PTT/PET并列型復(fù)合紡絲工藝研究
2010-01-17 03:21:53徐海兵
化纖與紡織技術(shù) 2010年3期
徐海兵
(浙江舒美特紡織有限公司,浙江 紹興 312080)
聚對苯二甲酸丙二酯(PTT)和聚對苯二甲酸乙二酯(PET)[1],同屬于聚酯系列,分子鏈中同時存在剛性鏈苯環(huán)和柔性亞甲基(—CH2—),并由酯基(—CO—O—)連接,是典型的剛?cè)峁泊娴木€型大分子。兩者的分子結(jié)構(gòu)主要差異在于:PET分子鏈鏈節(jié)上有兩個亞甲基,而PTT分子鏈鏈節(jié)上有三個亞甲基。
PTT/PET復(fù)合纖維由PTT和PET兩種組份構(gòu)成,由于兩種組份在截面中呈不對稱分布且兩組份的拉伸性能和熱收縮性能存在差異,從而使整根纖維產(chǎn)生螺旋卷曲構(gòu)型,纖維自發(fā)地形成三維空間螺旋狀卷曲,稱之為“自卷曲纖維”[2],這種卷曲結(jié)構(gòu)的復(fù)合長絲具有三維立體、持久穩(wěn)定、彈性好等特點(diǎn),加工成的織物具有手感蓬松、彈性優(yōu)良等優(yōu)點(diǎn)。
1 試驗
1.1 原料
PET切片:廣東開平聚酯有限公司生產(chǎn)的半消光切片,熔點(diǎn)260 ℃,特性黏度:0.5~0.7 dL/g。
PTT切片:殼牌化學(xué)公司生產(chǎn)的消光切片,熔點(diǎn)225 ℃,特性黏度0.9~1.3 dL/g。
1.2 設(shè)備
結(jié)晶干燥設(shè)備:鄭州中遠(yuǎn)設(shè)備有限公司生產(chǎn);
復(fù)合紡絲設(shè)備:深圳新綸工程公司生產(chǎn);
卷繞機(jī):日本TMT公司生產(chǎn),ATI-612C/6型;
加彈機(jī):無錫宏源機(jī)械公司生產(chǎn),F(xiàn)K6-800型。
1.3 生產(chǎn)工藝流程

2 結(jié)果與討論
2.1 PTT/PET復(fù)合纖維原料選擇
選擇與PTT切片相容性好的PET切片,使其在一定紡絲溫度下的熔體表觀黏度盡可能與PTT相當(dāng),減少紡絲彎腳,具備良好的可紡性,以適應(yīng)PTT/PET雙組份纖維紡絲的要求[3]。