工業智能相機誤判的處置研究
2024-12-31 00:00:00周華英閆翔何將慶王俊陳健
今日自動化 2024年8期
[關鍵詞]照明光源優化;防抖優化;人機交互二次開發;誤判處置流程
1 工業智能相機的誤判
工業智能相機與普通工業相機的區別主要在于系統集成度和智能化程度。工業智能相機是集圖像采集、處理與通信于一體的微型機器視覺系統,而普通工業相機則更側重于圖像采集功能。此文對誤判問題的研究對普通工業相機視覺系統一樣有效,因此后文簡稱“工業相機”。工業相機在圖像采集、傳輸或處理過程中,由于各種原因導致的圖像質量下降、信息失真或識別錯誤等問題,使得相機無法準確地反映被攝物體的真實狀態或屬性,這就是工業相機的誤判。
2 工業相機基礎知識
2.1 鏡頭與相機
在挑選鏡頭時,需要先理解客戶的具體需求,包括所需的觀察范圍、期望的光學放大倍數、實際操作中的工作距離、對景深的明確要求、所適配的芯片尺寸、相機接口的類型及與光源和照明系統的兼容性。此外,鏡頭的安裝空間也不容忽視。只有全面考慮了這些要素,才能為客戶提供最合適的鏡頭選擇方案。在方案確定后,改變設備尺寸通常不切實際。另外,鏡頭焦距的確定需要根據視場尺寸和圖像傳感器的寬度進行精確計算。這一計算過程對于確保相機能夠全面覆蓋所需的工作區域至關重要。有些廠家提供選項數據庫軟件,可輔助推薦合適的相機及鏡頭。
2.2 光源與照明技術
在工業相機的應用中,光源的精心挑選尤為重要,其主要目的是確保相機能夠接收到足夠且適宜的光線。電子技術的普及使得照明技術與工業相機深度結合,提高了成像精度和效率。而照明技術的目標在于幫助相機捕捉并生成更高質量的圖像。工業相機工作流程中,光線經工件反射,通過鏡頭匯聚在感光元件上,再發送至控制器進行模/數轉換,檢測工件差異信號,形成圖形信息幀,圖像處理技術終極目的是提取工件特性。工業相機照明技術通過調整光線入射角和光場分布,使圖像更清晰,突顯物體細節,拓寬了工業相機的應用領域。
2.3 軟件處理
工業相機軟件處理步驟如下:①圖像采集和處理。軟件實時捕獲相機傳感器傳遞的圖像數據,并運用一系列預處理技術,如去噪、增強和濾波等,旨在優化圖像質量,使圖像特征更清晰。②特征檢測與提取。軟件運用先進的算法和技術,自動發現并提取圖像中的關鍵特征,如邊緣、角點和輪廓等。這些特征信息是后續進行物體識別、定位和測量的關鍵基礎。③閾值或邏輯評估。根據拍攝目的需要編輯合理的閾值或邏輯運算,實現模擬照片轉成評價好壞數字量信號。④輸出結果。根據評價給上位機或PLC(或機器人)設備輸出結果,結束工作。
在軟件處理中工具細分領域,圖像增強處理、數學形態學處理和圖像分割處理等技術也發揮著重要作用。圖像增強處理通過空間域增強和頻域增強等技術手段,優化圖像的對比度和清晰度,為機器視覺系統提供更精準的圖像分析基礎。
隨著人工智能技術的不斷發展,AI圖像識別技術也在工業相機軟件處理中得到了廣泛應用。
3 工業相機優化方法
3.1 工業相機照明優化
在工業相機的照明優化過程中,合理選取背景色對提升傳感器識別性能至關重要。當工件呈現白色時,選擇黑色背景能夠顯著提升識別效果;而當工件為黑色或金屬色時,白色背景則更適用。通過優化背景色以增強色彩對比度,可以確保檢測過程更為穩定可靠,從而保障識別準確性。
