基于可換刀片U鉆刀具結(jié)構(gòu)改進(jìn)仿真分析
2024-12-21 00:00:00張小石姜黎明江輝王憲升候冬冬
中國(guó)新技術(shù)新產(chǎn)品 2024年16期
摘 要:為了提高U鉆刀具的鉆削性能,本文研究了U鉆的刀具結(jié)構(gòu)。針對(duì)U鉆加工鈦合金難斷屑問題,提出了二平折線分屑槽刀具結(jié)構(gòu)方案,采用AdvantEdge軟件建立了U鉆加工鈦合金的有限元模型并進(jìn)行仿真分析,得到刀具的應(yīng)力、溫度和速度云圖。仿真結(jié)果表明,本文提出的方案斷屑較好。最后采用可信的比較標(biāo)準(zhǔn)(例如加工過程中應(yīng)力P和溫度T等的分布規(guī)律)進(jìn)行評(píng)估,表明所提出的二平折線分屑槽刀具結(jié)構(gòu)方案有效、可行。
關(guān)鍵詞:U鉆;刀具結(jié)構(gòu);AdvantEdge仿真
中圖分類號(hào):TG 713" " 文獻(xiàn)標(biāo)志碼:A
TC4鈦合金具有密度小、比強(qiáng)度大、抗沖擊性能好、耐腐蝕、耐熱、耐低溫和無磁性等優(yōu)點(diǎn),在兵器、航空航天、船舶和汽車等領(lǐng)域有廣泛應(yīng)用。但是鈦合金導(dǎo)熱系數(shù)低、塑性差且彈性模量低,導(dǎo)致其鉆削性能較差。因此,研究鈦合金的鉆削性能具有重要意義。
國(guó)、內(nèi)外學(xué)者對(duì)TC4進(jìn)行了鉆削仿真研究。馮杰等人利用有限元分析軟件Abaqus對(duì)TC4鈦合金薄壁件鉆削加工過程進(jìn)行了動(dòng)態(tài)仿真,獲得鉆削加工過程中鉆削力的變化特征和鉆削參數(shù)對(duì)鉆削力的影響規(guī)律;姜銘等人利用Abaqus有限元仿真軟件對(duì)鈦合金薄壁件鉆削進(jìn)行分析,研究鉆頭刃型、幾何參數(shù)對(duì)鉆削軸向力和扭矩的影響;陳俐華等人研究了TC4鈦合金麻花鉆鉆削方式和軸向力分布規(guī)律;賈永鵬等用有限元軟件模擬了船用柴油機(jī)機(jī)身的深孔鉆削過程,得到了溫度的分布情況,研究了切削用量對(duì)鉆削溫度的影響規(guī)律[1]。
目前現(xiàn)有U鉆在斷屑方面存在難斷屑、不斷屑等特點(diǎn),在一定程度上影響了其鉆削性能的發(fā)揮。為了進(jìn)一步提高U鉆的鉆削性能,需要研制一種結(jié)構(gòu)簡(jiǎn)單、容易斷屑的U鉆。本文對(duì)U鉆的刀具結(jié)構(gòu)進(jìn)行了改進(jìn),應(yīng)用AdvantEdge軟件建立了U鉆加工鈦合金的有限元模型,仿真得到優(yōu)化的U鉆刀具仿真云圖。并對(duì)仿真云圖進(jìn)行研究,分析刀具結(jié)構(gòu)改進(jìn)對(duì)加工過程中應(yīng)力P和溫度T等分布規(guī)律的影響,為同類刀具斷屑結(jié)構(gòu)的設(shè)計(jì)提供理論依據(jù)和改進(jìn)方向。
