二氫異構(gòu)化啤酒花浸膏的工藝優(yōu)化
2010-03-25 03:36:02劉玉梅高智明羅安瓊
食品科學(xué) 2010年10期
關(guān)鍵詞:催化劑
劉玉梅,高智明,羅安瓊
(1.新疆大學(xué)化學(xué)化工學(xué)院,新疆 烏魯木齊 8 30046;2.新疆三寶樂農(nóng)業(yè)科技開發(fā)有限公司,新疆 烏魯木齊 830002)
二氫異構(gòu)化啤酒花浸膏的工藝優(yōu)化
劉玉梅1,高智明2,羅安瓊1
(1.新疆大學(xué)化學(xué)化工學(xué)院,新疆 烏魯木齊 8 30046;2.新疆三寶樂農(nóng)業(yè)科技開發(fā)有限公司,新疆 烏魯木齊 830002)
二氫異構(gòu)化啤酒花浸膏是啤酒花中的一個主要的軟樹脂成分α-酸經(jīng)異構(gòu)化成異α-酸后氫化還原制備的產(chǎn)物,具有苦味平和、無后苦味等特點(diǎn),是異α-酸的還原產(chǎn)物中溶解度最好的一個產(chǎn)品。在正交試驗(yàn)的基礎(chǔ)上,通過進(jìn)一步的單因素試驗(yàn)考察異α-酸加氫還原為二氫異α-酸的工藝條件。結(jié)果表明,反應(yīng)溫度、催化劑NaBH4的用量、KOH與異α-酸的物質(zhì)的量比及反應(yīng)時間等都與反應(yīng)產(chǎn)物二氫異α-酸的收率有直接關(guān)系,其影響程度依次減弱,合成二氫異α-酸的最佳工藝條件為氫氧化鉀與異α-酸的物質(zhì)的量比1:1、NaBH4與異α-酸的物質(zhì)的量比0.25:1、反應(yīng)溫度100℃、反應(yīng)時間2h。在此條件下,進(jìn)一步的放大實(shí)驗(yàn)證明,反應(yīng)收率可達(dá)97%以上。
啤酒花;二氫異構(gòu)化啤酒花浸膏;氫化;還原
隨著人們對啤酒風(fēng)味的要求更加多樣化,近代啤酒工業(yè)越來越傾向于使用苦味度比較柔和穩(wěn)定,在麥汁中的溶解度好、具有更好的光化學(xué)反應(yīng)穩(wěn)定性和使用更加方便的“啤酒花制品”。這些啤酒花的加工產(chǎn)品品種多樣,特性各有所長,不僅可更好地適應(yīng)現(xiàn)代啤酒工業(yè)發(fā)展的需要,而且對改良啤酒的風(fēng)味品質(zhì)、保持產(chǎn)品質(zhì)量的均一性和穩(wěn)定性均起到了良好的促進(jìn)作用[1-3]。除了20世紀(jì)80年代中期開始使用的各種啤酒花浸膏之外,目前使用較多的產(chǎn)品還包括異構(gòu)化啤酒花浸膏、還原異構(gòu)化啤酒花浸膏和啤酒花油等。