色織棉滌交織綢的生產技術
2009-07-16 09:33:58管亮于君
中國纖檢 2009年6期
關鍵詞:產品設計
管 亮 于 君
摘要:
介紹了在劍桿織機上織造經精梳50S棉紗、緯100D滌長絲交織綢的產品設計與生產工藝,以供開發其他相關色織物時參考。
關鍵詞:劍桿織機;棉滌交織物;產品設計;色織技術
近年來,色織產品所應用的原料已從傳統的純棉、滌/棉擴大到毛、絲、麻、粘膠、腈綸、氨綸及Tencel等原料,尤其各種原料的交織、混紡色織產品成為市場的“寵兒”。高支純棉色織布雖穿著舒適、吸濕透氣,但不耐穿、易起皺;滌/棉色織布雖彌補了全棉布的不足,但畢竟是混紡,其各自纖維性能較難得到充分發揮;而棉滌交織色織物則能較好地滿足人們對美的追求,也符合大眾的消費觀念。現將在GTX型劍桿織機上開發的一種色織棉滌交織綢的品種設計與生產情況介紹如下。
1產品設計
1.1織物風格特點
通過深入廣泛的市場調研,盡可能滿足消費者的“外形美觀,穿著舒適,洗滌方便,利于運動,價廉物美”的需要,設計出的棉做經、滌長絲做緯的色織交織物,該織物經絲光處理后較好地滿足了這一要求,既保持了棉的吸濕透氣的優點,同時又保持了滌綸纖維的良好的綜合機械性能,如耐穿、抗皺,具有較強的仿綢效果,適宜做夏令襯衫、裙料等。產品一投放市場,便得到廣大消費者的青睞。
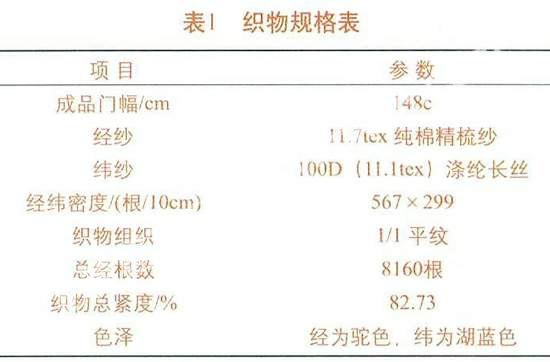
1.2織物規格
織物規格見表1。
1.3工藝流程及主要生產設備
經紗:11.7tex 純棉精梳紗→松式絡筒→筒子染色→倒筒(1332型絡筒機)→整經(G122型高速整經機)→漿紗(祖克S432型漿紗機)→穿經→織造(GTX型劍桿織機);
緯紗:100D滌長絲→倒筒(1332型絡筒機)→熱濕定型 →織造(GTX型劍桿織機);
織造(GTX型劍桿織機)→坯布檢驗→退漿→絲光→定型→成品檢驗→入庫。
另外,在后整理時可根據客戶的要求加入抗菌劑、抗靜電劑、芳香劑等,以達到功能化整理的目的。
2主要生產技術措施
2.1漂染工序
紗線漂染是織造準備工序的第一道重要工序,紗線經過漂染之后,其機械物理性能將起變化,因此嚴格控制紗線染色質量是保證后道各工序順利進行的關鍵之一。考慮到經紗采用11.7tex 純棉精梳紗,其截面內的纖維根數少,強力相對較低,為減少紗線漂染時強力損失和毛羽的產生等,采用高溫高壓的筒子染色工藝。在染色前的松式絡筒時應盡可能做到筒子卷繞松軟、卷繞密度小而分布非常均勻,這樣方可保證筒染的質量。經紗染色時,盡可能采用不損傷纖維的染料,色差應嚴格控制,避免返工回修,造成色紗質量指標下降;另外要保證色紗染色牢度,避免后道工序中出現沾色(俗稱“色毛羽”)現象。
2.2絡整工序
色紗絡筒采用1332P型絡筒機,工藝原則為“大隔距、低車速、輕張力、小伸長”,張力盤重5g,車速120m/min,從而保證了筒子成形良好。有條件的話可使用電子清紗和手持式空氣捻接器,這更有利于提高絡筒質量。
整經采用國產較為先進的G122型高速整經機。整經工序的重點是保證經軸張力均勻、排列均勻、卷繞均勻,并且盡可能采用低張力工藝,做到少斷頭、少停臺,這樣既減少整經張力的變化,又減少產生倒斷頭和漿紗割頭的可能性。根據品種的特點,整經車速偏低掌握,為350m/min;筒子架張力分區分段配置成九區段調節,并合理排筒,以保證整經片紗張力和排列均勻。
2.3漿紗工序
漿紗工序是半制品工序中最關鍵的環節。經過染色后的11.7?tex 純棉精梳紗,強力不勻率會有所增大,因有殘留染料離子存在,靜電荷增加;又因是熟紗,棉蠟已大部分被去除,漿液浸透性較好。漿紗宜采用“中車速、小張力、低伸長、大回潮、浸透為主、兼顧被覆”的工藝原則。
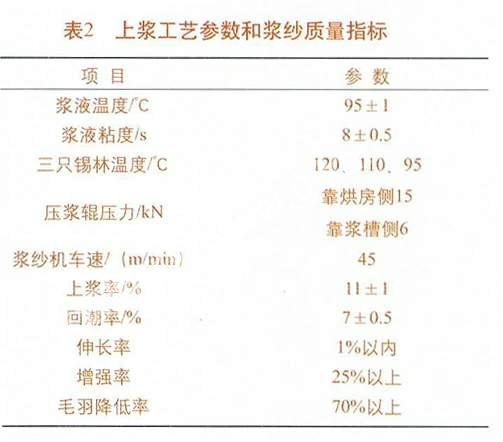
采用德國祖克S432型漿紗機,雙漿槽、雙浸雙壓漿紗。根據經紗的特點,漿料配方選用PVA和變性淀粉為主的混合漿,其主要上漿工藝參數和漿紗質量指標見表2。
2.4織造工藝