1 幾何模型的建立
1.1 幾何模型的建立概述
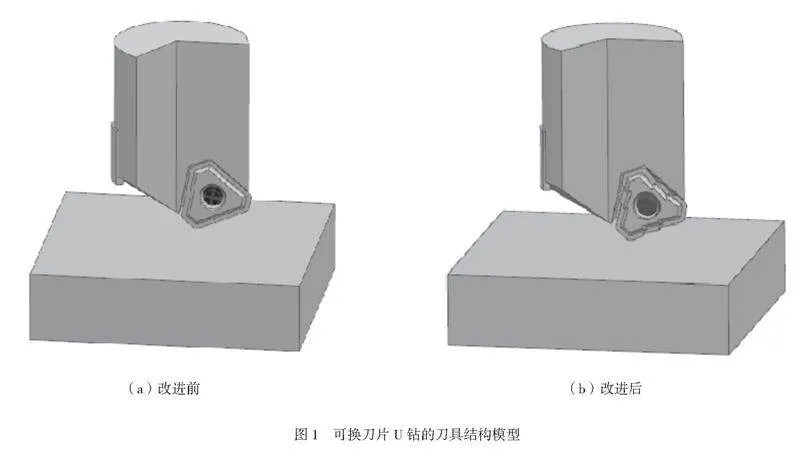
在NX中建立可換刀片U鉆刀具的結(jié)構(gòu)模型。在鉆削過程中,斷屑機(jī)理變形過程包括2個(gè)部分,即鉆削產(chǎn)生的基本規(guī)律變形和鐵屑在流動(dòng)、卷曲過程中產(chǎn)生的附加變形。改進(jìn)前U鉆有斷屑槽,但是沒有分屑槽,斷屑效果不明顯。增加分屑槽,使鐵屑先產(chǎn)生犁溝基本變形規(guī)律,再斷屑,即將大鐵屑細(xì)小化。基于此,本文設(shè)計(jì)了有分屑槽的U鉆刀具的結(jié)構(gòu)模型,改進(jìn)后的刀具U鉆增加了二平折線分屑槽,如圖1所示。
1.2 鉆削參數(shù)、切削力的分析
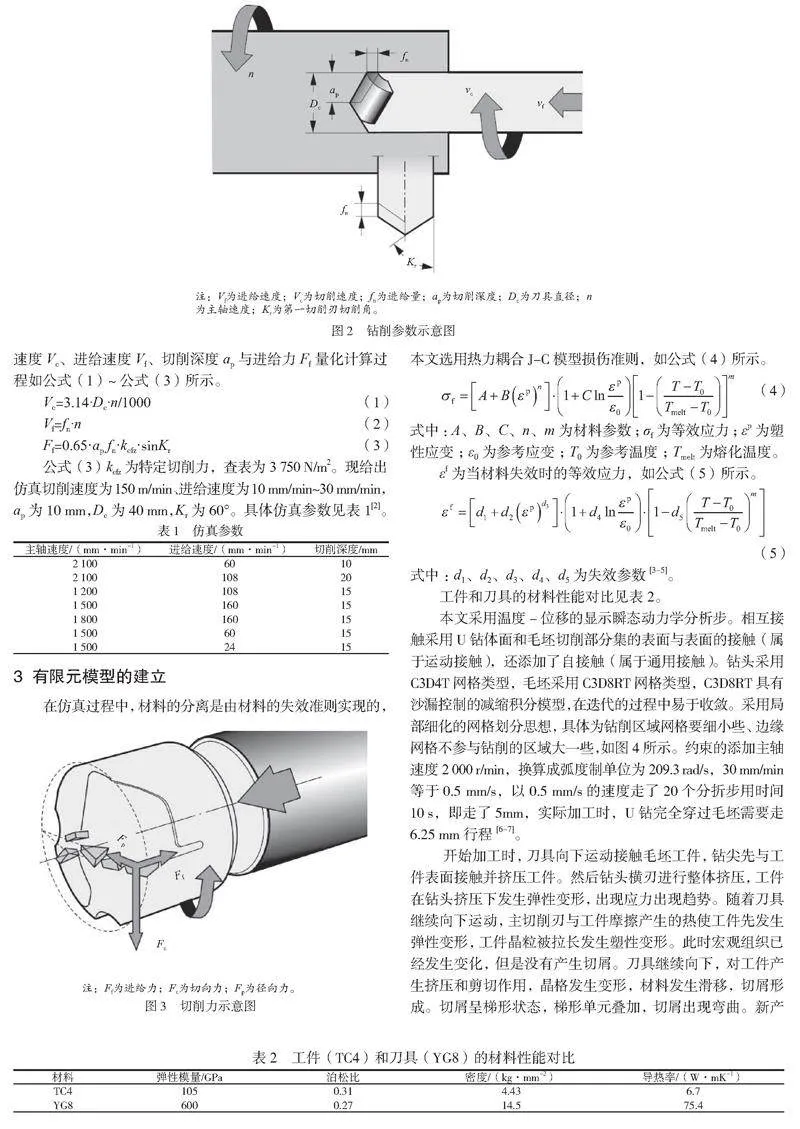
U鉆鉆削軸類管材內(nèi)孔示意圖如圖2所示。在實(shí)際鉆削仿真加工中,Vf=12 mm/min,Vc=150 m/min,fn=0.01 mm/r,ap=10 mm,Dc=40 mm,n=1 200 r/min,Kr=60°。
鉆削中的切削力示意圖如圖3所示。本文采用控制變量法研究切削三要素,即切削速度Vc、進(jìn)給速度Vf和切削深度ap與進(jìn)給力Ff間的關(guān)系。查《鉆削應(yīng)用指南》所得切削速度Vc、進(jìn)給速度Vf、切削深度ap與進(jìn)給力Ff量化計(jì)算過程如公式(1)~公式(3)所示。
Vc=3.14·Dc·n/1000 (1)
Vf=fn·n (2)
Ff=0.65·ap·fn·kcfz·sinKr (3)
公式(3)kcfz為特定切削力,查表為3 750 N/m2。現(xiàn)給出仿真切削速度為150 m/min、進(jìn)給速度為10 mm/min~30 mm/min,ap為10 mm,Dc為40 mm,Kr為60°。具體仿真參數(shù)見表1[2]。
3 有限元模型的建立
在仿真過程中,材料的分離是由材料的失效準(zhǔn)則實(shí)現(xiàn)的,本文選用熱力耦合J-C模型損傷準(zhǔn)則,如公式(4)所示。
(4)
式中:A、B、C、n、m為材料參數(shù);σf為等效應(yīng)力;εp為塑性應(yīng)變;ε0為參考應(yīng)變;T0為參考溫度;Tmelt為熔化溫度。
