多線切割機的切割運動分析
2010-08-09 07:41:14種寶春靳永吉羅嘉輝
電子工業專用設備 2010年2期
種寶春,靳永吉,羅嘉輝
(中國電子科技集團公司第四十五研究所,河北三河燕郊 065201)
半導體材料采用的多線切割方式,已經取代了以內圓鍍制金剛砂的內圓刀片的單片切割技術,內圓刀片的單片切割方式已經不能滿足大直徑晶圓的切割。多線切割方式具有切割效率高和切割效果好的特點,但是如果出現斷線將造成嚴重的損失,所以對于切割設備本身具有更高的要求,切割張力采用了張力控制,切割進給運動采用了變速切割進給方式。
1 多線切割機理
多線切割方式,是由鋼絲線作為載體帶動高硬度的研磨砂粒對材料進行研磨去除,實現對材料的切片。砂粒在切割過程中進行移動和滾動運動。移動過程中,砂粒一棱角切入被切割材料中,使其產生塑性變形,同時在鋼絲線的帶動下橫向移動,破壞材料原子間的鍵合力形成碎屑,當阻力大于橫向力時,產生滾動運動,而另外的棱角重新參與研磨切除,同時排出切屑。
在切割過程中,鋼絲線作為實現對材料切割磨料的載體,在高速運動,保證磨料達到切削去除的基本能量,磨料在研磨去除中受到鋼絲線壓力,此壓力來源于不斷的進給運動,由于鋼絲線的高速運動,磨料在鋼絲線和材料之間運動,實現對材料的切除,在此運動過程中鋼絲線和被去除材料相互都具有磨損,然而鋼絲線由于不斷的更新,磨損過的鋼絲線不再使用,對于被切割材料破損不斷的進行,從而實現對材料的切割。