為此,本文在PET常規(guī)半消光切片(黏度0.6~0.7dL/g)和低黏半消光切片(黏度0.5~0.6 dL/g)以及PTT切片(黏度0.9~1.0 dL/g和黏度1.2~1.3 dL/g)的選擇方面反復(fù)試驗,PTT/PET雙組份纖維紡絲切片特性黏度的搭配如表1所示。結(jié)合生產(chǎn)實(shí)際情況,綜合考慮生產(chǎn)狀況的穩(wěn)定性及產(chǎn)品性能確定了最佳原料組合,即特性黏度0.5~0.6 dL/g的PET切片,特性黏度1.2~1.3 dL/g的PTT切片。
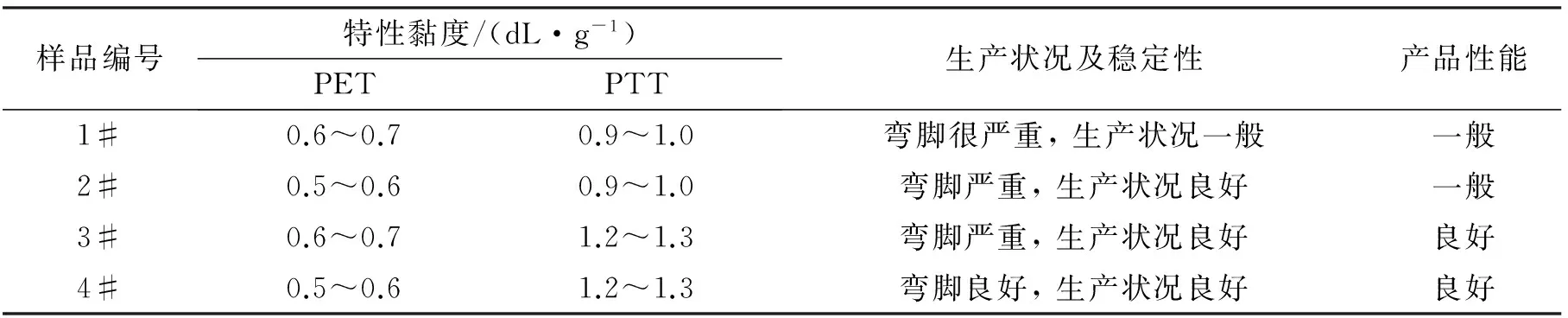
表1 PTT/PET復(fù)合纖維紡絲切片黏度搭配效果
2.2 特種紡絲組件設(shè)計
因熔融狀態(tài)下,PET、PTT的流動性能和力學(xué)性能有較大差異,PTT在高溫下降解特別嚴(yán)重,針對這一情況專門設(shè)計了符合本產(chǎn)品要求的特種紡絲組件(整體凸臺式),每套組件包括熔體分配板、凸臺板、噴絲板,并且對材質(zhì)、加工精密度(表面粗糙度、制造公差)、組件內(nèi)熔體均勻分配、噴絲板規(guī)格(長徑比、加工精確度控制)作了嚴(yán)格要求,使噴絲頭拉伸比在規(guī)定范圍內(nèi),以利于紡絲順利進(jìn)行。同時為了使兩組份有效地結(jié)合,形成良好的物理結(jié)構(gòu),通過對各種不同噴絲孔的多次試驗,最終確定以“8”字形噴絲孔進(jìn)行批量生產(chǎn)[4]。
2.3 生產(chǎn)工藝制定
2.3.1 干燥結(jié)晶
PTT的熔點(diǎn)和玻璃化溫度較低,易于結(jié)晶,且PTT結(jié)晶速率較快,可免去結(jié)晶,直接干燥,即在120~140 ℃、低露點(diǎn)熱風(fēng)下停留8~12 h,切片含水率控制在0.05% 以下即可紡絲;PET干燥結(jié)晶條件與常規(guī)紡絲干燥條件相同[5]。
2.3.2 紡絲溫度
由于PTT聚合物與PET的熔融溫度相差超過30 ℃,根據(jù)兩種不同組份原料的特性以及兩者在生產(chǎn)中復(fù)合比的情況,考慮兩種聚合物的生產(chǎn)工藝參數(shù)在控制要求上的差異,要避免兩種熔體在熔融紡絲過程中發(fā)生因熱降解差異過大而造成的紡絲困難。經(jīng)試驗,最終選擇PET(特性黏度0.5~0.6 dL/g)紡絲溫度280~290 ℃,PTT(特性黏度度1.2~1.3 dL/g)紡絲溫度為255~270 ℃作為最佳溫度設(shè)定值。
