鈑金件產品級進模數字化設計解決方案
2010-07-10 07:01:16王樹勛
制造業自動化 2010年3期
王樹勛
(江門職業技術學院,江門 529090)
0 引言
傳統的鈑金件產品級進模設計方法為采用AutoCAD繪制產品圖、模具總裝圖及零件圖,并做手板進行模擬檢驗及修改。這種方法不能及時發現錯誤,耗時耗工,成本較高。本文介紹一種高效率數字化模擬仿真設計方法,即用UGNX4中的鈑金設計模塊進行鈑金產品設計,然后調入級進模設計模塊 (PDW)進行模具設計。目前,掌握這一先進制造技術的專業工廠還很少,本文建議將這一技術在級進模制造廠家進行推廣。
1 鈑金產品設計
首先進入UGNX鈑金模塊。在NX草圖狀態下繪制產品毛坯片草圖,在鈑金模塊下選擇墊片功能,創建1mm厚度的產品毛坯片如圖1所示。
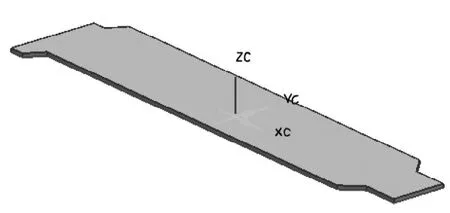
圖1 產品毛坯片

圖2 產品彎邊

圖3 除掉彎邊上的料
再次進入草圖狀態,在長邊上繪制草圖,法向除掉二塊料,如圖4所示。

圖4 除掉長邊上的料
至此,鈑金產品造型完畢。
本產品為常見的電腦顯卡支架五金沖壓件,選用材料為08鋼板,料厚1mm,生產批量大。該零件形狀簡單,特征有1處沖孔,1處折彎,3處去料。這個零件應該采用多工位級進模生產,才會提高產品精度及生產效率。
3 沖壓工藝設計

圖5 展開鈑金零件毛坯
按照級進模的設計原理,坯料排樣及廢料設計完了之后,應該進行工藝排樣,確定每一工步的工藝,并按照沖孔、變形、彎曲大的原則順序安排工序。選擇條料排樣功能,設置六個工位進行工序排樣。如圖8所示,第一工位沖導正孔,第二工位沖螺釘孔和支架中間的去料,第三工位沖圖7中的第1、第3塊廢料,第四工位為空工位,第五工位進行彎曲,第六工位進行切斷。

圖6 毛坯排樣

圖7 廢料設計

圖8 工藝排樣
在所有的工步都進行了工序設計后,要對設置的工序進行工藝仿真,這一步是很重要的,也是與CAD設計方法的重大區別,它能夠進行高度智能仿真,拋棄了傳統的用做手板的方法進行驗證的落后方式。本設計的工藝仿真三維圖如圖9所示。

圖9 工藝仿真

圖10 壓力中心
4 模具設計
上面所進行的是沖壓工藝設計部分,下面進行模具設計。
目錄:DB_UNIVERSAIL2,
類型:9PLATES,
規格:6040,
PL=600,PW=400,DP_h=25,SP_h=20,
其它默認系統設置,也可以根據本廠的實際情況定制模架,調入模架如圖11所示。

圖11 調入模架

圖12 安裝沖孔及落料的沖頭、凹模及落料孔
安裝第三工位沖裁二邊廢料的沖裁沖頭、凹模及落料孔如圖13所示。因為在第三工位沖裁廢料和第五工位彎曲之間比較擁擠,所以在第四工位留出一個空工位,便于模具安裝和提高模具強度。

圖13 安裝沖頭、凹模及落料孔

圖14 安裝壓彎模具及切斷模具
上述各工序的模具鑲件設計完畢后,還要在模架上設計讓位槽和型腔、安裝導釘、浮升銷等結構部件,可在標準件庫中調用或在建模模塊自行設計后調入,此處由于篇幅限制不再遨述。

圖15 整套模具的三維裝配圖
整套模具的三維裝配圖如圖15所示,實際生產時要將三維圖轉換為二維工程總裝圖、零件圖、各個模板上的孔表及模具零部件清單(BOM),然后將這些文件放在UGNX工程圖模塊中進行處理,此處不再對此進行詳細討論。
5 結束語
本文嘗試了用UGNX的鈑金設計模塊進行了鈑金產品設計,然后用PDW模塊來進行該產品的級進模設計。與傳統的CAD設計方法相比,用UGNX的鈑金設計模塊進行產品設計和PDW模塊來進行級進模設計,十分方便快捷,工藝智能化仿真程度高,不需要另做手板模擬仿真,能夠及時地發現設計錯誤并進行產品和模具設計的修改,大大地提高了設計效率,明顯地縮短了模具制造工期,是鈑金件產品與級進模設計技術的發展方向,建議在級進模制造廠家中大力推廣應用。
[1] Progressive Die Wizard,Workbook,March 2006, NX4MT1-9010.
[2] 典型五金件的PDW多工位級進模設計[J].模具工程,2007,11.
[3] 支架托板的PDW多工位級進模設計[J].機電工程技術,2007,10.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46