芳烴型催化重整操作條件的分析及優化
2010-01-29 02:10:32周紅軍石銘亮翁惠新凌澤濟
石油學報(石油加工) 2010年2期
關鍵詞:催化劑
周紅軍,石銘亮,翁惠新,凌澤濟
(1.華東理工大學石油加工研究所,上海200237;2.中國石化揚子石化股份有限公司,江蘇南京210048)
催化重整是石油煉制與加工的主要過程之一。它是在一定溫度、壓力、臨氫和催化劑存在的條件下,使石腦油轉變成富含芳烴的重整生成油,并副產氫氣和液化石油氣的過程。重整生成油辛烷值高、硫含量低,可直接用作車用汽油的調和組分,也可以經芳烴抽提制取苯、甲苯和二甲苯等芳烴,副產的氫氣是煉油廠加氫裝置用氫的主要來源之一。催化重整反應動力學模型的研究與開發對于重整反應器設計、產品組成預測、優化生產操作等具有重要意義,能為企業帶來巨大的經濟效益。
由于催化重整反應體系含有300多種組分,涉及的反應更是不計其數,反應網絡非常復雜,屬于典型的復雜反應體系。對于該類反應動力學,一般采用集總的方法進行研究。自1959年 Smith[1]提出催化重整4集總反應動力學模型以來,人們根據研究開發目的的不同,對催化重整集總反應動力學模型進行了大量的研究[2-8]。隨著國民經濟的快速發展,對芳烴的需求量越來越大,以生產芳烴為主的大型連續重整裝置和工藝在我國得以迅速發展。針對我國芳烴型重整裝置的實際需要,同時面向未來石油化工精細化發展要求,筆者開發了催化重整27集總反應動力學模型[9],并通過工業數據對模型進行了驗證。
筆者在催化重整27集總反應動力學模型的基礎上分析了操作變量對反應的影響,并對操作變量進行了優化。
1 動力學模型
催化重整27集總反應動力學網絡如圖1所示。考慮到不同碳原子數烴類反應速率的差異,同時兼顧對裂化產物組成和氫氣的預測,將全部組分按碳原子數劃分為C1~C10+組分,并將 C5以上組分劃分為烷烴、五元環烷烴、六元環烷烴和芳烴4部分;為了能對芳烴的組成進行較為詳細地預測,除了將芳烴組成按碳原子數劃分外,還根據芳環取代基的個數進一步將C8芳烴細分為二甲苯和乙苯,將 C9芳烴細分為三甲苯、甲乙苯和丙苯,總計27個集總。
相關的反應速率方程包括不可逆反應的速率方程式(1)和可逆反應速率方程式(2)。
不可逆反應:

可逆反應:
式(1)、(2)中的 kij由式(3)獲得,而式(3)中的 φij可由式(4)計算。

圖1 催化重整集總反應網絡Fig.1 Lumped reaction network of catalytic naphtha reformingA6—Benzene;A7—Toluene;A10+—C10+aromatics; EB—Ethylbenzene;MEB—Methylethylbenzene; 5N6—Methylcyclopentane;6N6—Cyclohexane; 5N7—C7 five-membered ring naphthene; 6N7—C7six-membered ring naphthene; 5N8—C8five-membered ring naphthene; 6N8—C8six-membered ring naphthene;N9—C9naphthene; N10+—C10+naphthene;P1—Methane;P2—Ethane; P3—Propane;P4—Butane;P5—Pentane;P6—Hexane; P7—Heptane;P8—Octane;P9—Nonane;P10+—C10+alkanes; PB—Propylbenzene;TMB—Trimethylbenzene;XY—Xylene.