其中,還原異構(gòu)化啤酒花浸膏由于其中的不飽和鍵還原的位置和程度不同,又可進(jìn)一步分為二氫異構(gòu)化啤酒花浸膏、四氫異構(gòu)化啤酒花浸膏、六氫異構(gòu)化啤酒花浸膏等,其中以二氫異構(gòu)化啤酒花浸膏的溶解度最好,而且苦味平和(只有異α-酸的0.7倍)、無后苦,穩(wěn)定性和起泡能力也較異α-酸更好[4-5]。作為世界啤酒生產(chǎn)的第一大國,我國的啤酒廠以往主要以使用壓縮啤酒花和顆粒啤酒花為主,近年來為了適應(yīng)現(xiàn)代啤酒工業(yè)的發(fā)展,也為了滿足消費(fèi)者的需求,生產(chǎn)出多種口味和風(fēng)味不同的啤酒,對各種性能優(yōu)越的啤酒花制品的需求和使用量也在不斷增加[6]。影響異α-酸氫化還原的因素很多,主要包括溶劑條件、反應(yīng)時間、反應(yīng)溫度、p H值、催化劑的
用量及種類等,為了尋找到還原異α-酸為二氫異α-酸的最佳反應(yīng)條件,本實(shí)驗(yàn)以異α-酸為原料,選用了NaBH4和KBH4等還原羰基常用的催化劑,通過正交試驗(yàn)優(yōu)化反應(yīng)條件,得到合成二氫異α-酸的最佳工藝條件,旨在對這類產(chǎn)品的開發(fā)和生產(chǎn)起到一定的促進(jìn)和借鑒作用。
1 材料與方法
1.1 材料、試劑與儀器
CO2萃取的啤酒花浸膏由新疆三寶樂農(nóng)業(yè)科技開發(fā)有限公司提供。
異α-酸由本實(shí)驗(yàn)室以啤酒花浸膏為原料自制;異α-酸和二氫異α-酸的標(biāo)準(zhǔn)品 美國釀造化學(xué)協(xié)會;色譜分析所用試劑為色譜純;硼氫化鈉、硼氫化鉀、氫氧化鉀等試劑均為分析純。
高效液相色譜儀(P2000II型高壓恒流泵、UV200H型紫外檢測器) 大連依利特分析儀器有限公司;BS210S電子天平 德國賽多利斯公司;HH-S4型數(shù)顯恒溫水浴金壇市醫(yī)療儀器廠。
1.2 方法
1.2.1 異α-酸的氫化反應(yīng)條件
1.2.2 異α-酸和二氫異α-酸的高效液相色譜分析條件
色譜柱:HYPERSILODS-2 C18柱(150mm×4.6mm,4.5μm);流動相:甲醇-水-H3PO4體積比為75:24:1;流速:1.0mL/min;柱溫:35℃;檢測器波長:275nm;進(jìn)樣量:10μL;采用二氫異α-酸的標(biāo)準(zhǔn)品,峰面積外標(biāo)法定量。
1.2.3 統(tǒng)計(jì)分析
實(shí)驗(yàn)數(shù)據(jù)的統(tǒng)計(jì)分析結(jié)果均是采用Microsoft Excel或OriginPro 8.0專業(yè)軟件來處理的,實(shí)驗(yàn)數(shù)據(jù)表示為平均值±標(biāo)準(zhǔn)偏差。
