l基高溫抗氧化陶瓷涂層抗熱震性能的研究
2010-02-06 12:44:40李家科周健兒
陶瓷學報 2010年1期
關鍵詞:界面
李家科 周健兒 劉 欣
(景德鎮陶瓷學院材料科學與工程學院,景德鎮:333001)
1 前言
隨著高新技術的不斷發展,對材料性能的要求愈來愈高,由于工程機械,陶瓷生產輔助設備及構件等工作條件日益茍刻,要求材料具有耐高溫、高溫抗氧化、抗疲勞、抗熱震以及耐沖刷等性能[1-3]。金屬(合金)材料在高溫情況下具有強度高和良好的韌性和導熱性,但抗氧化性較差;而陶瓷材料具有良好的高溫抗氧化性及耐磨性。因此,在金屬(合金)表面涂敷一層陶瓷材料,可以獲得一種既具有金屬(合金)的強度、韌性和導熱性能,又具有陶瓷材料耐高溫、高溫抗氧化、耐磨、耐腐蝕等優點的新型復合材料,而具有良好抗熱震性能是保證金屬基陶瓷涂層材料得以應用的關鍵[4-8]。本研究針對陶瓷涂層的配方組成和厚度對其抗熱震性能的影響加以考察,并對其結果進行了分析與優化。
2 實驗
2.1 試樣的制備
陶瓷涂層原料是由分散相Cr2O3和粘結相組成,粘結相的配方組成如表1所示,其熔融溫度為1200℃。將Cr2O3、陶瓷粘結相和水按一定質量進行配比,通過快速球磨制備成料漿,然后采用噴涂方式施于經過表面預處理的FeCrAl合金表面,經干燥后備用。涂層熔燒在普通的電爐中進行,先以13℃/min的升溫速率升到800℃,再以17℃/min升溫速率升到熔燒溫度1300℃、保溫60min后自然冷卻。
2.2 試樣的性能表征
用JSM-6700F(field emission scanning electron microscope,TESEM)場發射掃描電鏡觀察涂層 / FeCrAl界面的組織結構;用RPZ-1型高溫熱膨脹儀測定涂層的熱膨脹系數;采用急冷急熱法檢測涂層試樣的抗熱震性。具體方法為:將試樣快速升溫達到1200℃、保溫10min后取出風冷,然后再次放入1200℃爐內加熱,往返至涂層出現裂紋或剝落為止,計算其循環次數。
3 結果分析與討論
3.1 試樣的組織結構
添加不同Cr2O3量的涂層試樣界面SEM照片如表1所示,從圖中可以看出,涂層與FeCrAl合金之間獲得了較好的結合,且在涂層和合金之間形成了反應層。此外,從圖中可以進一步看出,添加30%(質量百分比,下同)(圖1(a))和70%(圖1(c))Cr2O3所制備的涂層中分別出現了分散相聚集和空洞現象,只有當添加50%Cr2O3所制備的涂層(圖1(b))結構緊密,分散相均勻地分布在涂層中。產生上述的原因為,當Cr2O3添加量較少時(如30%),在1300℃的熔融溫度下會導致涂層料出現一定程度的過燒,使涂層中的粘結相出現流失和分散相聚集現象;當Cr2O3添加量較多時(如70%),在1300℃的熔融溫度下會使涂層料生燒,從而在涂層中出現空洞等缺陷;只有Cr2O3添加量為50%時,在1300℃的熔融溫度下,可以使涂層料完全燒結,從而表現為涂層結構致密、分散相在涂層中均勻分布。

表1 陶瓷粘結料配方的原料組成(w t%)Tab.1 The composition of raw materials for cementing phase(wt.%)
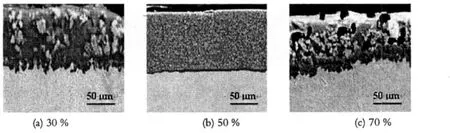
