化纖卷繞機的噪聲測試與分析
2010-01-17 03:18:46馬曉建王生澤過名言段隆江
化纖與紡織技術 2010年3期
關鍵詞:振動
蘇 振,馬曉建,王生澤,過名言,陳 斌,段隆江
(1.東華大學機械工程學院,上海 201620;2.上海太平洋機電(集團)有限公司,上海 201620)
化纖卷繞機是化纖生產行業的主要生產設備之一,用來將以熔體紡絲法制成的化纖長絲卷繞成一定容量的卷裝。其工作轉速高(大都在10 000 r/min 以上),而且尺寸較大,因此工作時常常會產生較大的振動和噪聲。過大的振動不但影響到化纖的質量而且會對環境造成污染,影響其它設備的精度及操作人員的身心健康。對卷繞機的噪聲加以分析,有助于卷繞機結構的改進,降低卷繞機的噪聲,提高化纖質量。
1 卷繞機機構及產生噪聲成因
化纖卷繞機是一個參數時變的、多界面耦合的、典型的復雜機電系統。它主要由高速橫動裝置、接觸輥、錠軸(筒管夾頭)、傳動機構及其它功能裝置(如斷絲檢測裝置、剎車控制裝置、落筒裝置、生頭裝置、尾絲卷繞裝置等)組成[1]。
