4所示。
新并包機構增加了兩個定型擋板,該擋板一端分別安裝在兩個支座上,以螺栓緊固;另一端穿過方孔。并包模盒在分離極限位,第一鏈式推進器將兩個完成內襯紙包裝的小包同時推入兩個并包模盒內,定型擋板擋住小包,定型擋板與第一鏈式推進器夾持在小包兩側,對小包進行充分壓制和定型,確保內襯紙不反彈,小包不散包;此后,兩個并包模盒做相對運動,當達到合并極限位時,實現兩個小包的合并和并攏,由于定型擋板為固定件,此時,定型擋板退出模盒方孔,不再對小包進行阻擋,第二鏈式推進器將并包后的小包推出模盒。
新并包機構的開發,保證了真空鍍鋁內襯紙煙包在并包過程中不發生散包現象。
1.3 下壓裝置的設計
原ZB421雙鋁包包裝機無下壓裝置。第一鏈式推進器將兩個完成內襯紙包裝的小包同時推入兩個并包模盒的過程中,還起到內襯紙上折疊面折疊的作用。此后,并包模盒將兩個小包合并和并攏,第二鏈式推進器將并包后的小包推出并包模盒,推入商標紙包裝模盒內,同時起到上折疊面按壓的作用。但是,在第二鏈式推進器退出后,商標紙包裝前的時間范圍內,內襯紙上折疊面極易發生反彈。因此,本文設計了一套下壓裝置,在商標紙包裝前,對兩個小包的上折疊面進行二次按壓,確保內襯紙上折疊面不發生反彈。
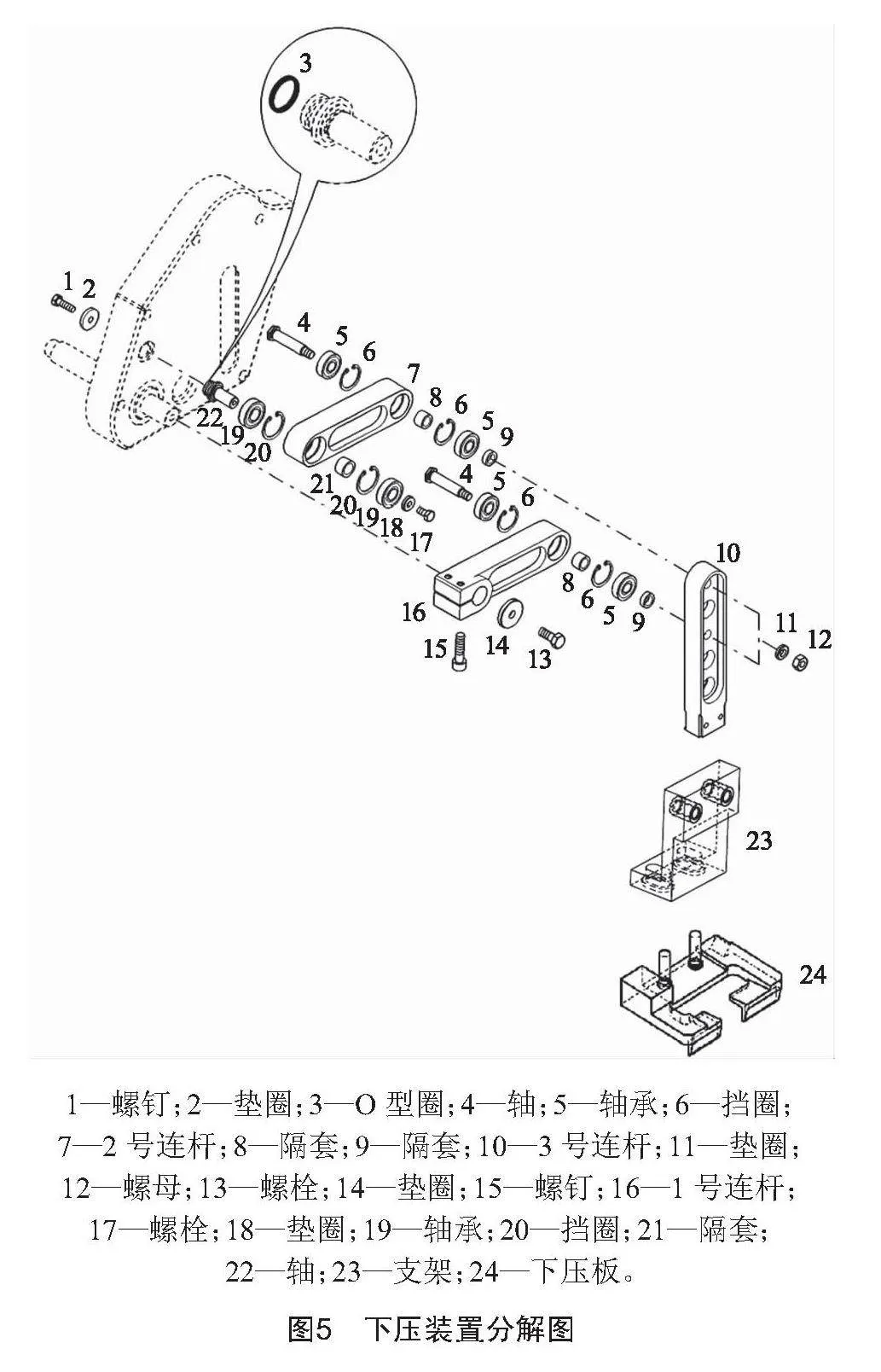
下壓裝置零件分解圖如圖5所示,該裝置由1號連桿、2號連桿、3號連桿、支架、下壓板等組成。下壓裝置安裝在商標紙包裝傳動箱一側,箱體內有一個槽凸輪,凸輪旋轉帶動箱體外凸輪軸做順時針和逆時針交替的旋轉運動。下壓裝置1號連桿一端安裝在箱體外凸輪軸上,并用兩顆螺釘緊固,確保凸輪軸旋轉時帶動1號連桿旋轉。2號連桿一端安裝在箱體外固定軸上,通過軸承、墊圈、隔套等進行連接。3號連桿與1號連桿和2號連桿的另一端,通過軸承、軸、擋板、隔套等連接。3號連桿尾端與Z型支座一端連接,通過2個螺栓進行緊固。下壓板與Z型支座的另一端通過2個螺栓進行緊固。下壓板呈L型,其作用是在商標紙包裝前,在L槽內對兩個小包的上折疊面進行二次按壓。下壓板上加工有T型孔,其作用是讓出第二鏈式推進器的運動軌跡,防止設備運行時發生干涉。