2 結(jié)果與分析
2.1 異α-酸的氫化反應(yīng)機(jī)理及影響因素
啤酒花中α-酸的異構(gòu)化衍生物異α-酸具有多個不飽和鍵,在氫化還原劑的存在下可以發(fā)生還原,因氫化還原的體系和反應(yīng)的程度不同可能會生成二氫、四氫和六氫異構(gòu)化衍生物,二氫異構(gòu)化啤酒花浸膏是將異α-酸分子中的羰基還原后所得到的產(chǎn)物,采用硼氫化鈉或硼氫化鉀等羰基還原劑時通常生成的是二氫異α-酸[7]。簡單的反應(yīng)流程見圖1。
供試植物材料共8個,分皮、裸兩組,皮燕麥以紅旗2號為對照,參試品系是gp005、gp012、gp030;裸燕麥以品5號為對照,參試品系是gl011、gl001、gl016。對照為光照敏感品種。供試材料均由張家口市農(nóng)科院提供。
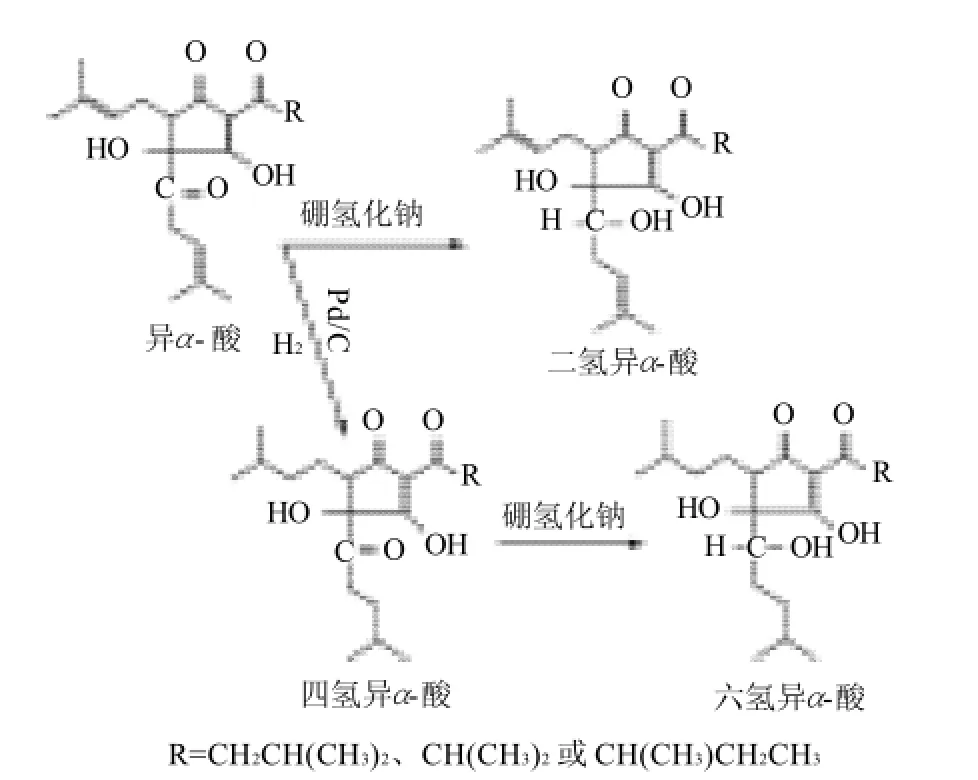
圖1 異α-酸的還原反應(yīng)Fig.1 Reduction mechanisms of iso-alpha-acids to R=CH2CH(CH3)2, CH(CH3)2 or CH(CH3)CH2CH3
2.2 主要組分的定量分析
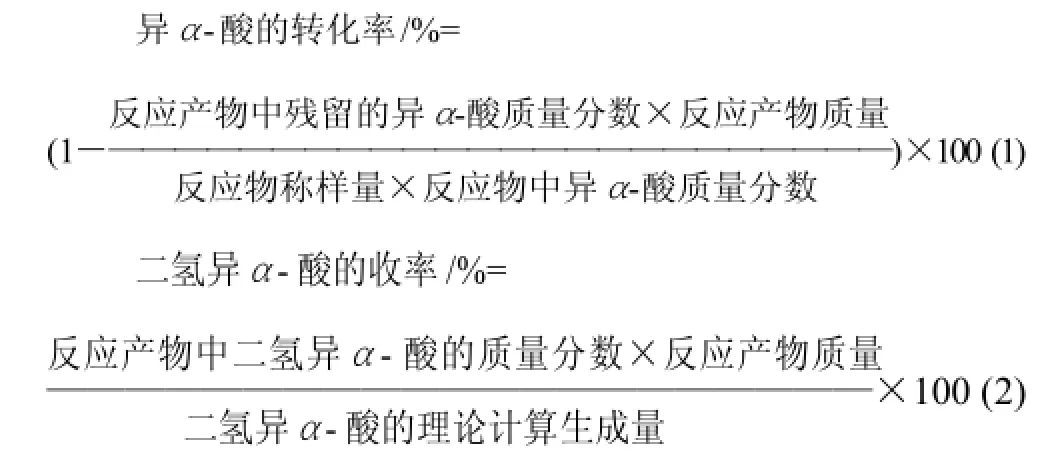
為了全面地評價各種選定條件下異α-酸的氫化程度和反應(yīng)過程中的副反應(yīng)發(fā)生的強(qiáng)弱,實(shí)驗(yàn)結(jié)果分別采用異α-酸的轉(zhuǎn)化率和二氫異α-酸的收率兩個指標(biāo)來考核的,計(jì)算的依據(jù)是測定出反應(yīng)體系中各組分的濃度。反應(yīng)原料和反應(yīng)混合物中各組分的質(zhì)量分?jǐn)?shù)是采用HPLC法,以外標(biāo)法進(jìn)行定量分析得到。
本實(shí)驗(yàn)中除正交試驗(yàn)外,其余數(shù)據(jù)均是采用N次試驗(yàn)平均值(N≥3)。
2.3 正交試驗(yàn)考察異α-酸氫化反應(yīng)合成二氫異α-酸的影響因素
在化學(xué)反應(yīng)中,選用合適的催化劑可以大幅度地提高生產(chǎn)效率,而同一類催化劑在價格上也會有較大的差異。預(yù)實(shí)驗(yàn)首先對異α-酸氫化反應(yīng)催化劑的選擇作了多次實(shí)驗(yàn)比較,結(jié)果表明,選用羰基還原劑NaBH4或KBH4做催化劑反應(yīng)均可進(jìn)行,KBH4略好于NaBH4,但從成本角度來考慮,決定選用NaBH4作催化劑。