筒管夾頭軸是卷繞機的關鍵部件,也是影響卷繞機振動和噪聲特性的主要因素。它主要由夾緊、支承、剎車、松筒、動力輸入等結構組成。在正常工作時,隨著絲餅半徑逐漸增大,其轉速、卷裝質量與剛度在變,外在的激勵也在變,所以筒管夾頭軸是一個變質量、變剛度、變轉速、柔性支撐的懸臂細長薄壁高速轉子系統[2]。其結構如圖1所示。
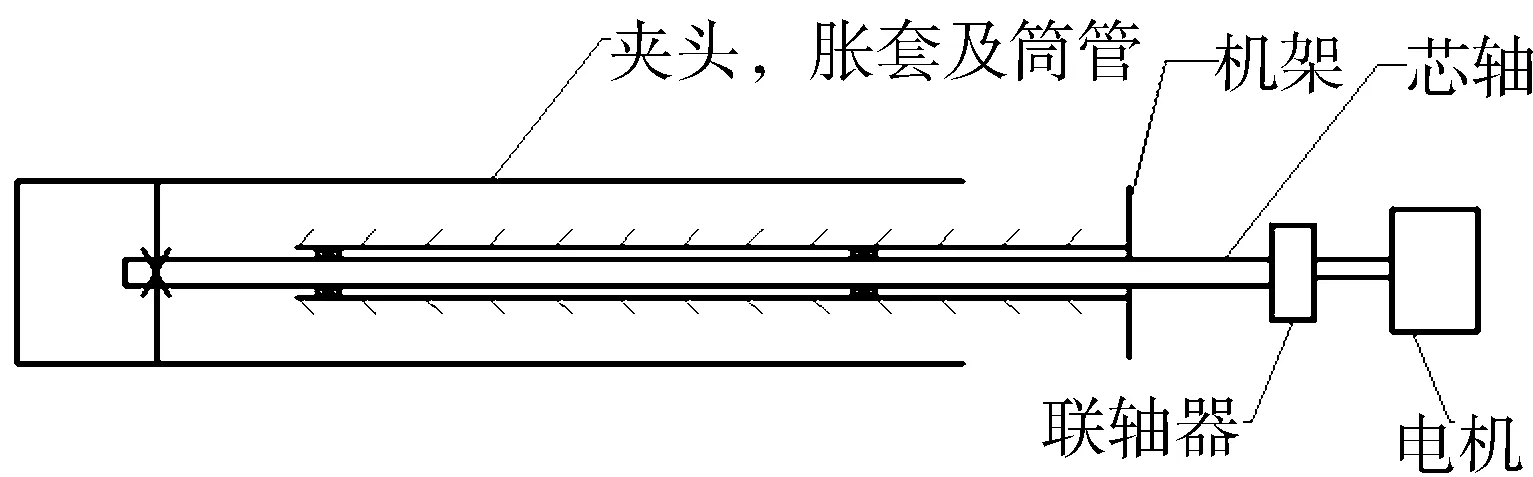
圖1 卷繞機筒管夾頭結構示意圖
化纖卷繞機的噪聲主要是由其結構本身振動產生的,振動主要是由于筒管夾頭旋轉時的質量不平衡引起的。這種不平衡包括兩方面因素:一是機構本身的加工及裝配誤差,如錠軸的加工和裝配誤差等[3];二是生產中隨著卷裝質量的逐漸增加,卷裝密度局部不均勻、卷裝質量分配不均勻。上述兩因素都會導致卷裝質量的主慣性軸與旋轉軸線不重合,旋轉時產生不平衡離心力而產生振動。
2 卷繞機噪聲測試系統

