齒條安裝面修正裝置的設計
2010-05-26 03:24:40安陽鑫盛機床股份有限公司劉天俊鄭海燕
世界制造技術與裝備市場 2010年5期
安陽鑫盛機床股份有限公司 劉天俊 鄭海燕
齒條安裝面修正裝置的設計
安陽鑫盛機床股份有限公司 劉天俊 鄭海燕
目前,國內對較長車床 (大、重型車床)的縱向進給一般采用齒條齒輪傳動,其剛性強、穩定性好。但是,由于車床齒條安裝面較長,它與Z向進給導軌導向面的加工非一次裝夾完成,且床身結構復雜,易變形,由此造成導軌面和齒條安裝面的位置公差超差。如CKH61125/8000重型數控車床較嚴重的一次超差,牙條安裝面與導軌導向面間的平行度達0.25mm,而產品零件圖紙要求的平行度為0.1 mm。對于這類問題,以往我們是通過鉗工刮研的工藝手段來進行修正,但這樣的操作方法比較落后,不僅工人的勞動強度大,生產效率低,還難以滿足公司的生產進度安排和用戶的需求。
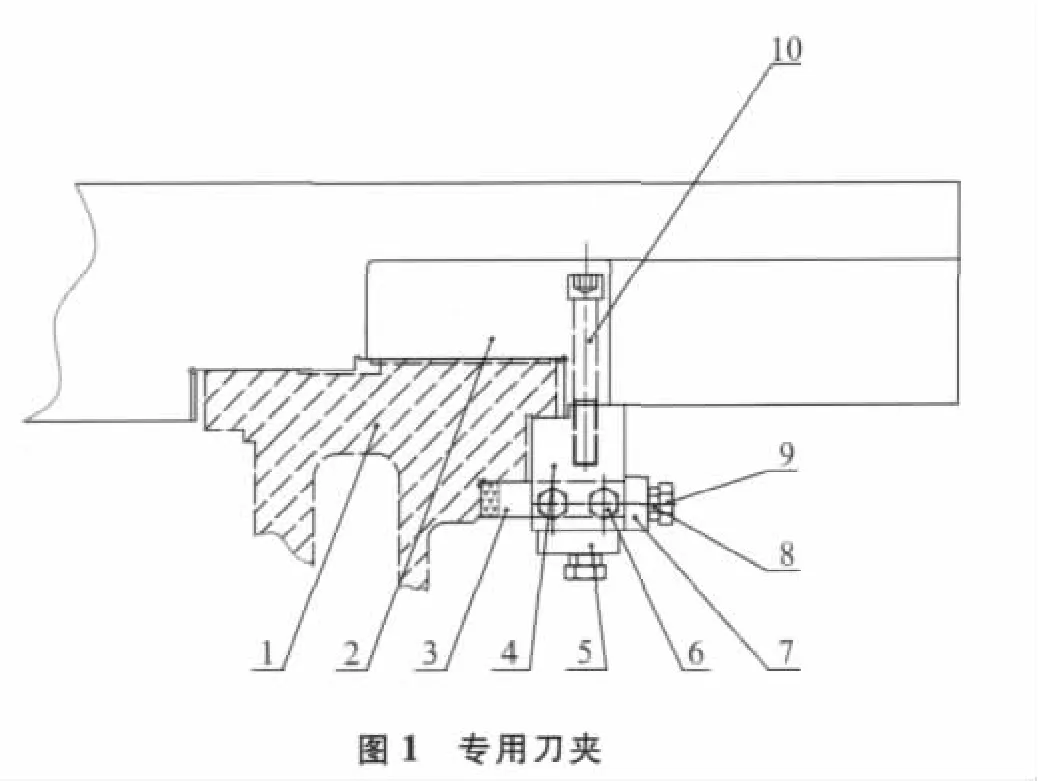
為了解決這一難題,我們設計了一種專用刀夾(圖 1)。
將此刀夾安裝在車床床鞍上通過溜板箱連接孔固定,使刀夾內的刀頭刃部直接作用于要修復的齒條安裝面上。此裝置克服了原有加工設備的能力不足和因結構復雜而引起的變形造成的床身齒條安裝面與基準導軌面位置精度超差問題,保證了被加工車床床身牙條安裝面與導軌導向面的位置公差要求,方便安裝調試、節約裝配時間、提高生產效率,采用此裝置修復后的床身牙條安裝面與導軌導向面間的平行度在8m長度內達0.01mm,實際精度遠高于零件圖紙精度要求。按此檢測數據,對于再長的車床床身的牙條安裝面的位置度誤差,均可利用此裝置實現修復。
經驗證,使用我們設計的這種刀夾有如下優點:
(1)修正過的床身齒條安裝面與基準面間的位置公差可輕松保證。
(2)具有較高的加工效率。
(3)降低了工人的勞動強度。
(4)不會損傷工件的其它表面。