數控車削典型零件加工
2009-09-29 08:16:52許韶洲
企業技術開發·中旬刊 2009年5期
許韶洲
摘要:文章通過對典型數控車削零件加工工藝的分析,切削參數、加工指令選擇,最終制定加工方案,保證加工零件的精度。
關鍵詞:工藝分析;加工方案;進給路線;控制尺寸
中圖分類號:TG519.1 文獻標識碼:A文章編號:1006-8937(2009)10-0155-02
隨著數控技術的不斷發展和應用領域的擴大,數控加工技術對國計民生的一些重要行業(IT、汽車、輕工、醫療等)的發展起著越來越重要的作用,因為效率、質量是先進制造技術的主體。高速、高精加工技術可極大地提高效率,提高產品的質量和檔次,縮短生產周期和提高市場競爭能力。而對于數控加工,無論是手工編程還是自動編程,在編程前都要對所加工的零件進行工藝分析,擬定加工方案,選擇合適的刀具,確定切削用量,對一些工藝問題(如對刀點、加工路線等)也需做一些處理。并在加工過程掌握控制精度的方法,才能加工出合格的產品。
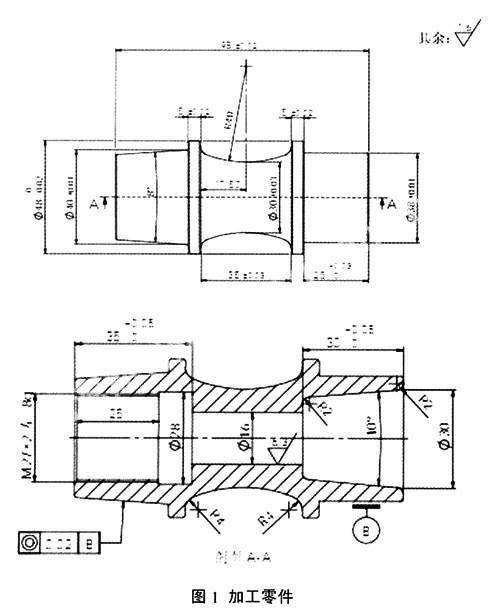
1加工零件圖(圖1)
2確定零件車削加工方案
零件圖紙工藝分析—確定裝夾方案—確定工序方案—確定工步順序—確定進給路線—確定所用刀具—確定切削參數—編寫加工程序。
2.1零件圖紙工藝分析
該零件尺寸精度要求較高,有外圓錐面,外圓弧面,內錐,內槽,內螺紋等形面。精度上,外圓Φ48與Φ38等外徑及長度方向尺寸精度較高。并且左圓錐面與右圓柱面具有同軸度要求,可見該零件結構復雜,適合數控加工。
2.2裝夾方案
形位精度的要求確定了零件的裝夾方案,從該零件可看出,需要經過多次掉頭裝夾才能達到要求。應先夾住左端面,除了直徑Φ40的外錐及內螺紋內槽不需加工外,其它的需加工完畢。接著掉頭夾住Φ38的外徑加工剩余的部分。第二次裝夾需以Φ38的外徑及左端面定位,采用百分表找正,才能較好保證同軸度。還需注意,第二次裝夾時該零件屬薄壁件,易變形,夾緊力要適當。
2.3工序方案
分為四道工序:工序1,夾住零件右端,夾位為30長,加工Φ48、Φ38柱面、R40、R4圓弧、保證外徑各個長度。工序2,加工Φ16、Φ30內圓柱,圓錐面、R2圓弧、保證內徑各個長度。工序3,工掉頭裝夾Φ38×25柱面,控制總長,加工Φ40外錐面;工序4,鉆螺紋底孔,加工內槽。內螺紋。
2.4確定工步順序、進給路線及刀具
確定進給路線的工作重點,主要在于確定粗加工及空行程的進給路線,因精加工切削過程的進給路線基本上都是沿其零件輪廓順序進行的。
進給路線泛指刀具從對刀點(或機床固定原點)開始運動起,直至返回該點并結束加工程序所經過的路徑,包括切削加工的路徑及刀具切入、切出等非切削空行程。
在保證加工質量的前提下,使加工程序具有最短的進給路線,不僅可以節省整個加工過程的執行時間,還能減少一些不必要的刀具消耗及機床進給機構滑動部件的磨損等。
而刀具的選擇也是數控加工中重要內容之一,它不僅影響機床的加工效率,而且直接影響加工質量。編程時,選擇刀具通常要考慮機床的加工能力、工序內容、工件材料等因素。如下是對該零件工步順序、刀具的選擇。