對于移動床徑向流反應器,假設每一反應器環軸截面處的催化劑、溫度和各組分濃度分布均勻,且無返混現象,按理想的活塞流處理,所得物料衡算及熱量衡算方程如式(5)、(6)所示。
2 操作變量分析
某芳烴廠采用了UOP公司的第1代移動床連續重整工藝。該工藝的核心反應器由4個重疊的徑向流反應器組合而成,催化劑在4個反應器中的分布比例為1∶1.5∶2.5∶5.0。筆者以該芳烴廠的重整裝置為對象進行操作變量分析和優化。操作變量分析條件如表1所示。在實際操作中,由于受設備條件的限制,反應壓力調節余地很小,故筆者主要對4個反應器的進口溫度、催化劑使用時間、空速、氫/烴摩爾比等7個操作變量進行分析。在對其中1個操作變量進行分析時,其他獨立操作變量保持不變。進行操作變量分析及優化的數學基礎為所建立的27集總反應動力學模型。

表1 催化重整裝置的操作條件Table 1 Operation conditions for a catalytic naphtha reforming
3 結果與討論
3.1 催化重整裝置工藝條件對各反應產物收率的影響
3.1.1 反應器進口溫度
圖2為芳烴產率、二甲苯產率、C5+液收率、辛烷值(RON)和催化劑出口積炭量與催化重整裝置反應器進口溫度的關系。芳烴產率隨第1、2和3反應器的進口溫度升高先增后減,而隨第4反應器的進口溫度升高而單調增加。二甲苯產率隨反應器進口溫度升高單調增加。C5+液收率隨反應器進口溫度升高單調減少,而重整生成油的辛烷值則隨反應器進口溫度升高而單調增大。催化劑出口積炭量隨反應器進口溫度升高單調增加。各反應器進口溫度對芳烴產率、二甲苯產率、C5+液收率、辛烷值和催化劑出口積炭量的影響程度不同,其影響程度由大到小的順序為 TInlet4、TInlet3、TInlet2和 TInlet1,這與各反應器中發生的主要反應有關。第1反應器中主要進行強吸熱的環烷烴脫氫芳構化反應,反應非常快,從而導致反應溫度驟降,抑制了其它反應的進行。在 TInlet1變化范圍內,快速強吸熱的環烷烴脫氫芳構化反應能夠將反應溫度迅速降低而使其他反應得到抑制,所以 TInlet1對芳烴產率、二甲苯產率、C5+液收率、辛烷值和催化劑出口積炭量的影響都最小。
3.1.2 液時空速(L HSV)
圖3為催化重整芳烴產率、二甲苯產率、氫氣產率、C5+液收率、辛烷值及催化劑出口積炭量與液時空速(L HSV)的關系。芳烴、二甲苯和氫氣產率隨L HSV增加而單調減少;C5+液收率隨L HSV增加而單調增加,而辛烷值則隨L HSV增加而單調減小;催化劑出口積炭量隨L HSV增加而單調增大。L HSV增大意味著反應物與催化劑的接觸時間減少,反應苛刻度下降,芳烴產率、二甲苯產率、氫氣產率及辛烷值隨之而降,C5+液收率隨之而增加;L HSV增大同時意味著催化劑的處理負荷增加,從而導致催化劑出口積炭量增大。圖4為第4反應器進口溫度變化時,芳烴產率與L HSV的關系。由圖4可見,當裝置處理量增大時,可通過提高第4反應器進口溫度來實現目標芳烴產率。
3.1.3 氫/烴摩爾比(n(H2)/n(Hydrocarbon))
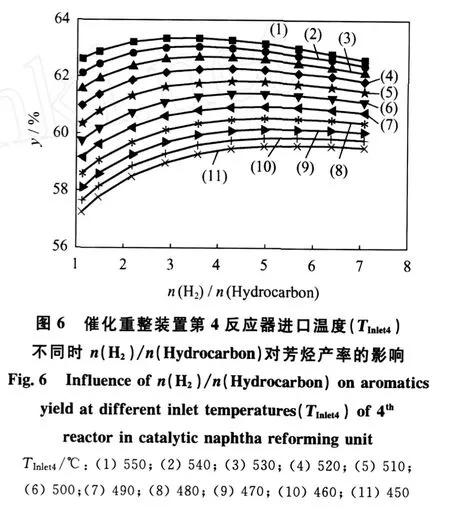