圖1 陶瓷涂層/F e C r A l合金界面的S E M照片Fig.1 Cross-section SEM images of the interface between the ceramic coating and the FeCrAl alloy matrix
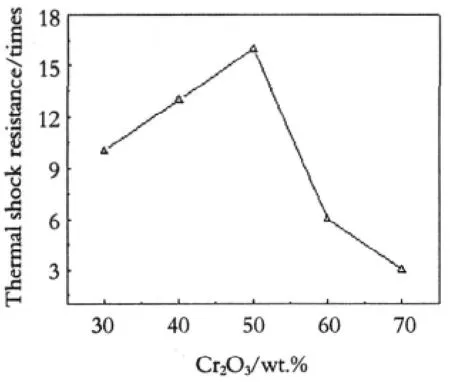
圖2 C r2O3的加入量與試樣抗熱震性的關系(涂層厚度為100 μm)Fig.2 Thermal shock resistance of the sample as a functions of Cr2O3doping amount (Note:the coating thickness is 100μm)
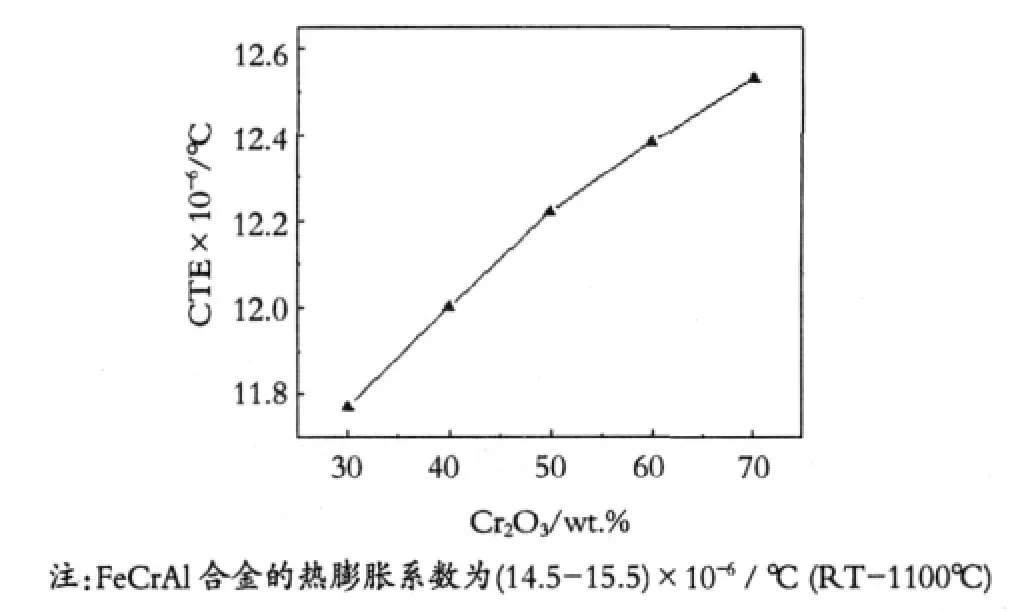
圖3 不同C r2O3含量的涂層熱膨脹系數(R T-1100℃)Fig.3 Thermal expansion coefficient of the coating as a function of Cr2O3doping amount
分散相Cr2O3添加量與涂層試樣抗熱震性能之間關系的實驗結果如圖2所示。從圖中可以看出,隨著Cr2O3添加量的增加,涂層試樣的抗熱震性能在逐漸增加,當添加量達到50%時,涂層試樣的抗熱震次數達最大值16次,隨后再增加Cr2O3量,涂層試樣的抗熱震性能迅速下降,當添加量增加到70%時,涂層試樣的抗熱震次數已減小到3次。由于隨著Cr2O3在涂層中含量的增加,涂層的熱膨脹系數也相應增加(如圖3所示),這將減小涂層與合金之間由于熱膨脹系數等物理性能不匹配而產生熱應力;此外,Cr2O3在涂層中量的增加,也將導致涂層燒結溫度的升高,所以,在一定的熔燒溫度下,Cr2O3在涂層中的含量有一個較佳值,當超過這個含量時,會導致涂層難以燒結,使涂層中出現空洞等缺陷,圖1中的SEM照片也證實這一點。所以,雖然在Cr2O3的添加量70%時,涂層的熱膨脹系數高達到12.53×10-6/℃,但是由于涂層結構疏松和與合金之間的結合性能差,從而導致了其抗熱震性能的降低。
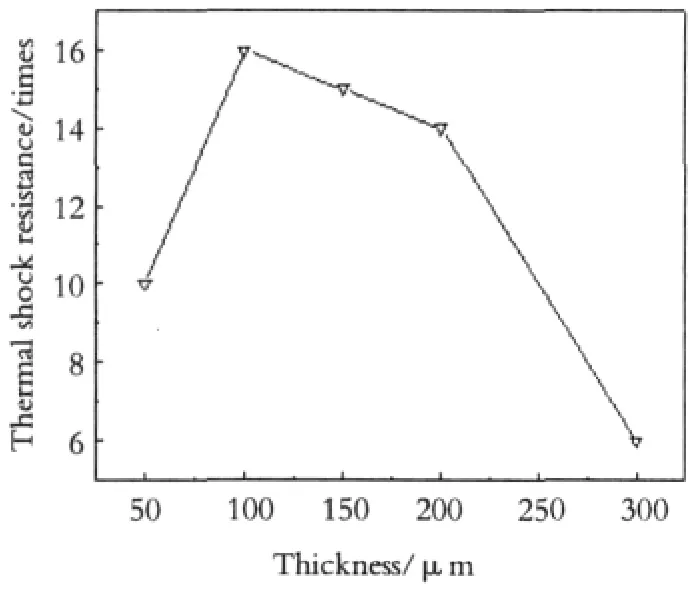
圖4 涂層厚度與試樣抗熱震性的關系(C r2O3加入量為50%)Fig.4 Thermal-shock resistance of sample as functions of coating thickness(Cr2O3content 50%)(Note:adding content of Cr2O3is 50%)
3.3 厚度對試樣抗熱震性能的影響
為了研究涂層厚度對試樣抗熱震性能的影響,考察了在Cr2O3添加量為50%條件下,涂層厚度與其抗熱震性能之間的關系,其結果如圖4所示。從圖中可以看出,當涂層厚度從50μm增加到100μm,試樣的抗熱震次數從10次增加到最大值16次;當涂層厚度從100μm增加到200μm時,試樣的抗熱震性能下降緩慢;當涂層厚度超過200μm時,試樣的抗熱震性能迅速下降,如涂層厚度為300μm時,試樣的抗熱震性僅為3次。產生這一實驗現象的原因為,由于涂層與基體合金之間的熱膨脹性能(見圖3)等物理性能之間差異較大,必將在涂層和合金之間產生熱應力,而一定厚度的涂層又可以起到緩沖界面熱應力的作用。當涂層厚度為50μm時,由于厚度較薄,不能很好地緩沖界面的熱應力,所以,試樣的抗熱震性能一般;隨著涂層厚度的增加,緩沖界面熱應力的作用越明顯,當涂層厚度達到100μm時,緩沖界面熱應力作用達到最佳,表現為試樣的抗熱震次數達到最大值;而涂層厚度在100~200μm之間變化時,由于涂層厚度增加所帶來的界面熱應力增加與其緩沖作用達到了一個相對平衡的階段,所以具有這一涂層厚度試樣的抗熱震性能相差不大;當涂層厚度超過200μm時,涂層厚度增加導致熱應力增加的效應超過了其緩沖應力的作用,所以表現為試樣的抗熱震性能迅速下降。
