高壓氧艙設備的發展概況
2010-02-06 07:49:30張禹肖宏呂艷孟祥恩張敦曉潘樹義
中國醫療設備 2010年2期
關鍵詞:設備
張禹,肖宏,呂艷,孟祥恩,張敦曉,潘樹義
(海軍總醫院 全軍高壓氧中心,北京100048)
眾所周知,高壓氧治療是在密閉艙內吸高于一個大氣壓的氧氣來治療疾病,所以高壓氧治療離不開氧艙和其相關的設備。在高壓氧醫學的發展過程中,高壓氧設備的更新和改進起著至關重要的作用。從1834年法國人Junod建造的世界上第一個銅制高壓氧艙至今,高壓氧艙設備已經發展到相當成熟的地步,極大地推動了高壓氧醫學向更高、更深層次的發展。
1 高壓氧艙的類型
一般而言,高壓氧艙按艙內加壓物質不同分為空氣加壓艙和純氧艙;按容納人數多少分單人艙、多人艙,其中多人艙又分大型高壓空氣艙、中型高壓空氣艙、小型高壓空氣艙;按用途不同分為高壓氧艙、嬰兒高壓氧艙、動物實驗用高壓氧艙、潛水加壓艙、低壓艙、高低壓兩用艙、潛水加壓艙群等。
空氣加壓艙就是加壓時向艙內充填高壓空氣,即加壓介質是空氣,與之對應的是純氧艙,加壓介質是氧氣,所以空氣加壓艙相對安全,而純氧艙的危險系數則大大增加。目前世界范圍內,純氧艙的事故發生率遠遠高于空氣加壓艙,所以純氧艙在許多國家和地區已被禁用,我國絕大多數地區也禁止純氧艙的使用。
單人艙一般都是純氧艙,多人艙多為空氣加壓艙,其中大型空氣加壓艙可容納人數在14人以上,艙體內徑大于2000mm,同時配備過渡艙,所以大型艙最少都擁有兩個和兩個以上獨立的艙室,根據艙室和艙門數量的不同,大型氧艙又分為三艙三室七門的高壓氧艙群、二艙二室四門的大型高壓氧艙、一艙二室四門的大型高壓氧艙、一艙二室三門的大型高壓氧艙。中型空氣加壓艙一般主艙能容納6~13人,艙體內徑在2000~2800mm,也必須配備過渡艙。小型空氣加壓艙的容納人數在3~5人,艙體內徑小于2000mm,可不設過渡艙。嬰兒艙一般也是純氧艙,所以嬰兒高壓氧治療時要格外小心。低壓艙在一定意義上不屬于高壓氧艙,但它的艙體與高壓氧艙是一樣的,它的原理與高壓氧治療正好相反,是用真空泵(罐)把艙室內的空氣抽掉,模擬不同高度的高空情況(低壓缺氧狀況),多用在航空、航天醫學及高原醫學的研究中。高低壓艙是一個艙體,即可以用作高壓氧艙,也可用作低壓艙,為一艙兩用,故稱高低壓艙。潛水加壓艙是用來治療潛水減壓病的,所以它的加壓可達10個大氣壓以上(1MPa以上),而我國民用高壓氧艙一般在3個大氣壓(0.3MPa),所以就設備而言,潛水加壓艙較普通的高壓氧艙的條件更高,如果同時配備吸氧系統,那么潛水加壓艙也可用作高壓氧艙。潛水加壓艙群是除外一個潛水加壓艙體外還配有操作室和休息艙,一般用作潛水相關的研究。
2 醫用空氣加壓氧艙設備的基本組成
空氣加壓氧艙是目前國內外最常用、最安全的高壓氧艙,下面以醫用空氣加壓氧艙為例介紹高壓氧艙的基本組成和工作流程。高壓氧治療最基本的流程是用空氣壓縮機將高壓空氣經過濾后泵入儲氣罐中備用,在高壓氧治療時通過供氣管路及空氣過濾系統將儲氣罐中的高壓空氣注入艙中,使艙內壓達到高壓氧治療所需的壓力即可,與此同時開通供氧系統,此時患者即通過吸氧面罩在艙內吸與艙壓等同的高壓氧,整個高壓氧治療過程全部由工作人員在操縱臺操作完成。所以,按系統功能可將高壓氧艙設備分成如下幾個大的系統:供排氣系統,供排氧系統,艙體及輔助系統,操控系統。按功能組成又可將高壓氧艙設備分為:艙體部分,空氣加減壓部分,供排氧部分,氧艙電氣部分,氧艙空氣調節部分,氧艙消防及緊急減壓部分。如圖1所示。
