塑料模具設計原則
2009-06-09 07:28:48陳建麗陳嬋娟王春艷
商情 2009年6期
陳建麗 陳嬋娟 王春艷
【摘 要】針對塑料模具的功能,塑料產品成型的特殊性能,介紹了塑料模具設計時應注意的事項。
【關鍵詞】塑料模具 分型面 壁厚 拔模斜度 模塑缺陷
塑料模具的功能是雙重的,賦予塑化的塑料以期望的形狀、質量、冷卻并推出塑件。模具決定最終塑件的性能、形狀,尺寸和精度。因此設計先進合理的注射模具結構,是獲得符合質量要求,產品質量穩定,達到最好經濟效益的關鍵。做好塑料模具設計,要把握如下幾個方面的原則:
1 分型面選擇合理
為使產品和澆注系統凝料能從模具中取出,模具必須設置分型面。分型面是決定模具結構形式的重要因素,分模面的設置決定了模具的結構和制造工藝,并影響熔體的流動及塑件的脫模。分型面總的選擇原則是保證塑件質量,簡化模具結構,有利于脫模。選擇時綜合考慮下面因素:
(1)不得位于明顯位置上及影響形狀。分型面不可避免地會在塑件上留下痕跡。最好不要選在產品光滑的外表面。
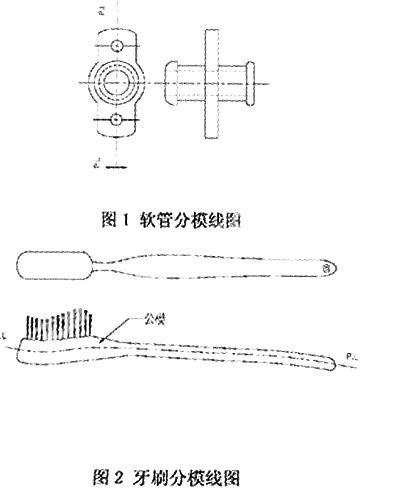
(2)不得由此形成低陷。即分型面的選擇要有利于脫模,盡量避免側抽芯機構。為此分型面要選擇在塑件尺寸最大處。見圖1,由于軟管接頭兩端有低陷段,因此使用“立式分模之分模線”。
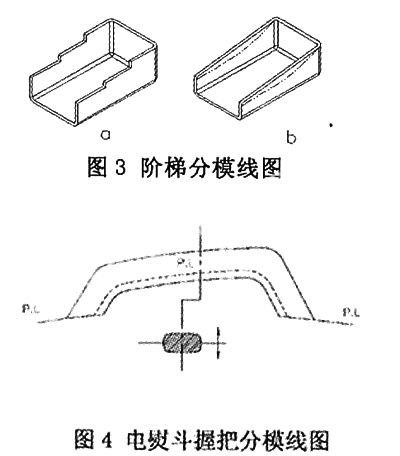
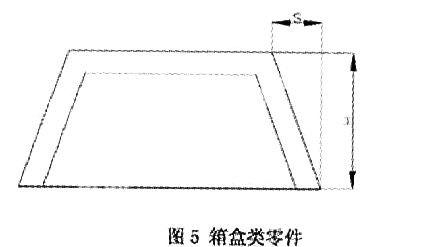
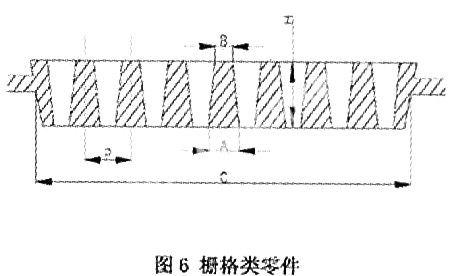
(3)應位于加工容易的位置。如圖2所示,牙刷柄的分模線位于制品最大寬度面上,成形品脫模容易。者模具嵌合線與其外形曲線一致,加工容易。圖3(a)所示分模線為階段形,模具制作及成形品加工困難,圖3(b)改用直線或曲面,可使加工變得容易。圖4為電熨斗的分模線。
由以上分析可見,設計分型面時應根據塑件使用要求、塑件性能和注射機的技術參數以及模具加工等因素綜合考慮,權衡利弊,選擇最優的分型面。
2 拔模斜度恰當選取
為使成形品在型腔中脫出容易,拔模斜度是必須的。斜度的大小視成形品形狀,塑料種類,模具結構,表面精度,以及加工方向等有所不同。普通場合,適當的斜度約為30′~1°30′。有關拔模斜度尚無精確的計算公式。大多情形,完全依據經驗值,在不生妨礙生產的情形下,取較大的脫模斜度。
(1)箱盒及蓋類零件
箱盒及蓋類零件的拔模斜度依制品的高度有所不同。如圖5所示,H為50mm以下者,S/H=1/30~1/50;H超過100mm,S/H<1/60;類似的淺形薄件,S/H=1/5~1/10。杯形制品的脫模斜度,型腔側應較型芯側略為放大。
(2)柵格
柵格類型、尺寸及柵格部全部面積的尺寸,均會使拔模斜度各有差異。柵格節距(P)在4mm以下之場合,拔模斜度為1/10左右;柵格段尺寸(C)較大者,拔模斜度應予加大;柵格高度超過8mm,更有柵格段尺寸(C)較大的情形,將成形品動模側型腔作1/2H以下的柵格。尺寸標示見圖6。
3 壁厚均勻
塑件的壁厚是重要的結構要素,由使用要求和工藝要求決定,對工藝的影響很大,因此合理選擇塑件的壁厚相當重要。就工藝上來說,壁厚過小,塑料在型腔中的流動阻力大,成型困難,特別對于形狀復雜和大尺寸塑件容易出現充不滿的缺陷或要較大提高注射壓力;壁厚過大,不僅增加成本,還會產生延長冷卻時間,加長成型周期,降低生產效率,此外,還容易產生縮孔、氣泡等缺陷。壁厚應以各處均一為原則,但由于塑件的構造,或成形上壁厚必需變化者,并且由于經濟原因亦需對壁厚作適當調整。決定壁厚必需考慮下列各點:(1)構造強度,(2)脫模強度,(3)能均勻分散沖擊作用,(4)嵌合金屬件部分防止開裂(成型材料與金屬材料的熱膨脹系數不同,收縮時容易產生裂痕),(5)結構對流動的阻礙,防止充填不足。壁厚(t)對各種成形材料可能的充填距離(L)之值匯列于表1中。壁厚的選取根據塑料的品種,成型件尺寸的大小而定。熱固性塑料的小型塑件,壁厚取1.5~2.5mm,大型取3.2~8mm,流動性差的塑料取較大值,但一般不超過13mm。熱塑性塑料流動性較好,易于成型薄壁塑件,常取1~4mm,最薄可達到0.25mm。一般材料的壁厚使用范圍見表2。
參考文獻:
[1]陳萬林.塑料模具設計與制作教程[M].北京希望電子出版社,2001,1.
[2]郭新玲.塑料模具設計[M].清華大學出版社,2008,6.
[3]朱光力,萬金保. 塑料模具設計[M].清華大學出版社,2007,6.