PULSE系統平臺包括硬件系統和軟件系統兩部分,硬件系統為3560B型智能數據采集前端,軟件系統為7700型平臺軟件(包括7700型FFT分析和7771型CPB分析)。本次試驗采用的PULSE平臺其額定功率為30 W,電源為電壓值10~32 V的電池或直流供電,頻率范圍0~25.6 kHz,轉換精度為ADC/DAC24位,傳聲器聲音靈敏度達到50 mV/P,頻率響應3.15~2 000(+/-2 dB),動態范圍為15~147 dB。
噪聲測試系統如圖2所示。
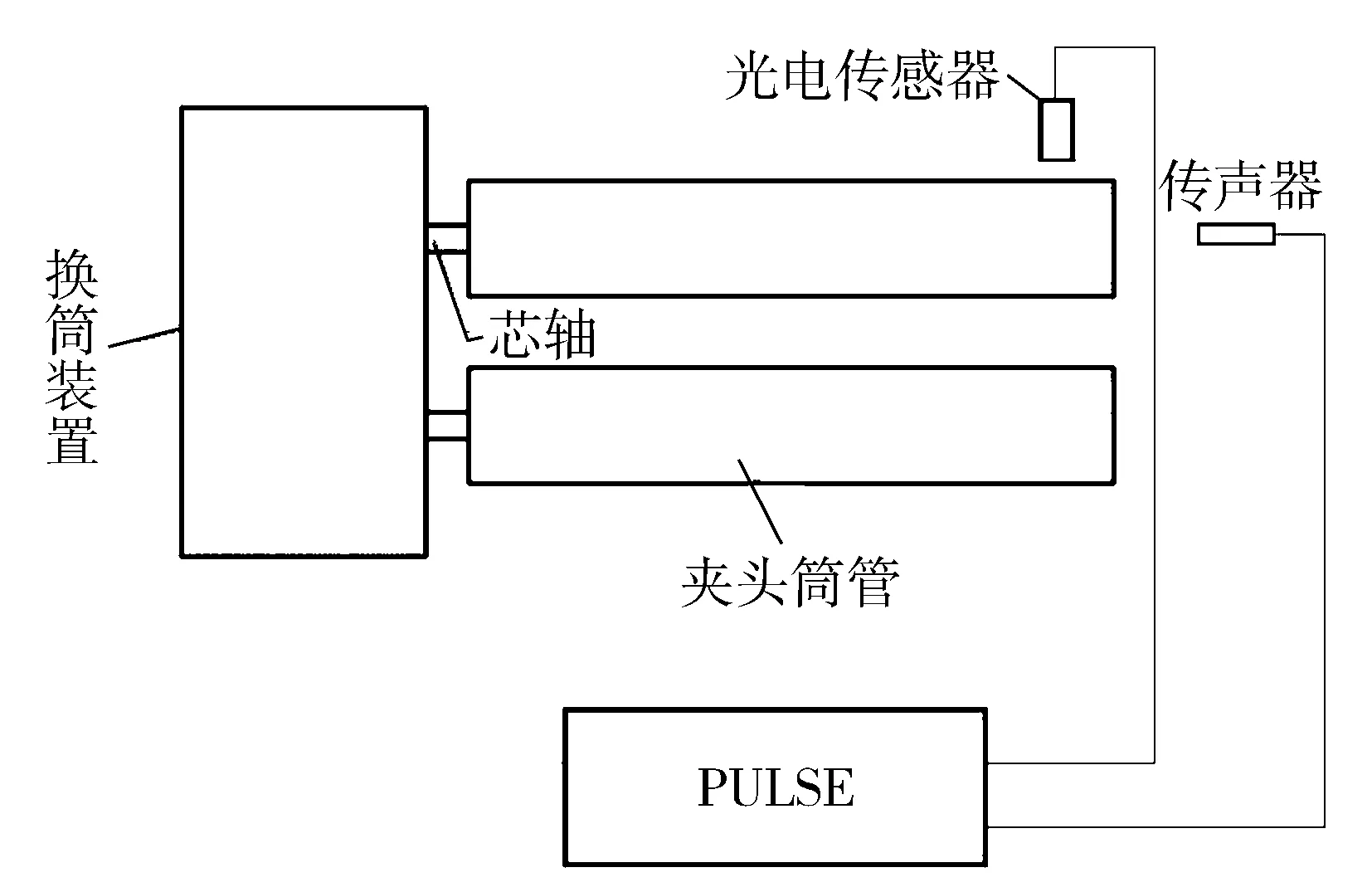
圖2 卷繞機噪聲測試系統示意圖
3 化纖卷繞機噪聲測試與分析
根據國家頒布的《工業企業廠界噪聲標準》(GB12348-1990)Ⅲ類標準,化纖工廠的噪聲白天不超過65 dB(A),夜間不能超過55 dB(A)。基于此標準對某種型號卷繞機進行噪聲測試分析,以采取有效減震、隔聲、消音等降噪措施確保廠界噪聲達到此要求。
本試驗所采用某型號卷繞機的筒管長1 500 mm,可裝夾10絲餅,最高工作轉速6 000 m/min,筒管直徑為134 mm。