偏光鏡,一種特殊濾鏡,可過濾特定光波成分。當工件表面光澤產生光暈時,偏光鏡能顯著減少這一問題。安裝后高亮光澤工件也能穩定檢測。相關試驗顯示,偏光鏡能提升相機對有光澤工件的圖像捕捉能力,特別是顏色和形狀細節。
工業相機照明中,圓型照明輔助附件對于消除工件光澤光暈至關重要。相較于偏光鏡,其在效果不佳時成為理想選擇。
3.2 防抖優化
3.2.1 裝配線振幅采樣
在發動機裝配線上方,安裝1臺工業相機及磁吸振動傳感器,可實時收集并轉化相機振動數據為可分析信號。采用三軸1~200Hz加速度/位移振動檢測傳感器,精準測量相機3方向振動。測試顯示,相機兩周期最大振動速度為78mm/s,位移為2778μm。X軸、Y軸為振幅較小的氣缸的前和后、上和下,Z軸為輥道上工件流向。氣動移動對相機振動影響顯著,共進行3次,受到氣缸阻尼情況,速度位移振幅也隨之變化。
3.2.2 相機防抖優化
需要先清楚使用的工業相機的工作允許振動范圍。如相機標稱:電子快門速度范圍為14μs~520ms,采用全幀曝光方式,感光元件CCD尺寸為1/1.8英寸(14.111mm),分辨率為640×480像素,固定刷新率為217幀/s。在程序中使用10ms曝光時間,鏡頭安裝距離為200mm。相機傳感器為正方形,帶鏡頭時可承受10~500Hz頻率下的10G振動。
為分析此工況下防止因振動導致圖像虛焦的允許每秒移動距離,基于已知參數進行計算。先利用振動加速度(98.1m/s2)和曝光時間(10ms)計算得出在曝光時間內相機因振動導致的最大允許移動距離為0.981mm。接著,將此物理距離轉換為像素單位,得到最大允許像素移動為44.5像素。
由于相機刷新率固定,振動頻率對每秒允許最大移動距離無直接影響。因此,將最大允許像素移動與分辨率寬度和刷新率相乘,再轉換回毫米單位,得出每秒允許的最大移動距離仍為0.981mm。
3.2.3 相機防抖設置
工作環境振動難以避免,且具有隨機性,因此在使用相機時,需特別關注防抖控制。部分相機通過預置參數,特別是外部觸發拍照防抖控制參數,來規避大振動。例如,海康威視某款網絡相機即設有去抖和延時觸發拍照功能。另外,不規范的外部觸發,信號有毛刺尖峰,直接引入外部輸入信號控制相機,可能會誤觸發相機拍照,為了規避這種可能,所以廠家做了去抖處理選項。通過客戶端軟件設置去抖參數(單位μs),可有效實現觸發輸入信號的去抖功能。當設置的去抖時間大于觸發信號時間時,該信號將被忽略,確保拍照準確性和穩定性。
3.3 二次開發優化
例如,利用In–Sight軟件與PLC通訊的工業相機自動曝光補償程序設計,可以在通過In–Sight軟件與PLC之間的通訊,實現工業相機曝光值的自動一鍵補償,以便擴大相機適應場景。設計基于PLC中的組態協議,目的是通過PLC編程控制相機的曝光補償值,以適應不同環境光照條件下的成像需求。
通過人工干預HMI一鍵選項,選擇補償號碼,也可以選擇不補償,曝光權限交回工業相機,程序得到補償號后,傳輸給相機調整曝光值,需人工干預時HMI一鍵補償。此自動曝光補償程序設計適用于沒有遮光箱(罩)保護的復雜光線環境下的工業相機曝光變化補償,實現成像效果俱佳,避免因頻繁聯機人工調整相機引起的設備微停。