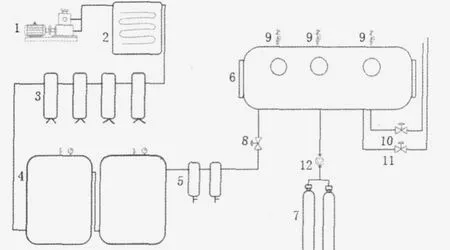
圖1 空氣加壓氧艙的基本組成
2.1 艙體部分
圖1中的6部分是艙體。包括:氧艙殼體、艙門、窗體、遞物筒、通艙孔等。
2.2 空氣加減壓部分
空氣加減壓部分由圖1 中的 1、2、3、4、5、8、10 部分組成。其中1、2、3、4、5組成氣源。1為空氣壓縮機,簡稱空壓機,為氣源中高壓空氣的原始來源;2為冷干機,對從空壓機輸出的壓縮氣體冷凍干燥,進行第一次除水除油,冷干機的工作壓力應與空壓機最大工作壓力一致;3為油水分離器,對冷干機輸出的壓縮空氣進行精密濾水濾油;4為儲氣罐,為壓縮空氣的存儲地,它的容積大小和儲氣的壓力大小直接關系到氣源能量的高低;5為空氣過濾器,對從儲氣罐輸出的壓縮空氣進行最后一次過濾,將各種粉塵、油氣等雜質與壓縮空氣完全分離;8、10為高壓氧艙加減壓閥門。
2.3 供排氧部分
供排氧部分由圖1中的7、11、12部分組成。其中7、12組成氧源。7為醫用氧氣瓶,12為氧氣減壓器。一般由2至4瓶醫用氧氣瓶組成,利用盤管并聯再經氧氣減壓表減壓至0.4~0.6MPa。如果醫療單位利用液氧槽集中供氧,也可代替氧氣瓶。11為高壓氧艙的排氧閥。
2.4 氧艙電氣部分
包括高壓氧艙的對講、視頻監視、照明、通信等部分。
2.5 氧艙空氣調節部分
主要包括對艙內空氣溫度、氧濃度、空氣質量的調節。
2.6 氧艙消防及緊急減壓部分
高壓氧艙應配備水噴淋系統,水噴淋系統由高壓氮氣源、儲水罐、閥門和水噴淋頭組成。另外還應配備滅火器。艙內常用滅火器:1301鹵代烷滅火器、貯壓式輕水泡沫滅火器等。緊急減壓由閥門和卸壓管道組成,艙內外各一套。緊急卸壓管的內徑要足夠大。GB-12130-95規定,從最高工作壓力將艙壓減到0.01MPa的時間:單人艙≤1min,小型艙≤1.5min,中型艙≤2min,大型艙≤2.5min。另外高壓氧艙頂部必須配備安全閥。
3 醫用空氣加壓氧艙設備的工作原理
3.1 艙體設備
艙體是高壓氧治療的主要載體,一切治療均在其中完成,是整個醫用空氣加壓艙的最基本組成。艙體由鋼板焊接而成,鋼板必須符合GB150-89的規定,焊條應選用與艙體鋼質相適應的焊條。焊條必須合格,焊接的各個環節應按規定和國家標準嚴格掌握,艙體焊縫要經100%X線探傷,結果應符合GB3323-2005中的Ⅲ級要求。
艙體必須經水壓試驗,并且符合《壓力容器安全技術監察規程》中的要求(無滲漏,無變形等)。其中:氧艙殼體是構成氧艙艙體的最主要部件,按氧艙殼體結構也就是外型可分為圓柱形和橢圓型;艙門是患者進出氧艙的通道,可分內開式和外開式兩種,艙門的閉鎖裝置還可分為機械式和電動式;窗體是固定在艙壁上的透光窗孔,可分為照明窗、監視窗和觀察窗,窗體為工業有機玻璃覆蓋,材料質量應采用GB/T7134-1996《澆鑄型工業有機玻璃板材、棒材和管材》標準中一級品的規定;遞物筒是氧艙內外傳遞物品的通道,起過渡作用;通艙孔是艙體上的孔洞,是連接各種管道和電纜進出的通道。
3.2 空氣加減壓設備