①粗車外圓表面。刀具:90°,外圓刀片,80°菱形刀片。Φ48、Φ30外圓、R40圓弧。②半精車R4過渡圓弧。刀具:Φ6圓形刀。③粗車內孔端部,刀具:三角形刀片。這道工步是為下一道工步服務,減少鉆削加工變形。④鉆削內孔深部。刃具:Φ16鉆頭。⑤粗車內錐面。刀具:55°,菱形刀片。⑥精車右端面。刀具:55°,菱形刀片。⑦精車內錐面。刀具:93°,菱形刀片。⑧精車外圓及圓弧面。刀具:93°,外圓刀片,R3圓弧車刀。⑨掉頭裝夾,粗、精車左端面,保證總長。刀具:55°,菱形刀片。⑩粗車Φ40外錐面。刀具:90°,外圓刀片。?輥?輯?訛粗、精螺紋底孔。刀具:93°,菱形刀片。?輥?輰?訛精車Φ40外錐面。刀具:93°,外圓刀片。?輥?輱?訛車內螺紋退刀槽及車螺紋。刀具:90°,內槽刀片及60°內螺紋刀片。
2.5確定切削用量
切削用量是衡量工作運動大小的數值,它的選擇與保證工件質量和提高生產效率有密切的關系。切削用量主要包括切削速度、進給量和切削深度。切削用量大小決定著加工時間、刀具壽命和加工質量。經濟有效的加工方式必然是合理的選擇了切削用量。如下是對該零件切削用量的選擇。
①外圓柱面。
粗車:S=600r/min F=80mm/minap=4mm
精車: S=1000r/min F=100mm/minap=1mm
②內圓柱面。
粗車:S=600r/min F=60mm/minap=3mm
精車: S=1000r/min F=80mm/minap=1.5mm
③內槽S=600r/min F=50mm/minap=4mm
④內螺紋S=600r/min
2.6指令 ( GSK980T系統 )選擇
①準備功能指令GOO G01 G71 G73 G75 G76
②輔助功能指令M03 M05 M08 M09 M00 M30
③刀具功能代碼T
④主軸功能代碼S
3控制尺寸精度的方法
數控加工中,經常碰到這樣一種現象:程序自動運行后,停車測量,發現工件尺寸達不到要求,尺寸變化無規律。這時可采取以下常用的控制尺寸的方法。
①修改刀補值保證尺寸精度。由于第一次對刀誤差或者其他原因造成工件誤差超出工件公差,不能滿足加工要求時,可通過修改刀補使工件達到要求尺寸,保證徑向尺寸方法如下:根據“大減小,小加大”的原則,在刀補001~004處修改。如用1號切斷刀切槽時工件尺寸大了0.2mm,而001處刀補顯示是X3.8,則可輸入X3.6,減少1號刀補。②修改程序控制尺寸。如用2號外圓刀加工完上圖工件后,經粗加工和半精加工后停車測量,各軸段徑向尺寸如下:φ48.06mm、φ38.03mm。這時,可以采用修改程序的方法進行補救,方法為把X48改為X47.93,X38改為X37.97,這樣一來,這兩處外圓能達到要求。
經過上述程序和刀補雙管齊下的修改后,再調用精車程序,工件尺寸一般都能得到有效的保證。
4結 語
數控車削加工是基于數控程序的自動化加工方式,實際加工中,操作者只有具備較強的加工工藝分析能力和豐富的實踐技能,方能編制出高質量的加工程序,加工出高質量的工件。
參考文獻:
[1] 晏初宏.數控加工工藝與編程[M].北京:化學工業出版社,2004.
