1780mm不銹鋼六輥軋機自動控制系統的研究
2010-06-28 12:30:40馬艷陽翟周科
裝備制造技術 2010年4期
關鍵詞:系統
馬艷陽,翟周科
(1.陜西國防工業職業技術學院電子系,陜西西安710302;2.西安重型機械研究所,陜西西安710032)
1 780 mm六輥可逆冷軋機組,是在常溫狀態下,將材質為普通碳素鋼和低合金優質鋼、不銹鋼,厚度為2.0~5.0 mm的經過酸洗(可切邊或不切邊)的熱軋帶卷,經過若干道次的軋制,使其成為具有所需厚度及表面粗糙度的各種規格的冷軋帶卷。技術參數如表1所示:

表1 1780mm六輥可逆冷軋機組技術參數
主軋機、開卷機和左右卷取機,采用全數字交流變頻調速控制。機組采用雙CPU控制,全液壓推上,液壓AGC自動控制。采用二級計算機控制,實現機組的生產過程控制。機組具有軋制規程計算、道次分配、參數優化、工作輥的正負彎輥、中間輥正彎輥控制和中間輥竄輥設定功能。工藝過程實時參數和設備關鍵參數的檢測、顯示和報警功能。配備激光測速儀、張力計,自動化程度達到了國內領先水平。
1 設備組成及工藝簡介
1780 mm不銹鋼六輥軋機由上卷小車、開卷機、開頭矯直機、右卷取機、機前裝置、主軋機、機后裝置、右卷取機、助卷器、換輥裝置、收墊紙機、除油裝置等及液壓氣動系統和電氣系統組成。
工藝描述。根據生產計劃,由吊車將鋼卷吊至開卷機前的上卷小車鞍座上,人工拆除捆帶。鋼卷由上卷小車上卷,經開卷機(具有卷紙功能)開卷,經過鏟頭將帶鋼頭部從鋼卷引出,通過開頭機、送入軋機、在送往出口的卷取機,借助助卷器(厚帶采用鉗口)對帶鋼進行卷取并形成軋制張力后,軋機進行多道次往復軋制,軋制后的帶鋼經卷取機卷取后,再由卸卷小車卸卷,送往鋼卷存放鞍座上。鋼卷在鞍座上打捆、稱重后,由吊車送到中間倉庫存放。
2 自動控制系統的組成
1 780 mm不銹鋼六輥軋機自動控制系統由供配電系統、PLC系統、傳動系統、厚控系統、計算機控制系統組成。
2.1 供配電系統
根據軋機交流電機電壓等級及電機容量要求,系統配置了4臺獨立的整流變壓器,其中1#整變、2#整變為主機和卷取機同步電機供電,3#整變為開卷機異步電機供電,4#為同步電機的勵磁供電。工廠提供兩路AC380V電源分別至傳動柜和基礎自動化電源進線柜,為傳動裝置的風機、自動化系統、交流輔助電機等供電。單線圖如圖1所示。