圖5為芳烴產率、二甲苯產率、氫氣產率、C5+液收率、辛烷值和催化劑出口積炭量與n(H2)/n(Hydrocarbon)的關系。隨著 n(H2)/ n(Hydrocarbon)的增大,芳烴產率先增后減、二甲苯產率增加、氫氣產率減少、C5+液收率減少、辛烷值增大、催化劑出口積炭量減少。隨著 n(H2)/ n(Hydrocarbon)的增大,加氫裂化及氫解反應速率加快,導致氫氣產率及C5+液收率減小;積炭反應速率減小,使催化劑出口積炭量下降。在低n(H2)/n(Hydrocarbon)范圍內,催化劑積炭失活嚴重,增加 n(H2)/n(Hydrocarbon)有利于提高催化劑活性,因而有利于提高芳烴質量產率;而在高 n(H2)/n(Hydrocarbon)范圍內,n(H2)/ n(Hydrocarbon)的增加會加劇重芳烴的裂化,進而導致芳烴產率下降。圖6為第4反應器進口溫度變化時,芳烴收率與 n(H2)/n(Hydrocarbon)的關系。從圖6可見,當 n(H2)/n(Hydrocarbon)發生變化時,可通過適當調整第4反應器進口溫度來保證芳烴產率。

圖2 催化重整裝置反應器進口溫度對產物產率(y)和辛烷值(RON)的影響Fig.2 Influence of reactor inlet temperatures in catalytic naphtha reforming unit on yields(y)and RON of products(a)Aromatics yield;(b)Xylene yield;(c)C5+liquid yield;(d)RON;(e)Coke yield;(1)Inlet 1;(2)Inlet 2;(3)Inlet 3;(4)Inlet 4
3.1.4 催化劑使用時間(tC)
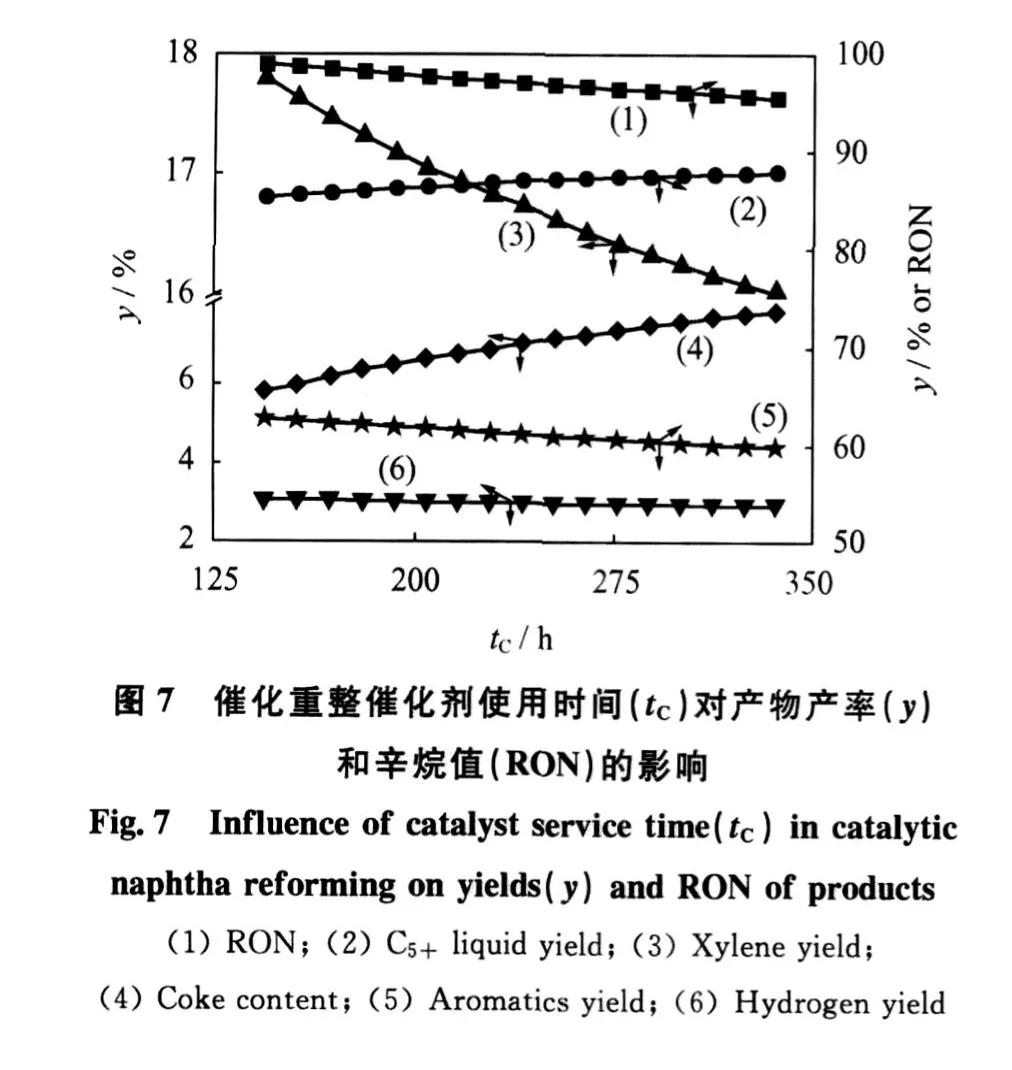
圖7為催化重整芳烴產率、二甲苯產率、氫氣產率、C5+液收率、辛烷值和催化劑出口積炭量與催化劑使用時間(tC)的關系。隨著催化劑使用時間延長,芳烴、二甲苯及氫氣產率減少、C5+液收率增加、辛烷值減小、催化劑出口積炭量增加。催化劑使用時間越長,催化劑的積炭量顯然越大,也就是說催化劑積炭失活越嚴重,導致重整反應速率下降,進而使芳烴產率、二甲苯產率、氫氣產率及辛烷值減少,C5+液收率增加。圖8為第4反應器進口溫度變化時,芳烴產率與催化劑使用時間的關系。從圖8可見,隨著催化劑使用時間的延長,可通過適當調整第4反應器進口溫度來保證芳烴產率。
3.2 催化重整芳烴產率的優化
由于芳烴型催化重整裝置主要目的是生產芳烴,以芳烴產率為目標函數對操作參數進行優化較為合適。實際生產中,液體空速、氫/烴摩爾比、壓力和催化劑使用時間一旦確定以后,任意改變的可能性很小,而反應溫度是要隨時控制的主要參數。為此芳烴產率優化主要通過4個反應器進口溫度的優化來實現。4個反應器的進口溫度范圍都為460~538℃,同時受到重整再生裝置對進料的限制,催化劑出口積炭質量分數要求低于6.5%。



芳烴產率優化屬于約束優化問題,在本研究中采用復合形法求解該約束優化問題[10]。復合形法是約束優化方法中應用較為廣泛的一種直接解法,不需要計算導數,對參數較少的不等式約束優化問題具有較強的適應性。
以表1中的反應及進料條件為基準進行優化計算,優化結果及比較列于表2。優化后的反應器進口溫度從第1反應器到第4反應器逐漸升高,芳烴產率提高了0.98%,二甲苯產率提高了1.34%,氫氣產率也略有增加。