εf為當(dāng)材料失效時(shí)的等效應(yīng)力,如公式(5)所示。
(5)
式中:d1、d2、d3、d4、d5為失效參數(shù)[3-5]。
工件和刀具的材料性能對(duì)比見表2。
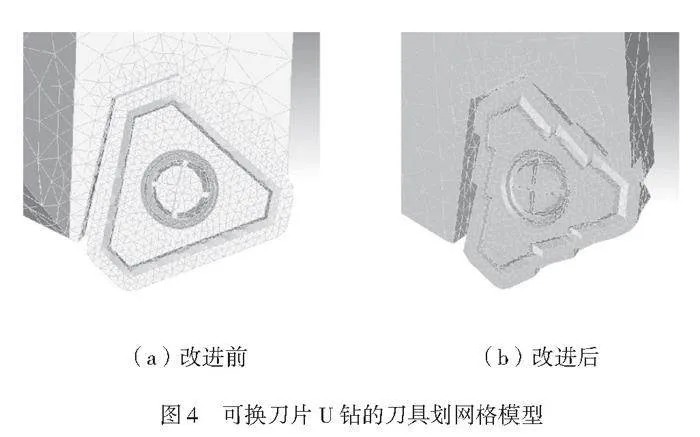
本文采用溫度-位移的顯示瞬態(tài)動(dòng)力學(xué)分析步。相互接觸采用U鉆體面和毛坯切削部分集的表面與表面的接觸(屬于運(yùn)動(dòng)接觸),還添加了自接觸(屬于通用接觸)。鉆頭采用C3D4T網(wǎng)格類型,毛坯采用C3D8RT網(wǎng)格類型,C3D8RT具有沙漏控制的減縮積分模型,在迭代的過程中易于收斂。采用局部細(xì)化的網(wǎng)格劃分思想,具體為鉆削區(qū)域網(wǎng)格要細(xì)小些、邊緣網(wǎng)格不參與鉆削的區(qū)域大一些,如圖4所示。約束的添加主軸速度2 000 r/min,換算成弧度制單位為209.3 rad/s,30 mm/min
等于0.5 mm/s,以0.5 mm/s的速度走了20個(gè)分折步用時(shí)間10 s,即走了5mm,實(shí)際加工時(shí),U鉆完全穿過毛坯需要走6.25 mm行程[6-7]。
開始加工時(shí),刀具向下運(yùn)動(dòng)接觸毛坯工件,鉆尖先與工件表面接觸并擠壓工件。然后鉆頭橫刃進(jìn)行整體擠壓,工件在鉆頭擠壓下發(fā)生彈性變形,出現(xiàn)應(yīng)力出現(xiàn)趨勢(shì)。隨著刀具繼續(xù)向下運(yùn)動(dòng),主切削刃與工件摩擦產(chǎn)生的熱使工件先發(fā)生彈性變形,工件晶粒被拉長(zhǎng)發(fā)生塑性變形。此時(shí)宏觀組織已經(jīng)發(fā)生變化,但是沒有產(chǎn)生切屑。刀具繼續(xù)向下,對(duì)工件產(chǎn)生擠壓和剪切作用,晶格發(fā)生變形,材料發(fā)生滑移,切屑形成。切屑呈梯形狀態(tài),梯形單元疊加,切屑出現(xiàn)彎曲。新產(chǎn)生的切屑推著原來的切屑在棑屑槽里移動(dòng),呈長(zhǎng)卷曲形態(tài)。
2 仿真結(jié)果分析
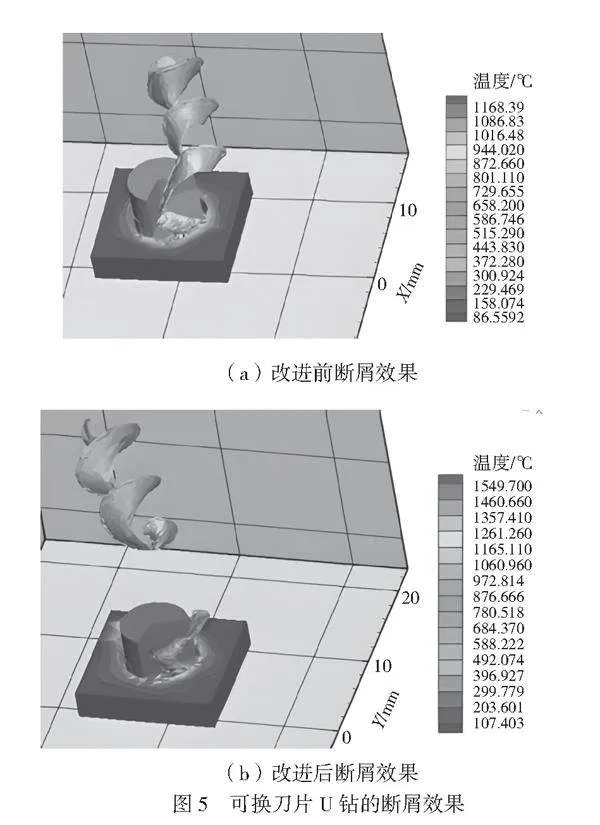