設備運行時,1號連桿在凸輪軸的帶動下做旋轉運動。1號連桿旋轉時帶動2號連桿、3號連桿、支架擺動,最終使下壓板上下往復運動。下壓裝置在商標紙包裝前對兩個小包的上折疊面進行二次按壓,確保內襯紙上折疊面不發生反彈。
2 ZB421包裝機真空鍍鋁內襯紙包裝方法
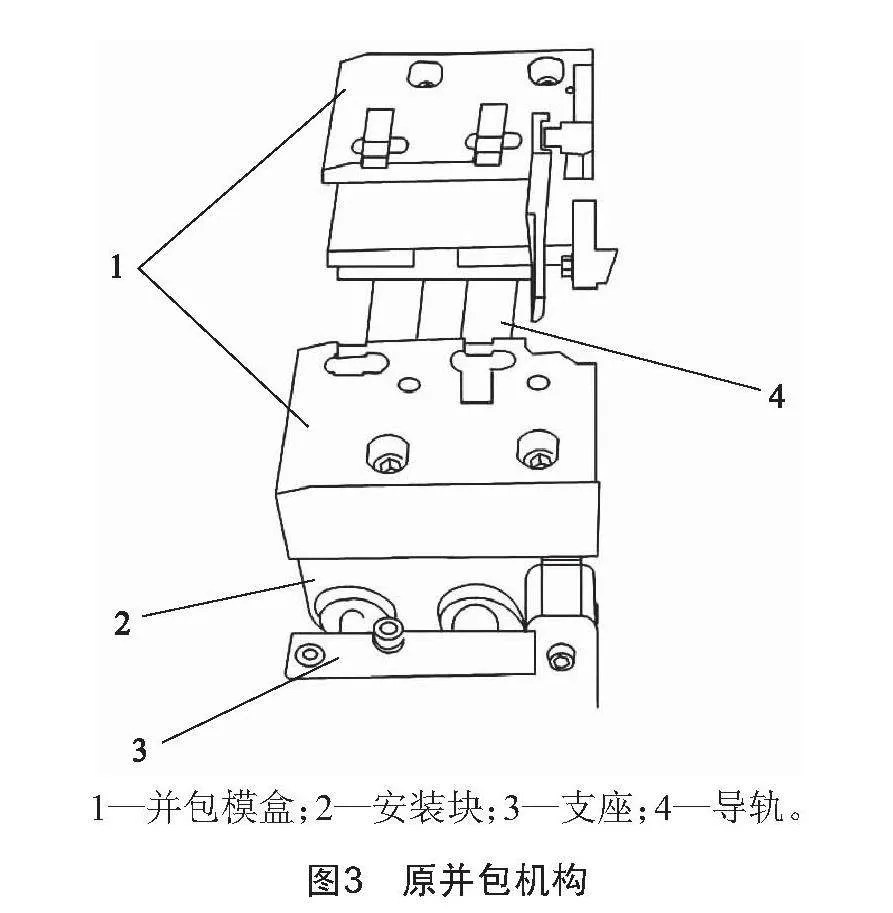
通過對ZB421包裝機壓紋裝置、并包機構和下壓裝置的設計與改造,形成了ZB421包裝機真空鍍鋁內襯紙包裝方法,流程如圖6所示。
步驟1:內襯紙輸送。真空鍍鋁內襯紙從內襯紙輸送輥,通過各輥系,經過分切系統、糾偏系統、預壓制和虛線切割系統后,進入U型包裝。在分切系統中,通過切割刀組件對真空鍍鋁內襯紙進行一分二切割,使內襯紙滿足雙鋁包生產要求;在壓制過程中,內襯紙從一對鋼軋輥之間穿過,在鋼軋輥對相互壓力的作用下,內襯紙變軟,塑性指標提升,折疊后的反彈程度降低。
步驟2:煙組輸送。煙組由第一輸送鏈上的推腳從七角輪中推出,進入雙輸送通道后,進入兩個并排的往復模盒。兩個模盒的煙支均按照5-5排列。
步驟3:U型包裝。一分二的真空鍍鋁內襯紙帶進入U型包裝系統時,第一輸送鏈上的推腳也在將兩個煙組向前輸送至U型包裝系統;U型包裝系統內的切割刀組件,根據煙包設計尺寸對內襯紙進行裁剪,將內襯紙帶裁剪成單個煙包所需內襯紙,內襯紙被模盒支架固定住,第一輸送鏈上的推腳將煙組和內襯紙包裹在一起,形成了初始的鋁箔紙煙包。兩個煙組被推出時,與兩張內襯紙接觸,形成兩個“U”型包裝。
步驟4:固定折疊。固定折疊裝置由底角下側邊折疊器、上側邊折疊器兩部分組成。固定折疊裝置本身在折疊過程中并沒有產生動作,而是通過特定的形狀邊使得真空鍍鋁內襯紙在輸送過程中產生擠壓,完成內襯紙煙包的折疊動作,同時通過兩側安裝的光電檢測裝置對內襯紙的折疊進行檢測。兩個U型包裝進入固定折疊裝置,固定折疊裝置是在第一輸送鏈上煙組傳輸過程中先后通過中間及內、外折疊器來完成內襯紙底角和上下側邊的折疊。
步驟5:側角折疊。3個輥子分別嵌在3根凸輪塊的槽中,輥子在槽里滑動,驅動4個折疊塊左右擺動,完成內襯紙煙包的側角折角。
步驟6:底部折疊。通過凸輪驅動折疊指上下擺動,完成鋁箔紙煙包的底部折角。
步驟7:頂部折疊。第一鏈式推進器將兩個完成內襯紙包裝的小包同時推入兩個并包模盒的過程中,還起到內襯紙上折疊面折疊的作用。