在多次預(yù)試驗(yàn)的摸索和結(jié)果分析的基礎(chǔ)上,為盡快找到合適的反應(yīng)條件,首先確定了以反應(yīng)溫度、催化
劑用量、反應(yīng)時間和溶液中KOH的用量等4個因素作為主要的試驗(yàn)因素,利用正交試驗(yàn)來考察所選因素對α-酸氫化反應(yīng)影響的重要性。表1是所選的3因素4水平L9(34)的正交試驗(yàn)因素水平表。
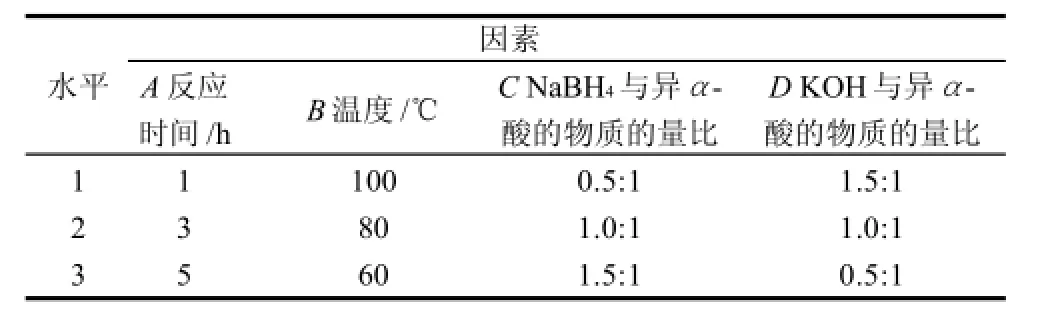
表1 正交試驗(yàn)的因素水平表Table 1 Factors and levels in orthogonal array design L9(34)
為了綜合考慮各方面的因素,正交試驗(yàn)中將異α-酸的轉(zhuǎn)化率和二氫異α-酸的收率同時作為考核指標(biāo)。綜合指標(biāo)即是以這兩個指標(biāo)的加權(quán)和來計(jì)算的,以綜合指標(biāo)計(jì)算值高的水平組合為好。因二氫異α-酸收率為更重要的因素,綜合考慮,采用了如下公式計(jì)算:

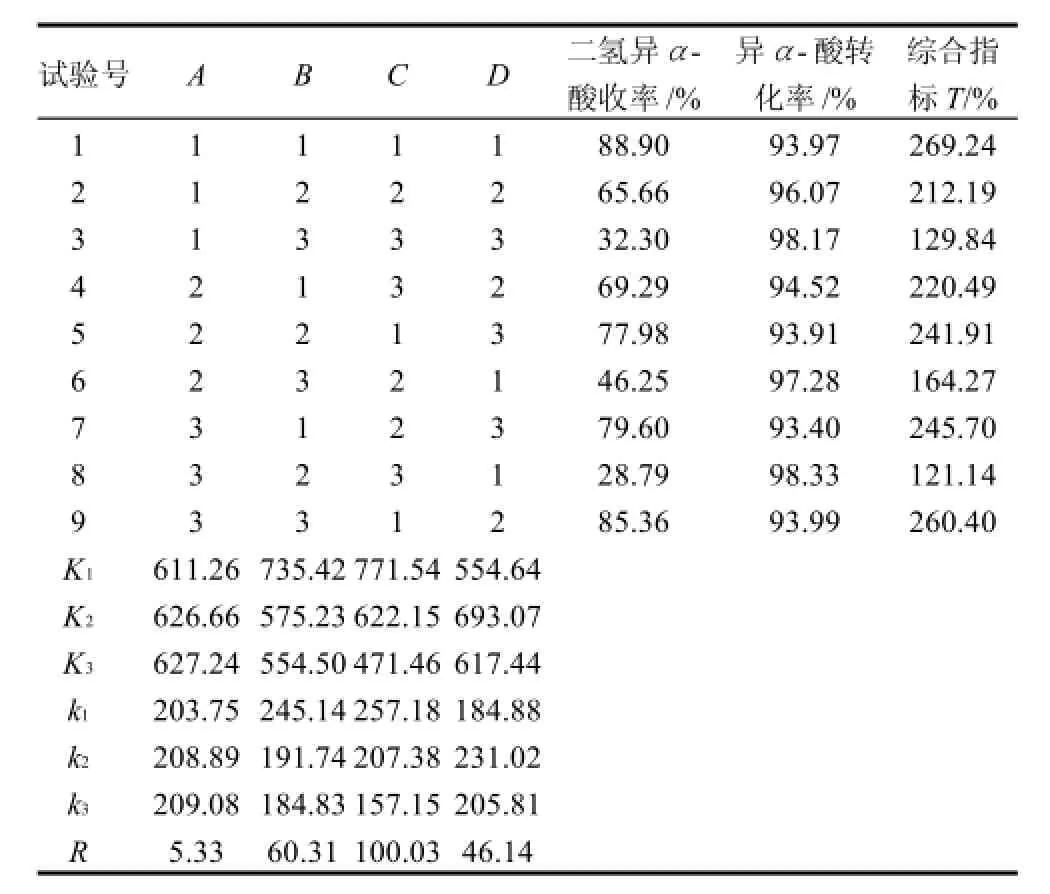
表2 異α-酸氫化反應(yīng)正交試驗(yàn)結(jié)果Table 2 Arrangement of orthogonal array design L9(34) and corresponding experimental values of dihydro-iso-alpha-acid yield, conversion rate of iso-alpha-acids and their weighed index
由正交試驗(yàn)中各因素的極差值可知,在選定的反應(yīng)條件下,反應(yīng)時間對氫化反應(yīng)的的影響相對較小,其他3個因素的影響要明顯地高于反應(yīng)時間。催化劑NaBH4的使用量影響最為明顯,KOH與異α-酸的物質(zhì)的量比和反應(yīng)溫度對反應(yīng)產(chǎn)物收率的影響程度依次增加。正交試驗(yàn)的直觀分析見圖2。
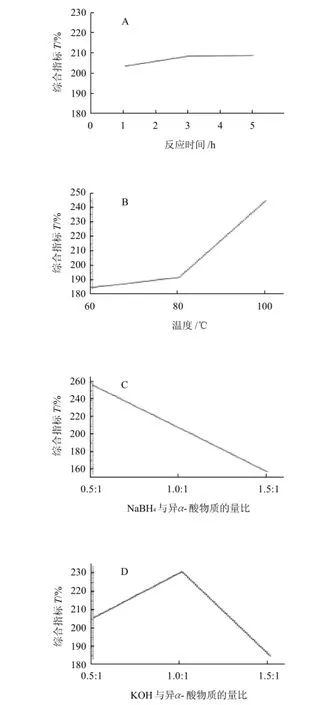
圖2 異α-酸氫化反應(yīng)的直觀分析圖Fig.2 Intuitive analysis of effect of each reaction condition on dihydro-iso-alpha-acid yield