磨料在切割運動中分為4個狀態,如圖1所示。
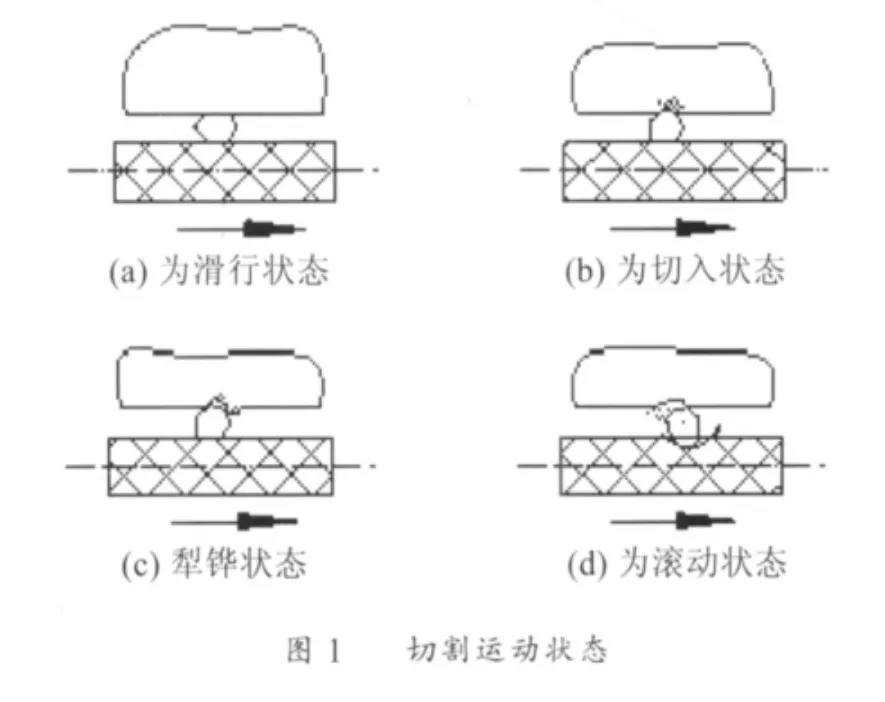
實現對材料的去除主要為切入狀態和犁鏵狀態,磨料在鋼絲線的帶動下在材料表面摩擦滑行,在壓力的作用下磨料的棱角切入材料使其產生塑性變形后對材料進行犁鏵,破壞材料間的分子鍵合力,產生碎屑。當切削阻力很大時,磨料停止劃切運動,在鋼絲線的摩擦力下產生滾動,并排出切屑,同時又進入下一次的切削運動。
2 切削過程中鋼絲線的張力
2.1 鋼絲線上的張力
在切割過程中鋼絲線保持著恒定的拉力,如圖2所示,鋼絲線上的張力為。
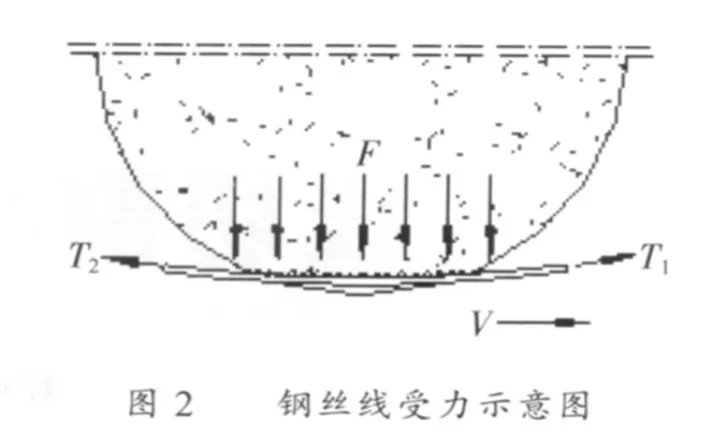
式中:T1=F·μ+T2(1)
T1為收線張力
T2為放線張力
μ為材料摩擦系數
鋼絲線上的張力由電機來提供,下壓力F是由切削進給量來保證,為了保證切削效果的一致性,鋼絲線上的張力為恒定值,張力T和下壓力F是保證材料不斷被去除的基礎,在下壓力F力的作用下磨料棱角邊作用于被切除材料上產生極大的壓強,從而可以切入材料中,使其產生塑性變形,并且斷裂。