從7 500 r/min開始,在不同轉速下測試了該型號化纖卷繞機的噪聲,結果如圖3所示。
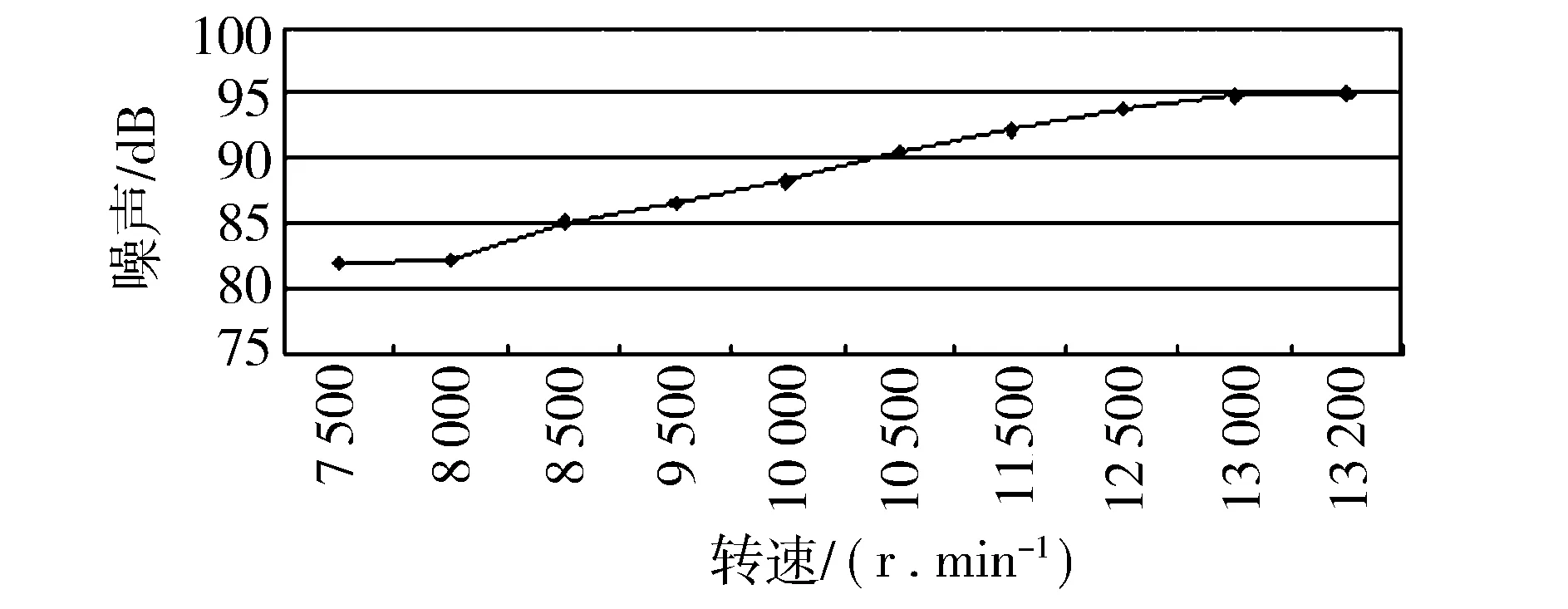
圖3 不同轉速下試驗用化纖卷繞機的噪聲
從圖3可以看出,該卷繞機的噪聲隨著轉速的升高逐漸增強,在轉速達到13 000 r/min-1后噪聲增強的速度變得比較平緩,為了分析主導該卷繞機噪聲的主要因素,分別對9 500 r/min、10 000 r/min、10 500 r/min和12 500 r/min轉速下的噪聲進行頻譜分析,見圖4、圖5、圖6、圖7。
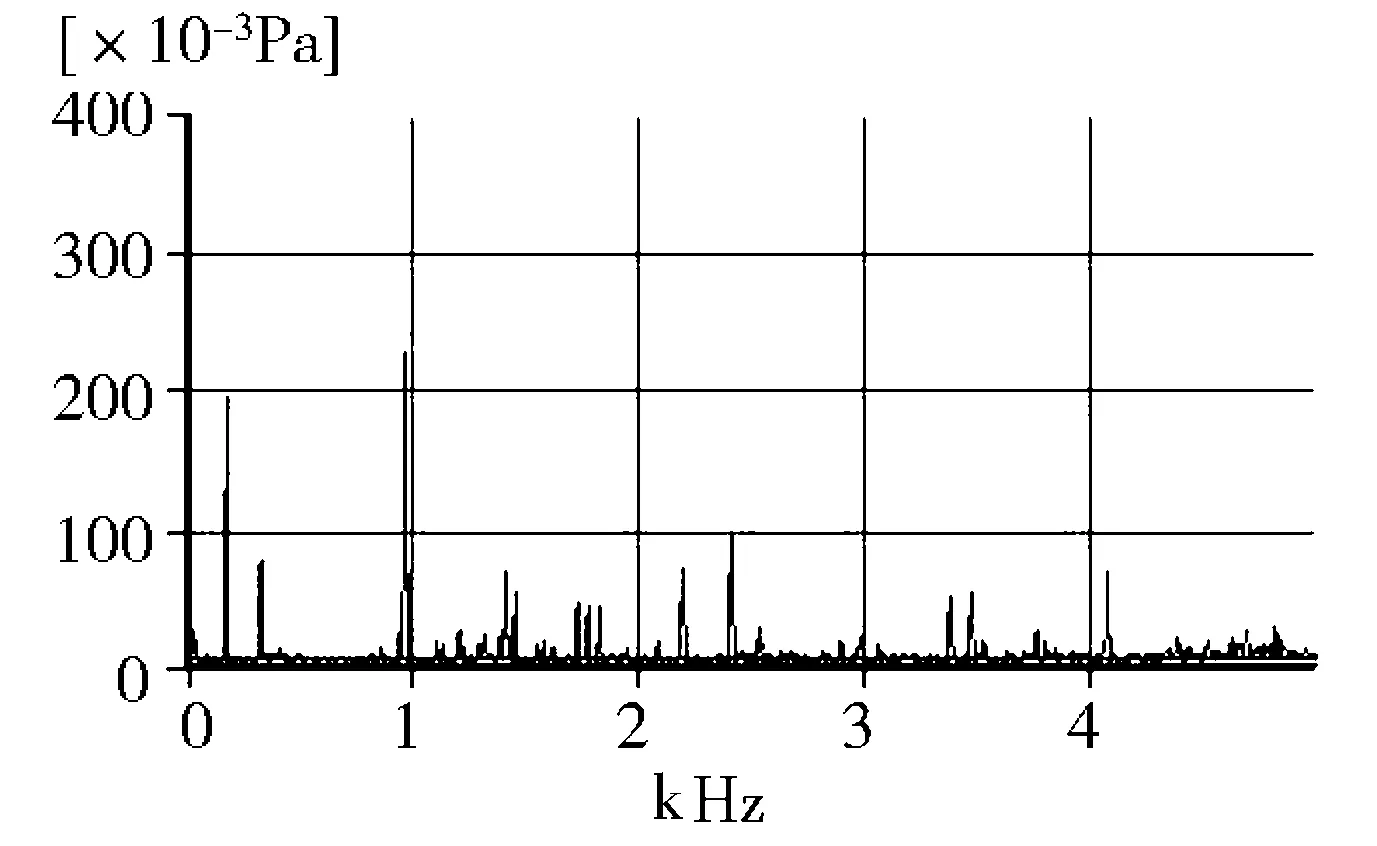
圖4 9 500 r/min的噪聲頻譜

圖5 10 000 r/min的噪聲頻譜
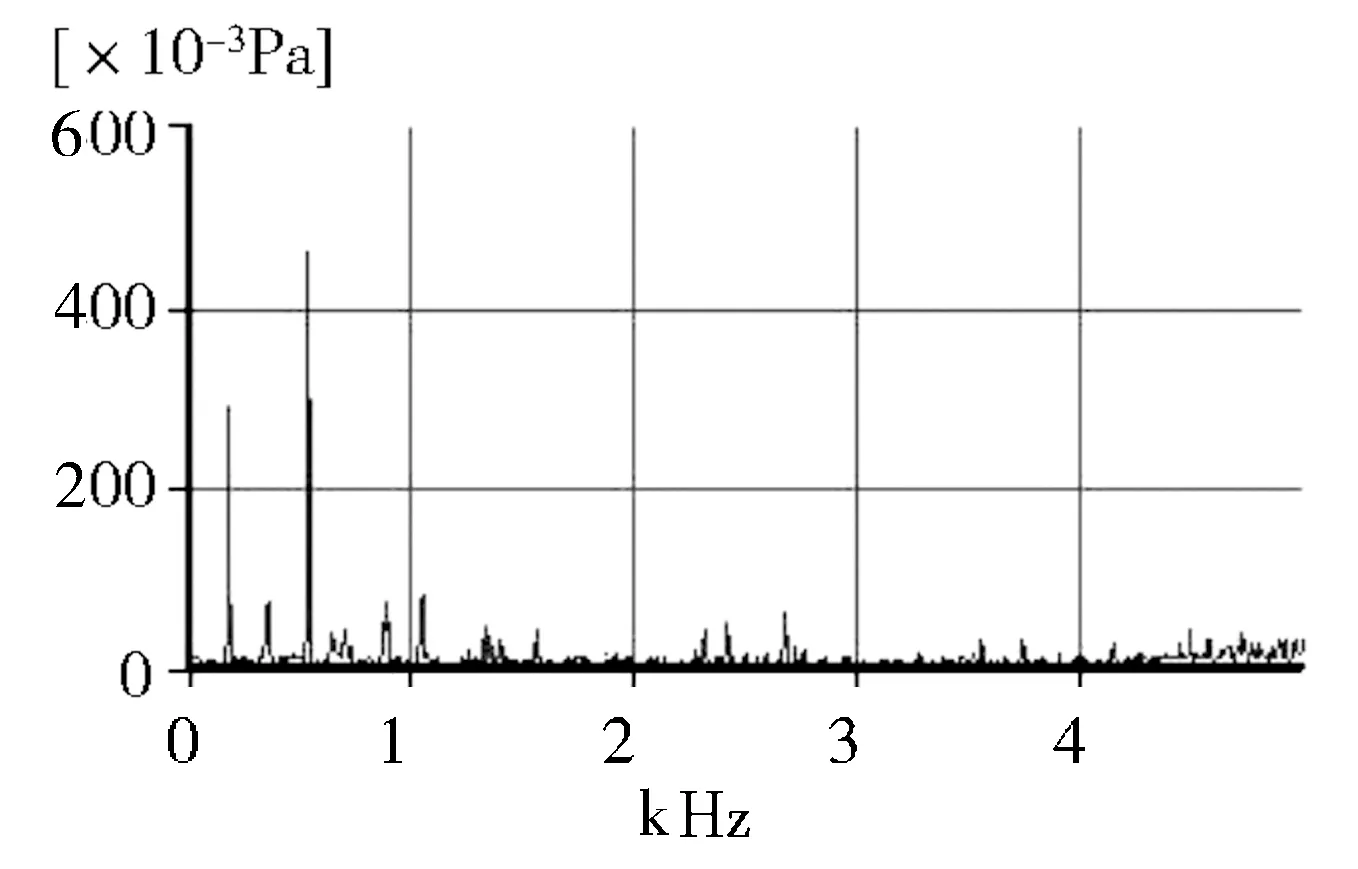
圖6 10 500 r/min的噪聲頻譜
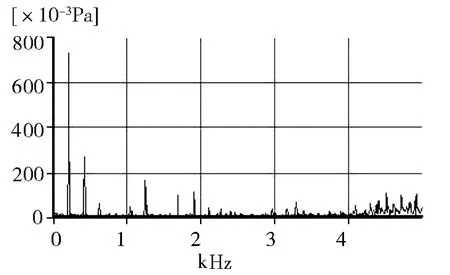
圖7 12 500 r/min的噪聲頻譜