常壓空氣由空壓機的進氣口被吸入,經電動機的拖動,在氣缸內壓縮體積提高壓力,再由空壓機的排氣口排出,此處的壓縮空氣壓力大、溫度高、含油、水等雜質,完全不符合醫用空氣加壓艙的氣源質量要求。為提高壓縮空氣的質量必須先經冷干機處理,冷干機對壓縮空氣起冷凍干燥的作用,使壓縮空氣中的大部分油蒸汽和水蒸氣結露析出,然后再經油水分離器進一步凈化其中的油水等雜質。油水分離器中有大量擋板,由冷干機排出的壓縮空氣進入油水分離器后,由于氣流速度比較大,沖擊在不同的擋板上,即可將油水等雜質從壓縮空氣中分離并排出,然后清潔后的壓縮空氣由油水分離器的排氣口排出并進入儲氣罐,此時的壓縮空氣中僅含有極少量的雜質,在儲氣罐中經過沉淀進一步凈化,再經過空氣過濾器即可進艙升壓。以上為空氣加壓艙的氣源工作原理。氧艙升壓時,首先要保證氣源啟動,減壓閥呈關閉狀態,開啟加壓閥對氧艙升壓。減壓時,加壓閥呈關閉狀態,開啟減壓閥對氧艙進行減壓。
3.3 供排氧設備
3.3.1 供氧。氧源是指能提供穩定壓力并保證足夠流量的氧氣源。一般氧源壓力為0.4~0.6MPa,由銅管或不銹鋼管連接氧源和氧艙,再經氧艙法蘭進入艙內并連接吸氧裝置。患者吸氧時經面罩、三通和吸氧管再連接吸氧裝置。
3.3.2 排氧。排氧利用的是負壓原理。一條高速氣流流過的管道,在管道上開一小孔,而內壁處氣流速度快會形成一個負壓,這樣管道外的空氣就會經小孔進入管道。在氧艙中有一主排氧管,各患者的排氧管連接主排氧管,主排氧管最里端開有孔洞。這樣,在氧艙排氧時,由于艙內外壓力的不同,在主排氧管中形成流向艙外的高速氣流,在患者的排氧管中形成負壓即可排出廢氧。用排氧閥開啟的大小來控制患者排氧管中的負壓大小,負壓不能太大。
3.4 氧艙電氣設備
艙內電氣部分只能直流電驅動,并且不能超過24V。艙外電氣部分接市電時必須經變壓器隔離,并且要配備UPS不間斷電源,保證在斷電時,可提供氧艙的照明、對講機至少30min的電力供應。
3.5 氧艙空氣調節設備
空氣溫度的調節,主要靠空調。艙內的空調只有盤管和風葉,空調的其他電氣和機械部分置于艙外,風葉靠艙外的電動機提供動力。氧濃度和空氣質量的調節主要靠通風換氣。通風是利用風機將艙內空氣進行過濾,實現內循環。換氣是指將艙內的空氣排出,同時將氣源中的干凈空氣供入艙內,并保持艙壓動態穩定。
3.6 氧艙消防及緊急減壓設備
艙內發生火災時的步驟:① 關閉氧源、關閉氣源、切斷主供電線路并開啟應急電源;② 開啟水噴淋系統,并指導艙內人員開啟艙內滅火器;③ 打開緊急減壓閥,并開啟其他減壓通道;④ 迅速組織人員、藥品準備進行搶救。
3.7 計算機控制設備
計算機控制由軟件和硬件兩部分組成。
3.7.1 硬件。主要包括:工控機、A/D轉換器、D/A轉換器、傳感器、執行器等部分。
(1) 工控機是整個計算機控制系統的最核心部分,所有的數據庫和程序模塊都在其中,工控機包括外設、主板、硬盤、電源等組成。
(2) A/D轉換器將傳感器送來的模擬信號轉換成數字信號,通過接口被工控機識別。
(3) D/A轉換器將工控機從接口處給出的數字信號轉換成模擬信號,通過電纜傳入執行器。
(4) 傳感器感受環境變量,并將所感應的環境變量轉換成一定的電壓或電流量。
(5) 執行器將電壓或電流信號轉換成行程信號,是整個控制系統的終端執行點。
3.7.2 軟件。數據庫技術在控制軟件中的作用是至關重要的。控制軟件的組成部分:壓力值、氧濃度、溫度值、濕度值的采集、讀取、顯示和儲存,控制方程的編寫、控制信號的傳遞等。控制軟件的編寫可以用C++、VB、Delphi等,大部分為Delphi編寫代碼。另外,工控機可以作為上位機+智能PLC來作為氧艙的控制系統。上位機不直接提供控制程序,可通過仿真程序來監控氧艙的各參數,而所連接的智能PLC作為直接控制單元控制氧艙運行。