2.2 切割過程中張力的調整
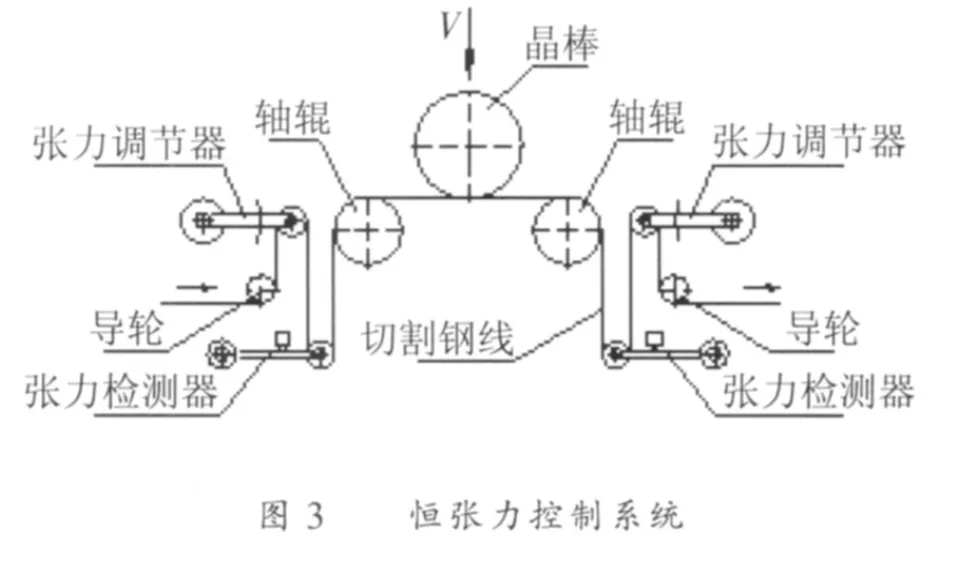
在切割過程中,切割鋼絲線在高速旋轉軸輥的帶動下進行高速的直線運動,鋼線必須保持恒張力控制,達到恒定的拉力,實現研磨的均勻性。如圖3所示,在切割過程中,張力檢測器實時監測切割鋼絲的進線和收線的張力,同時張力調節器根據張力檢測器的監測結果對張力進行調整,保證張力的恒定。
3 切削進給運動控制
目前多線切割機主要用于太陽能晶棒的切割和集成電路晶棒的切割。
3.1 方料切削運動
太陽能晶棒以方料為主,在對方料進行切割過程中切削進給為勻速運動,如圖4所示。
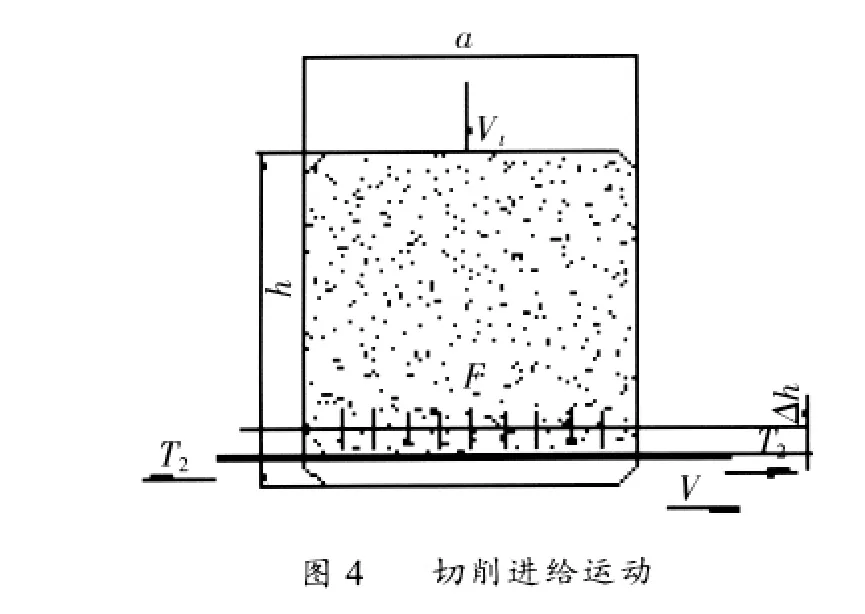
從公式(1)可以得到:Fμ=T1-T2

其中:T1、T2為恒力,由公式(2)可以知道下壓力F為恒力。
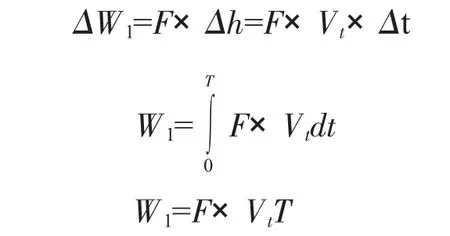
下壓力F在切割過程中所作的功為:
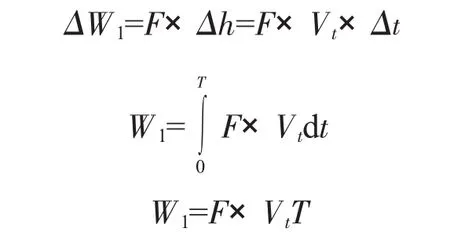
鋼線在切割過程中所作的功為:
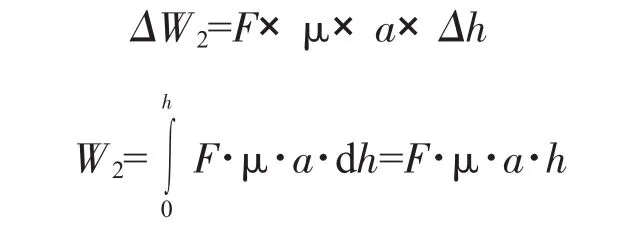
K為系數