具體步驟為:①搭建PLC編程與相機通訊設置;②數據錄入與預處理;③PLC數據塊建立;④HMI選擇框建立;⑤相機曝光值映射地址關聯;⑥綜合聯調,效果跟蹤。
HMI的人工干預與一鍵補償:開發用戶友好的HMI界面,允許操作人員選擇此功能,根據光照傳感器對應的補償值、實時對光照情況進行一鍵補償操作。
PLC根據HMI的指令實時更新曝光補償值,可以根據光線照度變化或來料反光面引起的光線變化,進行修正,避免相機調整停機,以便減少誤判,提供更大的靈活性和適應性。
4 工業相機誤判處置方法
4.1 誤判分類
工業相機誤判可歸納為10種主要問題類型:目標檢測失誤、顏色識別錯誤、運動模糊不清、對比度與亮度不當、圖像噪聲干擾、邊緣模糊問題、焦距不準問題、視角偏差問題、目標重疊問題、照明環境影響等。
4.2 誤判處置方法
目標檢測失誤可能源于目標與背景相似、大小超預期或形狀不規則。針對這些原因,可采用光源優化提高對比度,視覺優化來強化不規則形狀特征,或優化判定邏輯來適應各種目標大小和形狀。
顏色識別錯誤通常與光源顏色和相機色彩校準有關,可通過更換不同純度的光源并重新校準相機色彩參數解決。
運動模糊和虛焦問題則需通過支架加固和防抖優化來解決,改變安裝方式、提升防抖系統性能并優化拍攝參數和算法,都能減少圖像模糊,提高穩定性。
對比度與亮度問題可通過視覺優化和光源優化來改善,調整對比度和亮度,選擇合適的光源,能增強目標可見性,提升圖像質量。
圖像噪聲干擾則需優化相機參數和圖像預處理算法,減少環境光干擾、采用預處理技術、優化算法都能有效降低噪聲影響,提升圖像清晰度。
邊緣模糊問題則可通過鏡頭優化和完善圖像處理算法來解決,這可提升圖像邊緣的清晰度和銳利度。
而焦距不準問題可考慮采取鏡頭校準、圖像處理算法來解決。
視角偏差問題可通過視角調整、變換視角拍攝來解決。而目標重疊問題可通過目標分離算法、分時拍攝來解決。
照明環境影響可通過重新設計光源改善圖像質量,而圖像增強方面可應用圖像增強預處理技術,如自適應直方圖均衡化,或提升圖像對比度,或降低光線不佳對圖像細節的影響。
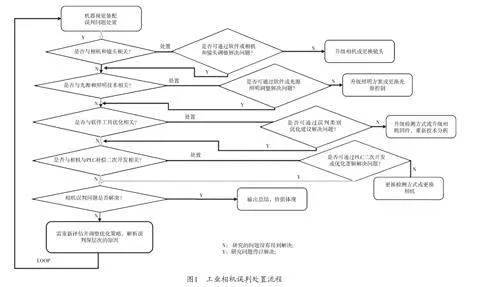
4.3 誤判處置流程
工業相機誤判處置流程如圖1所示。針對工業相機誤判問題,需先進行誤判類別處置意見優化。若優化后仍有誤判現象,應深入審視誤判處置前,確認是否全面分析了工業相機的誤判原因。若未準確診斷問題,則需重新評估并調整優化策略。此外,深入進行工業相機誤判技術分析,追溯其原理、誤判原因,以更精準地解決問題。若經過努力仍無法解決,可能需考慮項目設計的局限性,評估是否需重新設計或采用其他替代方案,以達到最佳視覺效果。
5 結束語
文章深入剖析了工業智能相機應用中的誤判問題,如環境光線、產線振動及軟件特征信息提取等因素導致的成像誤判。面對這些問題,認識到了減少試錯成本、深入了解工藝參數并進行適配使用的重要性。同時,通過相機照明優化、延時曝光、人機一鍵曝光等舉措,可精準地解決現場故障。