4 醫用空氣加壓氧艙設備的發展現狀
4.1 氧艙設備
(1)艙體整體已朝向美觀化、輕型化、優質化發展。所用鋼材的韌性和強度都有了長足的進步。
(2)艙門是艙體的最重要部位之一,過去以機械門多見,比較笨重,艙門磨損快,近年已發展出電動式、電磁式艙門等,美觀輕便,但也有缺點,即必須在有電源的情況下才能正常工作。
從材質上看,現在新建氧艙艙門大部分為薄殼門,薄殼門制造工藝簡單,美觀、重量輕,容易關門,缺點是若橡膠墊的放置不平整則極易造成關門不嚴、漏氣等問題。另外,艙門的鎖緊方式也由搖桿壓緊式發展到彈簧鎖子式,后者的優點是省力,關門簡單,彈簧鎖緊即可,減少了磨損,缺點是若主艙副艙分別加壓,則極易造成門沒壓緊而漏氣。
(3)遞物筒的原理沒有大的改變,但工藝在不斷進步,使其更輕巧、美觀、方便。
4.2 空氣加減壓設備
(1)空氣壓縮機是高壓氧艙最主要設備之一,現已從傳統的活塞式壓縮機向螺桿式壓縮機轉變。活塞式空氣壓縮機的缺點是噪音大,壓縮空氣中含油量高,故障率高,但可經多級壓縮提供至少3MPa的壓力。螺桿式空氣壓縮機噪音小,壓縮空氣中含油量低,故障率低,但只可提供最高1.5MPa的壓力。另外,國外已經發展出純無油空氣壓縮機,壓縮空氣在空壓機中不跟任何潤滑油接觸,使壓縮空氣質量更高。
(2)冷干機是對壓縮機進行冷卻的設備,過去主要采用被動方式冷卻,包括風冷、水冷兩種形式,目前發展到制冷機主動制冷方式。風冷和水冷的設備造價低,但體積大、設備易腐蝕、冷凍干燥效果差;制冷機制冷的設備造價高、體積小,干凈衛生,設備不易出現故障,并且冷凍干燥效果很好。
(3)油水分離器主要向小型化發展,并且除油濾水的效果更好。
(4)空氣過濾器也向小型化發展,過濾質量已提高至微米級。
(5)加減壓閥由單純電磁閥發展為機械節流閥、電磁閥和氣動薄膜調節閥三者共存的狀況,它們各有優缺點,其中電磁閥不能調節氣流速度,機械節流閥利用人力可改變氣流速度,氣動薄膜調節閥利用電流來遙控氣流速度。
4.3 供排氧設備
氧源由單純的氧氣瓶加匯流排發展成了液氧槽集中供氧。氧氣瓶加匯流排的方式造價低,設備占用空間小,但是需要經常更換氧氣瓶。液氧槽集中供氧的方式,一次性投資大,需要專門的設備占用場地,一次裝填液氧可提供較長時間的氧氣供應。二者相比較,在經濟效益上液氧槽占先,在設備占用空間和管理人員編制上氧氣瓶加匯流排占先,在氧氣純度上液氧槽占先,但是液氧槽故障更難查難修。
4.4 氧艙電氣設備
4.4.1 對講。現在大部分新建氧艙利用功放機加氧艙雙路對講機來聯系艙內外的語音交流,實現了一臺對講機進行雙路通話。
4.4.2 照明。照明方式有多種,絕大部分為外照明式。光源已由第一代的白熾燈、日光燈發展到第二代的節能燈、LED燈和第三代的光纖照明。第二代減少了能耗和對照明窗體的損害,防止設備過早老化,其中 LED燈體幾乎不產熱,亮度高功率低,而且造價低,是一種良好的光源。第三代也由端面發光轉變成了側面整體發光,光線均勻,照明整體效果好,是氧艙照明方式的一個發展方向,但光纖照明的設備成本高。
4.4.3 UPS。UPS也有了突飛猛進的發展,現在的大部分UPS在斷電后的幾微秒時間內即可完成備用電源的啟用,并且兩者相位差別幾乎為零,這樣就可保證大部分用電設備的無相位差的持續供電。
4.5 氧艙空氣調節設備