從圖2可以看出,當(dāng)反應(yīng)時間從1h增加到3h時,反應(yīng)收率呈緩慢增加的趨勢,繼續(xù)延長時間則基本不再發(fā)生變化。而反應(yīng)溫度的影響則相反,當(dāng)溫度低于80℃時,不利于反應(yīng)進(jìn)行,隨著溫度的提高,反應(yīng)進(jìn)行的速度明顯的提高,這表明了氫化反應(yīng)必須要有足夠的外
界提供的能量才可以進(jìn)行。催化劑NaBH4與異α-酸的物質(zhì)的量比的關(guān)系則與前兩個因素不同,隨著NaBH4與異α-酸的物質(zhì)的量比的增加,反應(yīng)產(chǎn)物中二氫異α-酸的含量反而呈下降趨勢,但單純從異α-酸的轉(zhuǎn)化率來看變化并不明顯,基本上反應(yīng)物中的異α-酸均已發(fā)生了反應(yīng)。這表明催化劑的用量高時,在氫化的同時還會發(fā)生過氫化現(xiàn)象,即有各種副反應(yīng)發(fā)生,反應(yīng)產(chǎn)物發(fā)生了進(jìn)一步的氫解現(xiàn)象。KOH與異α-酸的物質(zhì)的量比對反應(yīng)結(jié)果的影響也比較特殊,從直觀分析圖也可以看出,加堿量從高到低,反應(yīng)收率從低到高增加,但當(dāng)超過一定的范圍時,則反應(yīng)收率會發(fā)生明顯地下降,這表明合適的加堿量對保證氫化反應(yīng)的完全也是非常重要的。由于反應(yīng)時間大于3h后沒有變化,因此從正交試驗(yàn)中得到優(yōu)化的反應(yīng)條件為A2B1C1D2或A3B1C1D2,即在100℃的條件下,反應(yīng)時間為3h或5h時,KOH與異α-酸的物質(zhì)的量比為1:1,催化劑NaBH4與異α-酸的物質(zhì)的量比為0.5:1為優(yōu)化的試驗(yàn)條件,這一優(yōu)化的條件并未出現(xiàn)在正交試驗(yàn)中。正交試驗(yàn)中的最好試驗(yàn)結(jié)果是條件為A1B1C1D1,即反應(yīng)溫度為100℃,催化劑NaBH4與異α-酸的物質(zhì)的量比為0.5:1,與此相同,而反應(yīng)時間和KOH與異α-酸的物質(zhì)的量比分別為1h和1.5:1。由于催化劑NaBH4與異α-酸的物質(zhì)的量比為0.5:1是否為最適宜的比例不能完全確定,而反應(yīng)時間的選擇也需要進(jìn)一步的試驗(yàn)來驗(yàn)證,為了找到更合適的反應(yīng)條件,在分析了正交試驗(yàn)結(jié)果的基礎(chǔ)上又對催化劑添加比例和反應(yīng)時間的關(guān)系進(jìn)行了進(jìn)一步的探討。
2.4 催化劑和反應(yīng)時間與氫化反應(yīng)的關(guān)系