可換刀片U鉆的斷屑效果如圖5所示。改進(jìn)前,刀具應(yīng)力集中,淺色應(yīng)力超出第一個(gè)導(dǎo)向條,有400 MPa;改進(jìn)后的刀具淺色應(yīng)力沒有出現(xiàn)在第一個(gè)導(dǎo)向條處,第二個(gè)導(dǎo)向條處的深色應(yīng)力有920 MPa。很明顯改進(jìn)后的刀具應(yīng)力分布均勻,應(yīng)力集中現(xiàn)象減少較明顯。改進(jìn)前,刀具斷屑槽溫度為685 ℃;改進(jìn)后,刀具在斷屑槽的分屑槽溫度為492 ℃。從梯度溫度的分層看,改進(jìn)后刀具的溫度還沒有擴(kuò)散開。
在實(shí)際鉆削仿真加工中,Vf為12 mm/min,Vc為150 m/min,fn為0.01 mm/r,ap為10 mm,Dc為40 mm,n為1 200 r/min,Kr為60°。改進(jìn)前,刀具最大切削速度為155 m/min,誤差為0.27%,如果仿真誤差在10%以內(nèi),可以認(rèn)為仿真模型是可信的。改進(jìn)后,刀具最大切削速度為153 m/min,誤差為0.19%,改進(jìn)后刀具的整體轉(zhuǎn)速有所降低。
增加分屑槽,使鐵屑先產(chǎn)生犁溝基本變形規(guī)律再斷屑,相當(dāng)于把整體大鐵屑分割成細(xì)小化的小鐵屑。基于這種設(shè)計(jì)思想,本文設(shè)計(jì)了有分屑槽的U鉆刀具的結(jié)構(gòu)模型。改進(jìn)后的刀具U鉆增加了二平折線分屑槽,從圖5的斷屑效果可以看出,改進(jìn)前鐵屑沒有發(fā)生斷屑,改進(jìn)后鐵屑有明顯斷屑出現(xiàn),表明刀具結(jié)構(gòu)的改進(jìn)是有效果的。
影響鉆削變形的因素如下所示。1) 鉆削刃在鉆削平面上產(chǎn)生較大的彈塑性形變。2)中心刃和外刃剪切作用會(huì)使鉆削產(chǎn)生一個(gè)相對(duì)鐵屑的彎矩,使鐵屑發(fā)生卷曲。3) 在完全分屑狀態(tài)下,切削刃刃尖使鐵屑產(chǎn)生強(qiáng)制的附加變形。4) 在鐵屑自由端,隨著鉆削進(jìn)行,鐵屑卷曲半徑增加,碰到孔壁和刀體時(shí),出現(xiàn)二次反向彎曲。5) 變形產(chǎn)生的應(yīng)力超過毛坯材料本身的許用應(yīng)力時(shí),斷削出現(xiàn)。
3 結(jié)論
本文對(duì)U鉆的刀具結(jié)構(gòu)進(jìn)行了改進(jìn),應(yīng)用AdvantEdge軟件建立了U鉆加工鈦合金的有限元模型,仿真得到優(yōu)化的U鉆刀具仿真云圖。研究了刀具改進(jìn)前、后斷屑仿真云圖,分析了加工過程中對(duì)應(yīng)力P和溫度T等分布規(guī)律的影響,以期為同類刀具斷屑槽、分屑槽斷屑結(jié)構(gòu)的設(shè)計(jì)提供理論依據(jù)和改進(jìn)方向。所得結(jié)論如下所示。