X2010A龍門銑床調速系統給定電路改進
2010-07-16 09:54:08李丁
設備管理與維修 2010年9期
李 丁
中原特鋼股份有限公司X2010A龍門銑床用于加工四/六方鉆桿和芯棒打孔,工作臺進給運動是通過操作面板多級轉換開關調節給定電位器進行有級調速。調速系統給定電路見圖1,U1為200V,穩壓輸出為105V,TS即為多級轉換開關,總阻值10kΩ。調整多級轉換開關手柄各點電位,給定電壓變化且和CF負反饋、電壓、電流微分負反饋比較后加到5BG輸入端,5BG導通輸出直流控制電壓Uy,Uy和鋸齒波電壓比較后控制脈沖形成環節的晶體管通斷,輸出同步脈沖控制晶閘管導通,調節Uy即改變Uy與鋸齒波交點時刻,控制輸出電壓值,調整電機轉速。
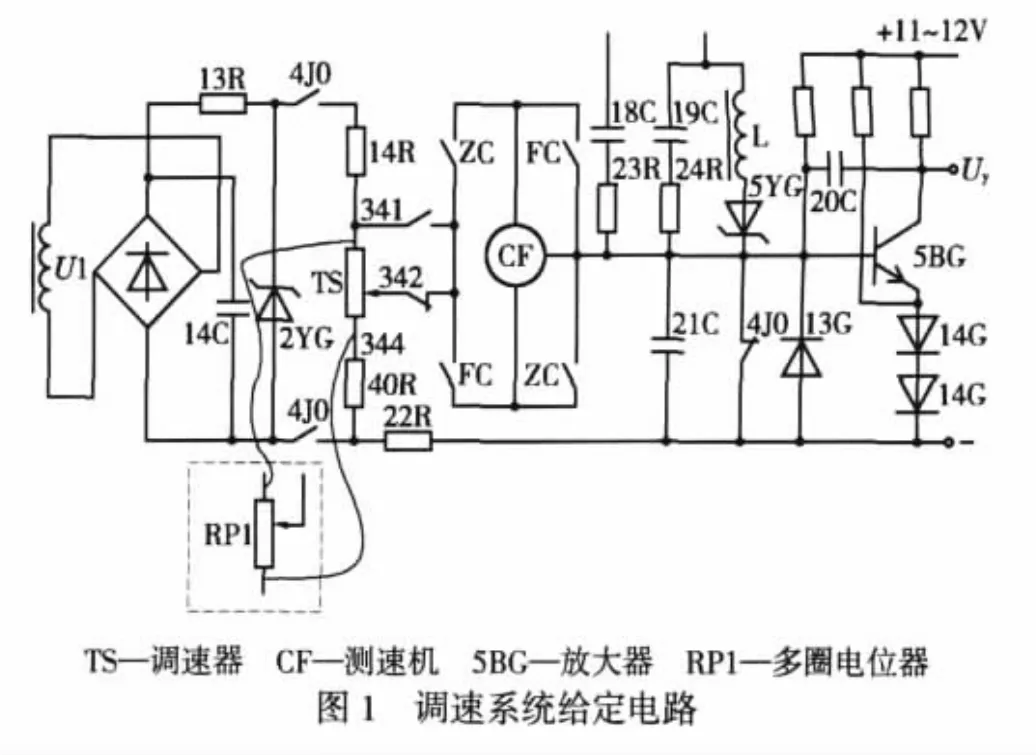
多級轉換開關使用時是通過斷開、閉合其觸點接通各級電阻。長期使用后多級轉換開關軸套斷裂,各觸點時閉時斷,給定電壓時有時無,造成工作臺進給竄動,無法工作。多級轉換開關體積大,各級電阻均焊接在電路板上,容易出現脫焊、虛焊,故障率高。
該多級轉換開關已淘汰,經過分析計算決定采用WXD7-33-5W10k型多圈電位器代替多級轉換開關(圖1虛線框)。多圈電位器體積小、安裝方便、線性精度高、阻值誤差小、壽命長。改進后,轉動多圈電位器轉軸即可輕松平滑調整給定電壓,Uy穩定可靠,調速過程平滑,機床實現無級調速。經過1年多使用,多圈電位器狀態良好,機床加工質量穩定。