從正交試驗(yàn)的結(jié)果可以看出,隨著催化劑用量的增加,異α-酸的轉(zhuǎn)化更為完全,但總體來看,增加的幅度有限。而從二氫異α-酸的收率來看,隨著催化劑用量的增加,收率反而下降,這表明催化劑用量過大,反應(yīng)過程中可能發(fā)生了過氫化反應(yīng),這是極為不利的。理論上,1分子的NaBH4可以還原4分子的異α-酸,但由于NaBH4容易分解,很多反應(yīng)中都需要過量的NaBH4來完成反應(yīng)。正是由于這種考慮,正交試驗(yàn)選擇了0.5:1~1.5:1的NaBH4用量,但從正交試驗(yàn)結(jié)果可知,NaBH4物質(zhì)的量比0.5:1時最好,因此,有必要進(jìn)一步考察NaBH4用量的影響。表3中的實(shí)驗(yàn)數(shù)據(jù)是在正交試驗(yàn)的優(yōu)化條件下,即反應(yīng)溫度100℃, KOH與異α-酸的物質(zhì)的量比為1:1的條件下,比較了在NaBH4與異α-酸物質(zhì)的量比小于0.5:1的不同條件下,反應(yīng)時間與二氫異α-酸的收率之間的關(guān)系。
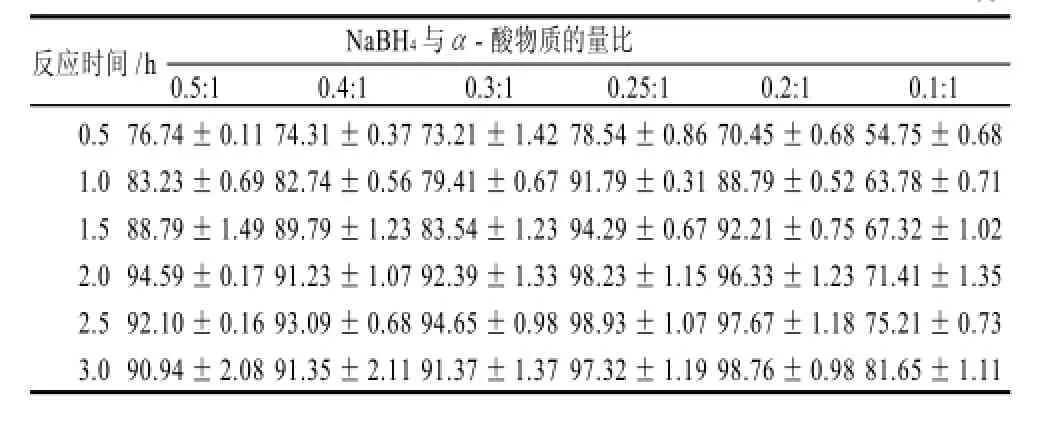
表3 不同的催化劑用量和反應(yīng)時間對二氫異α-酸的收率的影響Table 3 Effect of NaBH4 amount and reaction time on dihydroiso-alpha-acid yield
表3的數(shù)據(jù)表明,當(dāng)NaBH4與異α-酸的物質(zhì)的量比為0.25:1時,二氫異α-酸的收率最高,在0.1:1時,異α-酸在3h內(nèi)氫化不完全;高于0.3:1時,反應(yīng)中可能由于副反應(yīng)的增多而影響反應(yīng)產(chǎn)物的收率。另外從反應(yīng)時間上來看,2h時的反應(yīng)收率基本上已經(jīng)穩(wěn)定,繼續(xù)延長反應(yīng)時間對反應(yīng)結(jié)果并無改善,甚至還會加大發(fā)生副反應(yīng)的可能。因此,通過反復(fù)試驗(yàn),最終確定反應(yīng)溫度100℃,KOH與異α-酸的物質(zhì)的量比1:1,催化劑NaBH4與異α-酸的物質(zhì)的量比0.25:1,反應(yīng)時間2h為氫化反應(yīng)的最佳工藝條件。并在此基礎(chǔ)上進(jìn)行了放大驗(yàn)證,由表4結(jié)果可知,反應(yīng)收率可達(dá)97%以上。

表4 最佳工藝條件的放大驗(yàn)證實(shí)驗(yàn)Table 4 Results of scale-up experiments for the validation of optimized reaction conditions