步驟8:小盒并包。兩個完成內襯紙包裝的小盒在第一鏈式推進器的推動下,進入并包模盒,并包模盒對兩個小盒進行合并和并攏,此時,雙鋁包包裝機的雙通道合并為單通道。在并包模盒中加入了定型擋板,通過定型擋板對完成真空鍍鋁內襯紙包裝的加熱卷煙小包進行充分壓制和定型,確保并包過程中內襯紙不反彈、小包不散包。此后,第二鏈式推進器將并包后的小盒推出并包模盒,推入商標紙包裝模盒內,同時起到上折疊面按壓的作用。
步驟9:頂部下壓。設備運行時,1號連桿在凸輪軸的帶動下做旋轉運動。1號連桿旋轉時帶動2號連桿、3號連桿、支架擺動,最終使下壓板上下往復運動。下壓裝置在商標紙包裝前,對兩個小包的上折疊面進行二次按壓,確保內襯紙上折疊面不發生反彈。
步驟10:商標紙包裝。完成質量檢測的小盒,進入商標紙包裝轉塔進行商標紙包裝。
3 結束語
傳統煙用復合內襯紙存在含鋁量高、表面鋁層無法自然降解的問題,真空鍍鋁內襯紙含鋁量低,但存在易反彈、不易包裝成型等問題。為滿足真空鍍鋁內襯紙的上機要求,本文完成了以下工作:
1)提出了滿足真空鍍鋁內襯紙上機要求的設備改造方法,包括壓紋裝置改造、并包機構改造、下壓裝置的設計,新的結構形式可以有效提升內襯紙的塑性指標,保證其在包裝折疊過程中不發生反彈。
2)針對ZB421雙鋁包設備特點,提出了ZB421包裝機真空鍍鋁內襯紙包裝方法。
3)新包裝方法可滿足真空鍍鋁內襯紙的ZB421包裝機上機要求,為環保材料在卷煙包裝設備的應用提供了一種新的思路和方法。
[參考文獻]
[1] 姜孟鵬.真空鍍鋁內襯紙在FOCKE703包裝機中的應用與改進[J].煙草科技,2014(7):27-29.
[2] 湯德芳,丁蔚,李淑萍,等.真空鍍鋁內襯紙在包裝設備上的適應性研究[J].包裝工程,2015,36(21):57-61.
[3] 湯德芳,杜芳琪,斯文,等.真空鍍鋁紙的重金屬與VOCs分析[J].紙和造紙,2013,32(5):23-25.
[4] 譚明杰,葉俠英.真空鍍鋁內襯紙及其在煙包上的應用[J].印刷技術,2009(14):44-45.
[5] 王建明.真空鍍鋁紙煙印適性[J].印刷雜志,2005(6):30-32.
收稿日期:2024-05-30
作者簡介:丁巖(1983—),男,河南人,高級工程師,研究方向:煙機設備技術。