2.3.3 卷繞
PTT/PET雙組份復(fù)合長絲由于纖維的特性帶來卷繞的困難,通過工藝調(diào)整(包括卷繞角、接觸壓力、導(dǎo)絲盤超喂)可解決,從而取得良好的成形和理想的滿卷率。
165 dtex/68 f PTT/PET復(fù)合長絲導(dǎo)絲盤超喂、卷繞張力、成形及生產(chǎn)狀況如表2。
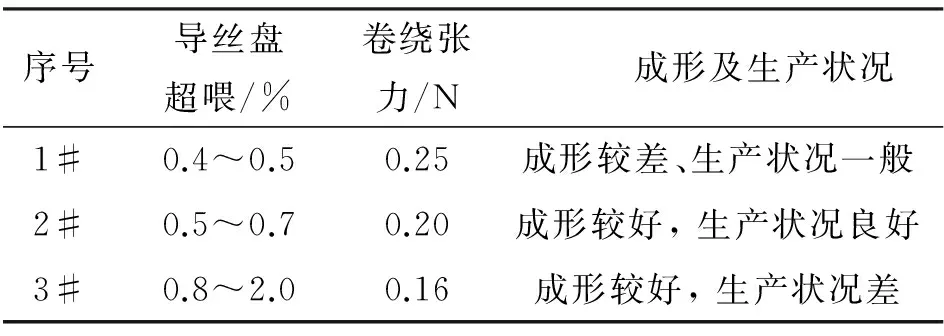
表2 卷繞工藝
根據(jù)產(chǎn)品質(zhì)量優(yōu)劣,最終確定導(dǎo)絲盤超喂率控制在0.5%~0.7%,卷繞張力0.2 N。
2.3.4 紡絲速度
紡絲速度對復(fù)合絲的物理機(jī)械性能有很大影響。隨著紡絲速度的提高,纖維的強(qiáng)度增大,伸長減小[6]。以165 dtex/68 f PTT/PET并列型復(fù)合長絲為例,在不同紡絲速度下產(chǎn)品指標(biāo)、生產(chǎn)狀況如表3。
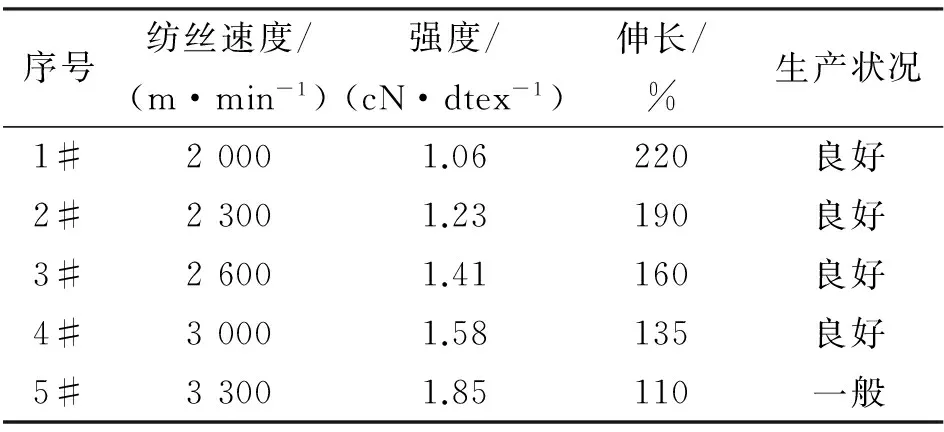
表3 紡絲速度與產(chǎn)品質(zhì)量關(guān)系
通過對表3數(shù)據(jù)進(jìn)行分析研究,同時根據(jù)產(chǎn)品的性能要求,最終確定紡絲速度為2 500~3 000 m/min。
2.3.5 假捻
后加工機(jī)器采用加熱器為非接觸式的疊盤式變形機(jī),針對POY的伸長等具體指標(biāo),調(diào)整拉伸比等工藝參數(shù),可以順利進(jìn)行加彈加工,所得DTY無出現(xiàn)毛絲、僵絲以及拉伸不足等現(xiàn)象。但拉伸比較普通加彈工藝明顯降低,約1.30~1.40;熱箱溫度155~165 ℃;D/Y比2.0左右。
2.3.6 PTT、PET復(fù)合比的確定
PTT、PET復(fù)合比與纖維的性能和外觀密切相關(guān),也與紡絲工藝密切相關(guān),我們篩選出不同復(fù)合比與不同性能產(chǎn)品對應(yīng)的紡絲加工工藝,以豐富PTT/PET雙組份彈性纖維品種。為使產(chǎn)品具有良好的性能,PET/PTT復(fù)合比通常在40/60~50/50之間,隨著復(fù)合比的改變,產(chǎn)品彈性、收縮性能均有變化。表4是PET/PTT復(fù)合比對產(chǎn)品性能影響。