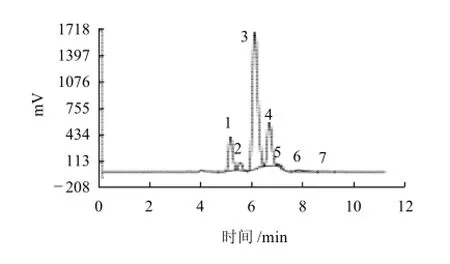
圖3 二氫異α-酸的標(biāo)準(zhǔn)樣品色譜圖Fig.3 HPLC chromatogram of dihydroiso-alpha-acid standard
圖3 和圖4分別為二氫異α-酸的標(biāo)準(zhǔn)樣品和反應(yīng)產(chǎn)物的高效液相分析的色譜圖。由于異α-酸是由3個同系物組成的,還原產(chǎn)物中每個產(chǎn)物都有順、反兩種異構(gòu)體,理論上應(yīng)該存在6個異構(gòu)體,但以目前的分離條件,二氫異α-酸的標(biāo)準(zhǔn)樣品僅能得到4個主要的色譜
峰,而反應(yīng)產(chǎn)物中在這4個主要的色譜峰之前的一個色譜峰即為未反應(yīng)完全的異α-酸。
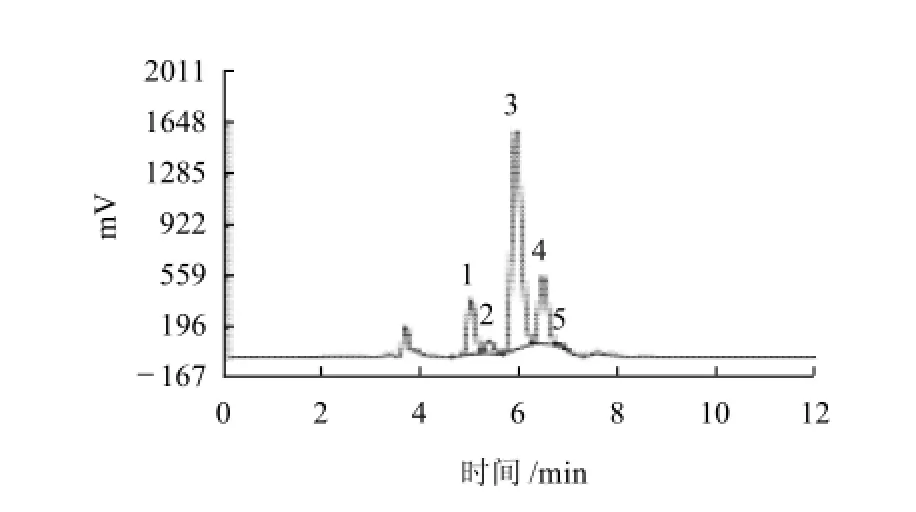
圖4 二氫異α-酸的反應(yīng)產(chǎn)物色譜圖Fig.4 HPLC chromatogram of a dihydroiso-alpha-acid product synthesized in this study
3 結(jié) 論
本實(shí)驗(yàn)以啤酒花浸膏中α-酸的異構(gòu)化衍生物異α-酸為原料,通過正交試驗(yàn)考察了異α-酸加氫還原為二氫異α-酸的工藝條件。結(jié)果表明,催化劑的選擇對反應(yīng)的順利進(jìn)行是十分重要的,但羰基還原劑NaBH4或KBH4對反應(yīng)的影響并無太大差異,而催化劑NaBH4的用量、反應(yīng)溫度、KOH與異α-酸的物質(zhì)的量比及反應(yīng)時間等都與反應(yīng)產(chǎn)物二氫異α-酸的收率有直接關(guān)系,其影響程度依次減弱。在分析了正交試驗(yàn)結(jié)果的基礎(chǔ)上,通過進(jìn)一步的單因素試驗(yàn)最終確定以異α-酸為原料合成二氫異α-酸的最佳工藝條件:氫氧化鉀與異α-酸的物質(zhì)的量比為1:1、NaBH4與異α-酸的物質(zhì)的量比為0.25:1、反應(yīng)溫度為100℃、反應(yīng)時間為2h。并在此條件下,通過放大驗(yàn)證實(shí)驗(yàn)證明,反應(yīng)收率可達(dá)97%以上。
[1]STEWART G G. The chemistry of beer instability[J]. Journal of Chemical Education, 2004, 81(7): 963-968.