4 結論
采用陶瓷粘結相與Cr2O3制成料漿,采用噴涂方法和空氣中1300℃熔燒制備FeCrAl基高溫抗氧化陶瓷涂層,研究了Cr2O3的添加量和涂層厚度對試樣抗熱震性能的影響。當Cr2O3的添加量為50%、涂層厚度為100μm和熔燒制度1300℃×60min的條件下,所制備試樣的抗熱震次數可達16次(室溫←→1200℃)。
Cr2O3對試樣的抗熱震性能有著顯著的影響,它不僅可以有效地調節涂層的熱膨脹性能,還可以調節涂料的熔融性能及與基體的結合性。在一定的熔燒溫度下,Cr2O3在涂層中的添加量有一個較佳值,含量過低或過高將會使涂層欠燒或過燒,導致試樣的抗熱震性能降低。
適當厚度的涂層可以有效地緩沖界面熱應力,提高試樣抗熱震性能的作用。
1 Serro A P,Completo C,Colaco R,et al.An efficient protection of stainless steel against corrosion:Combination of a conversion layer and titanium dioxide deposit.Surface and Coatings Technology,2009,203(24):3701~3707
2 Yarr apareddy E and Ko vacevic R. Synthesisand characterization of laser-based direct metal deposited nanoparticles reinforced surface coatings for industrial slurry erosion applications.Surface and Coatings Technology,2008, 202(10):1951~1965
3唐紹裘.高性能陶瓷涂層-材料、技術及應用市場.表面技術, 2002,31(2):46~47
4 Dimaggio R,Rossi S,Fedrizzi L,et al.ZrO2-CeO2films as protective coatings against dry and wet corrosion of metallic alloys.Surface and Coatings Technology,1997,89:292~298
5 Ljungberg B.Aluminum oxide coated cutting tool and metal of manufacturing thereof,US patent,5,766,782,1998-6~16
6李榮久.陶瓷-金屬復合材料.北京:冶金出版社,2002
7陸佩文.硅酸鹽物理化學.南京:東南大學出版社,1991
8陳元春,艾興,黃傳真.溶膠-凝膠法制作陶瓷涂層硬質合金刀具.硅酸鹽學報,2000,28(4):352~356
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04