1) 改進(jìn)前,刀具應(yīng)力集中,淺色應(yīng)力超出第一個(gè)導(dǎo)向條,有400 MPa;改進(jìn)后,刀具淺色應(yīng)力沒有出現(xiàn)在第一個(gè)導(dǎo)向條處,第二個(gè)導(dǎo)向條處的深色應(yīng)力有920 MPa,很明顯改進(jìn)后的刀具應(yīng)力分布均勻,應(yīng)力集中現(xiàn)象減少較明顯。2) 改進(jìn)前,刀具斷屑槽溫度為685 ℃;改進(jìn)后,刀具在斷屑槽的分屑槽溫度為492 ℃。從梯度溫度的分層看,改進(jìn)后刀具的溫度還沒有擴(kuò)散開。3) 改進(jìn)前,刀具最大進(jìn)給速度為155 m/min;改進(jìn)后,刀具最大進(jìn)給速度為153 m/min,改進(jìn)后刀具的整體轉(zhuǎn)速有所降低。4) 改進(jìn)前鐵屑沒有發(fā)生斷屑,改進(jìn)后鐵屑有明顯斷屑出現(xiàn),可以驗(yàn)證刀具的結(jié)構(gòu)改進(jìn)具有一定效果且可行。
參考文獻(xiàn)
[1]鮑永杰,高航.碳纖維復(fù)合材料構(gòu)件加工缺陷與高效加工對(duì)策[J].材料工程,2009(增刊2):254-259.
[2]LAZARA M B,XIROUCHAKISB P.Experimental analysis of drilling fiber reinforced composites[J].International journal of machine tools and manufacture,2011,51(12):937-946.
[3]劉戰(zhàn)鋒,韓曉蘭.典型難加工材料深孔加工技術(shù)[M].北京:科學(xué)出版社,2020.
[4]任書楠,吳丹,陳懇.鉆削碳纖維增強(qiáng)型復(fù)合材料的主切削刃軸向力[J].清華大學(xué)學(xué)報(bào)(自然科學(xué)版),2013(4):487-492.
[5]肖茂華.鎳基高溫合金高速切削刀具磨損機(jī)理研究[D].南京:南京航空航天大學(xué),2010.
[6]李志強(qiáng),樊銳,陳五一,等.纖維增強(qiáng)復(fù)合材料的機(jī)械加工技術(shù)[J].航空制造技術(shù),2003(12):34-37.
[7]錢清,程寓,鄭立輝.基于最大穩(wěn)定度的深孔加工槍鉆結(jié)構(gòu)參數(shù)優(yōu)化[J].組合機(jī)床與自動(dòng)化加工技術(shù),2021(6):155-158.
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24