氧艙空調的最新技術為大功率吊頂式,可保證加壓時的急速制冷和減壓時的快速制熱。風葉的轉動可以依靠艙外的電動機,也可由艙內氣動機提供動力。
4.6 氧艙消防及緊急減壓設備
(1)消防部分發展了水噴淋系統,但是水噴淋系統的真實有效性還尚待驗證。
(2)緊急減壓除了球閥外,另發展出了電磁閥遙控開啟。
4.7 操作方式
操艙方式由最原始的手動操作,逐漸發展到電磁閥遙控、單片機+繼電器、計算機控制等方式。
(1)手動操作:方式較繁瑣,人工無法省略,無法達到勻速、穩壓,而且各閥門管道堆積在操作臺附近,不美觀。
(2)電磁閥遙控:方式較簡單,但是加減壓的速度無法控制。操作臺附近只有遙控按鈕,所有電磁閥可安裝在艙底部。
(3)單片機+繼電器:可實現氧艙各參數的監視,可實現一定程度的自動控制。但是單片機控制策略簡單,控制精度不高。設備實現方法比較簡單,也比較通用。
(4)計算機控制:計算機控制可實現各參數的精確監測,具有控制策略多樣化、控制精度高等優點,但是控制系統復雜,需進行調試。
5 醫用空氣加壓氧艙設備的發展前瞻
從目前高壓氧艙設備的發展趨勢看,其發展方向主要有如下幾個方面:
(1)繼續對高壓氧艙的所屬設備進行改造、更新,主要向智能化、簡便化、清潔化、美觀化方向發展,目的是使高壓氧治療更安全、更方便,為廣大患者提供更加舒適有效的服務。
(2)根據實際需要開發不同類型的高壓氧艙,如沉箱作業、海洋石油鉆探、高壓氧急救、減壓病患者轉運等等,所以出現了便攜式高壓氧艙、高壓氧救護車等。
(3) 氧艙內醫療設備的開發和使用,如氧艙內呼吸機、監護儀、吸痰器等,打破了常規醫療設備不能進艙的禁忌,使各種救治設備在艙內可安全使用,提高氧艙內的救治水平,擴大氧艙內的救治范圍。
總之,高壓氧醫學的發展和進步離不開設備的更新和完善,同時臨床高壓氧治療的需求又為高壓氧設備的發展提出了要求和發展的動力,二者相互依存和促進,不斷推動高壓氧醫學向更高、更深、更優的層次發展。
[1]高春錦,楊捷云,翟曉輝.高壓氧醫學基礎與臨床[M].北京:人民衛生出版社,2008:113-175.
[2]肖平田,易治,彭爭榮,等.高壓氧治療學[M].北京:人民衛生出版社,2008:61-66.
[3]GB150-89, 鋼制壓力容器[S].
[4]GB-12130-95,醫用高壓氧艙[S].
[5]GB3323-2005,金屬熔化焊焊接接頭射線照相[S].
[6]壓力容器安全技術監察規程[Z].北京:質量技術監督局,1999.
[7]GB T7134-1996,澆鑄型工業有機玻璃板材、棒材和管材[S].
[8]周源.高壓氧設備技術的應用[J].醫療設備信息,2005(7):54-56.
[9]王玉華.高壓氧艙的安全使用與管理[J].張家口醫學院學報,1997(4):115-116.
[10]張建榮.我國醫用氧艙的安全管理[J].勞動保護,2000(9):40.
[11]沈國理,王一芾.醫用氧艙的安全使用體會[J].中國醫療設備,2009(6):8-9.
[12]彭志剛,劉晉川.高壓氧治療中的安全措施[J]. 寧夏醫學院學報,2003(1):61-62.
[13]胡慧軍,李銘鑫,張齊.北京地區高壓氧醫學發展的現狀調查與分析[R].北京: 中華醫學會第十六次全國高壓氧學術會議論文匯編,2007.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00