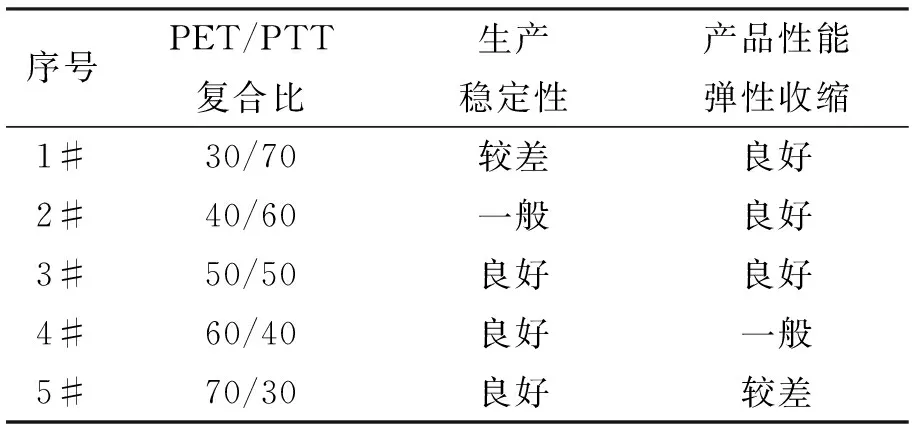
表4 PET/PTT復(fù)合比對產(chǎn)品性能影響
2.4 產(chǎn)品技術(shù)性能指標(biāo)
PTT/PET復(fù)合纖維產(chǎn)品各項技術(shù)性能如表5所示。

表5 PTT/PET雙組份纖維產(chǎn)品性能
從表5數(shù)據(jù)可知,產(chǎn)品的各種技術(shù)性能指標(biāo)均優(yōu)于國家標(biāo)準(zhǔn),能滿足后續(xù)織造和染整加工的要求。
3 結(jié)語
對PTT/PET原料選擇、紡絲組件設(shè)計、復(fù)合紡絲工藝及加彈工藝進(jìn)行系列大生產(chǎn)試驗,對各工藝條件進(jìn)行優(yōu)化組合,選擇特性黏度0.5~0.6 dL/g的PET(紡絲溫度280~290 ℃)和特性黏度1.2~1.3 dL/g的PTT(紡絲溫度255~270 ℃)切片,以40/60~50/50(PET/PTT)的復(fù)合比,可以生產(chǎn)出質(zhì)量穩(wěn)定、性能較好的PTT/PET并列型復(fù)合長絲,并實(shí)現(xiàn)批量化生產(chǎn)。
[1]姚穆,周錦芳,黃淑珍,等.紡織材料學(xué)[M].(第二版).北京:中國紡織出版社,1990.
[2]錢竑,王府梅,趙俐.PTT纖維與產(chǎn)品開發(fā)[M].北京:中國紡織出版社,2006.
[3]王慷,羅錦,徐廣標(biāo),王府梅.PTT/PET卷曲長絲的拉伸和彈性回復(fù)性能[J].合成纖維,2009,38(5):15-19.
[4]王顯樓,余榮華.高速紡絲拉伸變形工藝與設(shè)備 [M].北京:紡織工業(yè)出版社,1987.
[5]吳大誠.合成纖維熔體紡絲[M].北京:紡織工業(yè)出版社,1980.
[6]董紀(jì)震,趙耀明,陳雪英,曾憲珉,等.合成纖維生產(chǎn)工藝學(xué) [M].(第二版).北京:中國紡織出版社,1990.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機(jī)械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03