在Picanol GTX型劍桿織機上織制高支高密棉滌交織物,必須采取相應的工藝技術措施,合理調節織造參數。針對品種的要求及織機的“強張力、小開口、短打緯”工藝特點,織造時采取的工藝措施如下:
2.4.1開口機構的調節
(1)綜平時間:為了使劍桿織機能順利地引緯,并減少經緯紗的斷頭,織造時綜平時間調整為316°,這樣可以減少劍桿在梭口的擠壓度,利于織造。
(2)梭口高度:梭口高度的選擇取決于劍桿尺寸、筘座動程的大小、經紗性能的優劣、織物組織結構等,考慮到這個品種紗號細、經密高,故梭口高度定為34mm,比一般品種稍大些。綜平時綜框頂端距綜框側導軌上端的距離為135 mm。
(3)綜框動程:根據品種特點,查閱織機使用手冊,采用“+2”水準,即第1到8頁綜的綜框動程A值分別為32 mm、44 mm、56 mm、66 mm、76 mm、84 mm、92 mm、99mm。
2.4.2引緯機構的調節
(1)儲緯量的調節:針對緯紗用的是100D滌綸長絲,在儲緯鼓上易滑移,故儲緯量相對而言要大些,這樣必須移動儲緯接近開關的位置,增大儲緯量,增大紗圈的排列間距,以適應引緯時高速退繞的需要。
(2)緯紗張力的調節:由于織機的入緯率在800 m/min以上,并且滌綸長絲的彈性較好,若緯紗張力過大,一方面容易造成緯紗的斷頭,另一方面引緯結束后緯紗易因回彈造成緯縮或爛邊等疵點,故在不影響引緯的條件下宜偏小掌握。
(3)劍頭夾持鉗的調節:由于劍桿引緯的對象是纖細、光滑的滌長絲,劍頭夾持時易滑脫,造成脫緯,故一方面須適當調大劍頭的夾持力,另一方面須適當調大劍頭的夾持深度,同時也要及時做好緯紗通道部分的清潔工作,這樣便可有效地減少緯向停臺。
(4)引緯時間:引緯時間在劍桿引緯時就是進劍時間和退劍時間,其過早過遲,都會增加經紗摩擦力,不利于織造。根據品種特點及織機的允許調節范圍,為保證引緯、開口、打緯運動之間良好的協調性,進劍時間為62°,退劍時間為276°,這有利于劍頭在梭口中順利通過,有效地減少劍頭進出梭口時的擠壓度。
2.4.3經紗上機張力的調節
經紗上機張力的調節必須根據原料特點和織機的結構特點而定。由于采用共軛凸輪打緯機構,打緯動程小,梭口小而短,為使開口清晰,理應將經紗上機張力調大些,但經紗系用11.7tex 純棉精梳紗,細而強力較低,故經紗上機張力調節時只能適中掌握,其原則是既要保證梭口清晰,又要盡可能降低經紗斷頭率。
2.4.4經位置線的調節
針對品種特點,宜采用不等張力梭口,故確定后梁高度為12?cm檔,后梁深度為8?cm檔,停經架高度為6?cm檔,停經架深度為3?cm檔。這樣綜平時,經紗在綜絲眼、停經架托桿、后梁上三點成一線,較好地滿足了劍桿引緯的要求和布面質量。
2.4.5加強清潔工作
機臺清潔工作要加強,特別是走劍板、導劍板、劍頭劍帶、綜絲及筘齒要保持清潔光滑,不能有毛刺,否則會拉絲、鉤絲,從而增加經緯紗的斷頭率。
3結語
目前色織行業是競爭性比較激烈的行業,面對國內當前色織產品低水平、大路貨過度競爭的形勢,要充分發揮高檔劍桿織機的優勢,結合企業的自身特點,不斷地進行技術創新、產品創新,同時要注意國內、國際兩個市場的開拓,只有這樣才能在激烈的市場競爭中處于不敗之地。近幾年來,我們不斷地在高檔織機上成功地開發一系列新產品的實踐充分驗證了這個道理。
(作者單位:南通市纖維檢驗所)
猜你喜歡
包裝工程(2022年12期)2022-07-04 03:05:42
汽車實用技術(2022年7期)2022-04-20 11:44:44
工業設計(2021年6期)2021-07-09 04:03:35
中國寶玉石(2020年4期)2020-09-23 07:52:10
中國寶玉石(2020年4期)2020-09-23 07:51:46
中國寶玉石(2020年4期)2020-09-23 07:51:36
中國交通信息化(2019年3期)2019-06-18 11:07:54
電子制作(2018年10期)2018-08-04 03:24:30
藝術評論(2017年9期)2017-10-21 01:34:29
工業設計(2016年1期)2016-05-04 03:58:15