從圖4至圖7可以看出,所有這幾張頻譜圖都存在兩個位置比較穩定的譜峰,它們位于低頻段,對應于卷繞機工作轉速和它的倍頻,同時也存在一個比較明顯的變化趨勢,那就是隨著轉速的升高,轉速所對應的譜峰的高度也隨之增高,在前半過程上升較慢,在10 500 r/min以后上升速度加快。
比較圖4和圖5,在1 kHz左右有一個十分明顯的譜峰,該譜峰隨著轉速的升高而變小,轉速增加到10 500 r/min(對應于圖6)后,相應位置已經沒有明顯的譜峰。
在轉速達到10 500 r/min時,頻譜(圖6)中出現一個550 Hz左右的譜峰,當轉速增加到12 500 r/min后該譜峰消失。
噪聲是由振動在空氣中的傳播所引起,對于該試驗用的化纖卷繞機來說,引起它振動的主要因素就是筒管夾頭及其組件的偏心、變形等造成的不平衡在旋轉時所引起的激勵,轉速越高,激勵越強烈,卷繞機的噪聲就越強,在頻譜上所對應的譜峰就越高。對于550 Hz和1 000 Hz所出現的兩個譜峰,并不是始終存在的,它們只存在于若干轉速下,也就是說只有在特定的激勵下才有,因此,它們對應于裝置的某個固有頻率。除此之外,還存在一些幅值不大的譜峰簇,它們主要是由氣流和摩擦所引起。
4 結論
影響化纖卷繞機噪聲的主要因素是旋轉速度以及筒管夾頭的結構。對于該試驗用卷繞機,隨著轉速的升高,噪聲逐步增強,10 500 r/min以后噪聲快速加劇。對不同轉速下測得的噪聲進行頻譜分析,結果表明:整個機構在550 Hz和1 000 Hz兩處存在固有頻率。為了降低卷繞機的噪聲,除了可以采用被動降噪措施以外,還可以改變結構尺寸、支承形式以改變固有頻率或改變工作轉速使它避開共振。
[1]郭英.合成纖維機械原理與設計[M].北京:紡織工業出版社,1990:149-200.
[2](美)金斯伯格.機械與結構振動:理論與應用[M].白化同、李俊寶譯.北京:中國宇航出版社,2005:471-495.
[3]徐斌.SW46/D型高速卷繞機轉動件平衡分析[J].合成纖維工業,2000,23(5):60-61.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00