圖1 供配電系統單線圖
2.2 基礎自動化控制系統
采用雙CPU控制,一個S7-412CPU掛接了14個ET200M站,控制液壓傳動站、設備潤滑站、工藝潤滑站、AGC泵站、彎輥橫移泵站及機組輔助控制,另一個S7-416CPU掛接3條PROFIBUS-DP網控制厚控系統、傳動系統、彎輥橫移系統。2個CPU之間,采用工業以太網通訊,傳輸連鎖信號。S7-416CPU主機架上配置了2個FM458,一個FM458用于傳動系統控制,另一個用于厚控系統和彎輥橫移系統的控制。網絡結構圖如圖2所示。
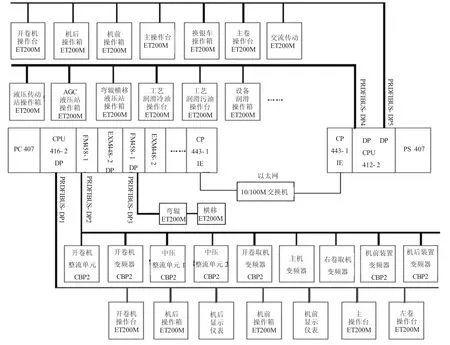
圖2 PLC網絡結構圖
2.3 傳動系統
傳動系統主要由主軋機、開卷機、左右卷取機組成,主傳動,左右卷取機采用西門子公司全新推出的中壓變頻調速裝置SINAMICS SM150系列產品,開卷機采用西門子6SE70整流回饋+逆變器裝置,出入口轉向輥、收墊紙機采用西門子6SE70交流變頻裝置。
開卷機異步電機電機功率730 kW,AC 520/660 V,420/1500 r/min,卷取機同步電機電機功率4000 kW,AC3300 V,350/1250 r/min,主軋機同步電機電機功率7 000 kW,AC3300 V,360/980 r/min。開卷機選用了一臺800 kW的整流裝置和兩臺600 kW的逆變器并聯使用來控制開卷電機。主軋機、左右卷取機3臺電機配置了2臺10.5 MVA整流裝置并聯為3臺10.5 MVA的逆變器供電。3臺同步電機分別配置了3個勵磁裝置,勵磁由西門子6RA70裝置控制。傳動系統圖如圖3所示。
開卷機、左右卷取機穿帶時為速度系統,正常軋制時為張力系統,主軋機上下輥由1臺電機經減速箱連接,穿帶和正常軋制時均為速度系統。速度系統反饋采用霍普納編碼器,并帶有超速保護。張力系統采用ABB張力計,直接張力閉環控制。卷徑計算采用機前機后轉向輥上的編碼器進行線速度采集。
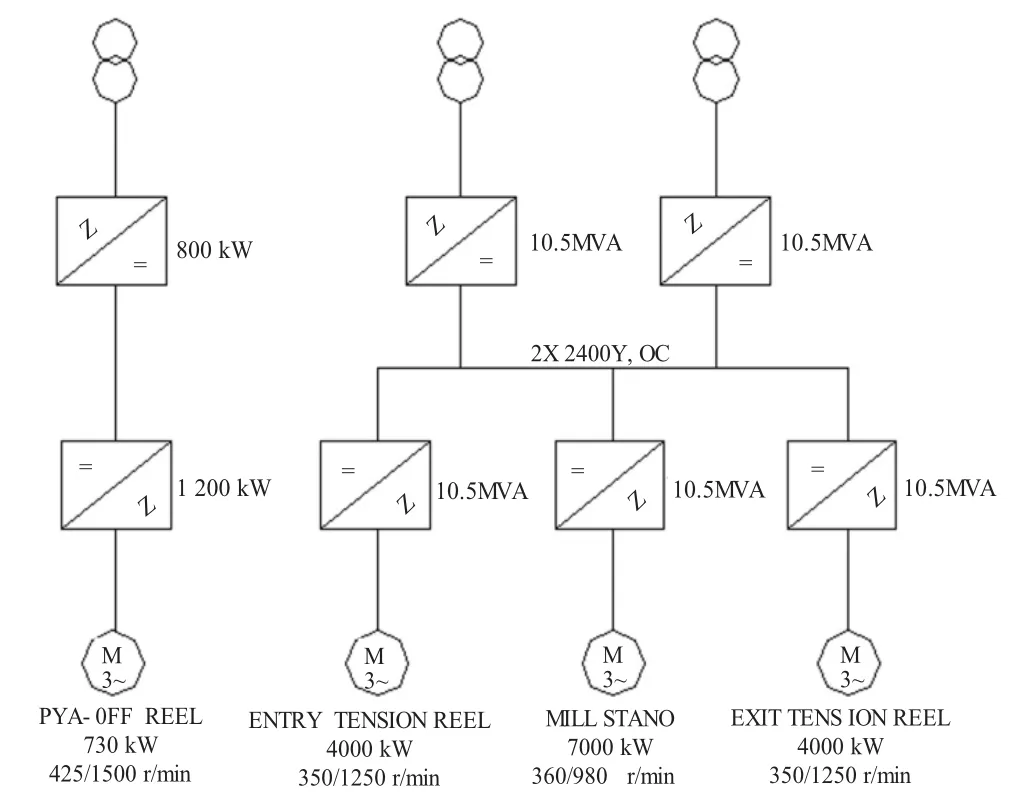
圖3 傳動系統圖
2.4 厚控系統
厚控系統采用的是液壓壓上的AGC系統。采用moog D791電液伺服閥,song位移傳感器,MPM480壓力傳感器。最大軋制力可達25 000 kN。厚控系統具有恒輥縫控制、軋制壓力控制、輥縫位置控制、厚度預控、厚度監控、秒流量控制等功能。
2.5 計算機系統
計算機系統由L1和L2兩級系統組成,L1級負責設備級的監控,包括液壓站的啟動和停止、設備狀態、傳動系統的合閘和分閘、傳動電機的電流、轉速的參數顯示等;L2級主要負責軋制規程的予設定。L1級由一臺工程師站ES1和一臺客戶端L1 HMI組成,分別放在計算機室和操作室。L2級由一臺服務器、一臺工程師站ES2和一臺客戶端L2 HMI組成,分別放在計算機室和操作室。計算機室和操作室分別設有一個兩光口和八電口的交換機,計算機室和操作室用光纖將兩邊的以太網連接起來,網絡拓撲如圖4所示。

圖4 計算機系統網絡拓撲
3 自動控制系統的特點
3.1 硬件選型特點
(1)多網絡;
(2)厚控系統采用FM458模塊,分時處理,響應速度更快,精度更高;
(3)傳動系統選用西門子公司的中壓變頻調速裝置SINAMICS SM150系列,IGCT使2.3~7.2 kV的大功率中壓變頻調速裝置獲得高動態性能,它通過一個真正的標準程序,對0~9 000 r/min范圍內的傳動速度,進行精確的控制。冷卻系統采用水冷單元,與風冷相比較極大的減少了噪音。
3.2 軟件特點
程序編制采用CFC更直觀,查找故障更方便;傳動系統配置了PDA,調試及故障診斷更方便。
3.3 檢測儀表的特點
檢測元件均選用進口元件,ABB張力計、beta激光測速、瑞美測厚儀,song磁尺位移傳感器可靠性高,精度更高。
4 結束語
泰鋼1 780mm不銹鋼六輥可逆冷軋機組,是國內自主設計的最寬的六輥軋機,設計選型先進,自動控制系統自動化程度高,功能先進,保障機組高效穩定運行,為以后六輥軋機的設計提供了很好的參考。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