表2 催化重整芳烴產率的優化結果Table 2 Optimization results of aromatics yields in catalytic naphtha reforming

4 結 論
在催化重整27集總反應動力學模型的基礎上,分析了移動床連續催化重整裝置4個反應器的進口溫度、催化劑使用時間、液體空速及氫/烴摩爾比等7個操作變量對反應產物產率和辛烷值的影響,同時以芳烴產率為目標函數對操作參數進行了優化。各反應器進口溫度對芳烴產率、二甲苯產率、C5+液收率、辛烷值和催化劑出口積炭量的影響程度由大到小的順序為 TInlet4、TInlet3、TInlet2、TInlet1。液體空速增大和催化劑使用時間的延長不利于芳烴產率的提高。經優化計算芳烴產率可提高0.98%,二甲苯產率可提高1.34%,氫氣產率也略有增加。該操作變量分析及優化結果可為芳烴型催化重整裝置的優化操作提供參考。
符號說明:
b——氫壓指數;
Cp——集總組分的氣相摩爾熱容向量, J/(mol·K);
E——活化能,kJ/mol;
f——進料速率,kg/h;
H——反應器床層高度,m;
ΔH——反應熱,J/mol; n(H2)/n(Hydrocarbon)——氫/烴摩爾比;
k——反應速率常數,s-1;
k0——頻率因子,s-1·MPa;
Kep——可逆反應平衡常數;
Kr——反應速率常數矩陣,s-1; L HSV——液時空速,h-1;
pH——氫分壓,MPa;
r——反應速率,kmol/s;
R——氣體常數,8.314 J/(mol·K);
Rb——反應器床層半徑,m;
t——反應時間,s;
tC——催化劑使用時間,h;
T——反應器床層溫度,K;
TInlet——反應器進口溫度,℃;
V——催化劑裝填體積,m3;
w(Coke)——積炭量,g(coke)/(g(catalyst));
X——集總組分摩爾流量向量,kmol/h;
x——集總組分摩爾流量,kmol/h;
α——失活常數,g(catalyst)/(g(coke));
φ——催化劑失活函數。
下標:
ij——組分。
[1]SMITH R B.Kinetic analysis of naphtha reforming with platinum catalyst[J].Chem Eng Prog,1959,55(6): 76-88.
[2]RAMAGE M P,GRAZIAZI K R.Development of Mobils’kinetic reforming model[J].Chem Eng Sci, 1980,35(1-2):41-48.
[3]FROMENT G F.The kinetics of complex catalytic reaction[J].Chem Eng Sci,1987,42(5):1073-1087.
[4]J ENKINS J H,STEPHENS T W.Kinetics of catalytic reforming[J].Hydrocarbon Processing,1980,59(11): 163-167.
[5]JORGE A J,EDUARDO V M.Kinetic modeling of naphtha catalytic reforming reactions[J].Energy & Fuels,2000,14(5):1032-1037.