[2]WEISS A, SCHOENBERGER C, MITTER W, et al. Sensory and analytical characterization of reduced, isomerised hop extracts and their influence and use in beer[J]. J Inst Brew, 2002, 108(2): 236-242.
[3]ROBERTS T R, WILSON R J H. Information on prevention of lightstruck flavour production[M]// PRIEST F G, STEWART G G. Handbook of brewing. 2nd ed. Boca Raton: CRC Press, 2006: 177-279.
[4]MOIR M, SMITH R J. Foam-enhancing and bitter, reduced iso-αacids derived from hops[J]. Proc Congr Eur Brew Conv, 1995, 25: 125-134.
[5]De COOMAN L, AERTS G, WITTERS A, et al. Comparative study of the stability of iso-alpha-acids, dihydro iso-alpha-acids and tetrahydroisoalpha-acids during beer ageing[J]. Cerevisia, 2001, 26(3): 155-160.
[6]劉玉梅, 湯堅(jiān), 劉奎鈁. 啤酒花的化學(xué)研究及其和啤酒釀造的關(guān)系[J]. 釀酒科技, 2006(2): 71-75.
[7]WILSON R J H, GIMBEL A M, ROBERTS T R, et al. Rho-iso-alpha acid hop products and methods: EP,1777289A1[P]. 2007-04-25.
Chemical Synthesis of Dihydro-iso-alpha-acids
LIU Yu-mei1,GAO Zhi-ming2,LUO
(1. College of Chemistry and Chemical Engineering, Xinjiang University.. 830046, China;2. Xinjiang Sapporo Agriculture Science and Technology Development Co. Ltd., Urumqi 830002, China)
Dihydro-iso-alpha-acids are the products of isomerization followed by hydrogenation of alpha-acids as one kind of the main soft resins in flower cone of hops (Humulus lupulus L.) and show a slightly bitter taste and the best solubility among all hydrogenation products of isomerizd alpha-acids. Single factor and orthogonal array design methods were used to deal with the effects of reaction temperature and time and amounts of added NaBH4and KOH to iso-alpha-acids on dihydro-iso-alpha-acid yield. Results indicated that the above reaction conditions all exhibited an obvious effect on dihydro-iso-alpha-acid yield in the decreasing order: reaction temperature > amount of added KOH > amount of added NaBH4 > reaction time and their optimal values were as follows: a reaction system composed of iso-alpha-acids, KOH and NaBH4 at 1:1:0.25 molar ratio left to react for 2 h at 100 ℃. Two-, 3- and 5- fold scale-up experiments carried out under such conditions all gave over 97% dihydro-iso-αacids yields.
hops;dihydro-iso-alpha-acids;hydrogenation;reduction
TS262.5
A
1002-6630(2010)10-0112-05
2009-07-30
新疆維吾爾自治區(qū)科技支疆計(jì)劃項(xiàng)目(200991247)
劉玉梅(1965—),女,高級工程師,博士,主要從事天然產(chǎn)物功能因子與分析檢測研究。E-mail:xjdxlym@163.com
猜你喜歡
大自然探索(2023年7期)2023-11-14 13:08:06
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
智富時代(2018年3期)2018-06-11 16:10:44
浙江大學(xué)學(xué)報(bào)(工學(xué)版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
超硬材料工程(2016年1期)2016-02-28 22:20:04
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
合成化學(xué)(2015年4期)2016-01-17 09:01:27
應(yīng)用化工(2014年3期)2014-08-16 13:23:50