[6]翁惠新,孫紹莊,江洪波.催化重整集總動力學模型Ⅰ模型的建立[J].化工學報,1994,45(4):407-412. (WENG Huixin,SUN Shaozhuang,J IANG Hongbo. Lumped model for catalytic reformingⅠEstablishment of the model[J].Journal of Chemical Industry and Engineering,1994,45(4):407-412.)
[7]丁福臣,周志軍,楊桂忠,等.十七集總催化重整反應動力學模型研究Ⅰ模型的建立[J].石油化工高等學校學報,2002,15(1):15-17.(DING Fuchen,ZHOU Zhijun,YANG Guizhong,et al.17-Lumped kinetic model for catalytic reforming ⅠEstablishment of the model[J].Journal of Petrochemical Universities,2002, 15(1):15-17.)
[8]侯衛峰,蘇宏業,胡永有,等.催化重整集總動力學模型的建立及其在線應用[J].化工學報,2005,57(7): 1605-1611. (HOU Weifeng,SU Hongye, HU Yongyou,et al.Lumped kinetics model and its on-line application to commercial catalytic naphtha reforming process[J]. Journal of Chemical Industry and Engineering,2005,57(7):1605-1611.)
[9]周紅軍,石銘亮,翁惠新,等.芳烴型催化重整集總反應動力學模型[J].石油學報(石油加工),2009,25(4): 545-550.(ZHOU Hongjun,SHI Mingliang,WENG Huixin,et al.Lumped kinetic model of aromatic type catalytic naphtha reforming[J].Actc Petrolei Sinica (Petroleum Processing Section),2009,25(4):545-550.)
[10]魏朗,余強.現代最優化設計與規劃方法[M].北京:人民交通出版社,2005:68-74.
猜你喜歡
大自然探索(2023年7期)2023-11-14 13:08:06
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
智富時代(2018年3期)2018-06-11 16:10:44
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
超硬材料工程(2016年1期)2016-02-28 22:20:04
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
合成化學(2015年4期)2016-01-17 09:01:27
應用化工(2014年3期)2014-08-16 13:23:50