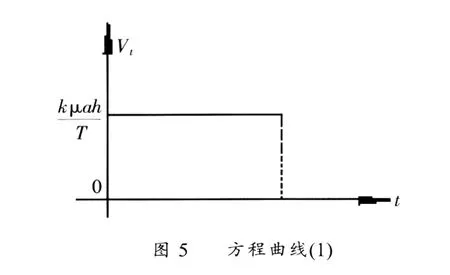
Vt方程曲線見圖5。
3.2 晶棒切割運動
在對集成電路晶棒切割過程中,切割進給速度為變速運動,如圖6。
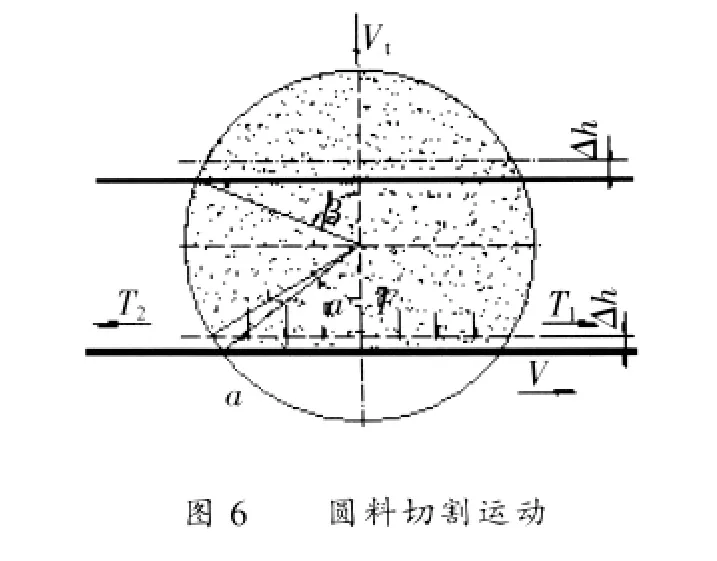
對于切割圓晶棒的切割從切割到直徑和切割過直徑進行分析。下壓力所作的功為:
鋼線在切割過程中所作的功為:

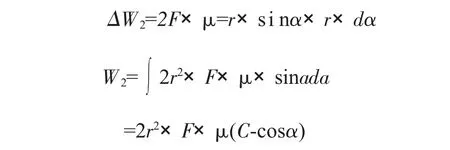
令:W1=K×W2
K為系數
則:
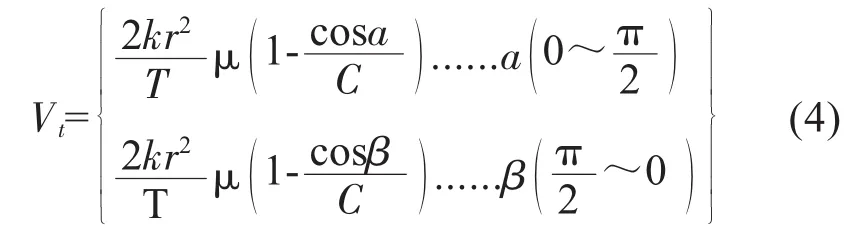
V方程曲線為:
從方程曲線可以看出,切割進給速度在切割過程中是變化的,在最初切割和最后切割結束時切割速度最快,到晶圓直徑處時速度最慢,并且切削進給速度符合余弦曲線。
4 砂漿的供給
砂漿是由切削液和碳化硅微粉按照一定的比例混合具有一定黏度的流體。目前切削液采用的是聚乙二醇,對碳化硅微粉具有懸浮、分散和冷卻的功能。在切割過程中,砂漿被噴灑在被排列的鋼絲切割線上,砂漿必須具有并保持一定的黏度,保證具有良好的掛線能力,在鋼線表面形成砂漿薄膜。同時砂漿內的碳化硅微粉分布必須均勻保證切割時對材料去除的均勻性,所以砂漿在存儲罐中由攪拌電機不停的攪拌防止砂粒的沉淀,保持砂漿中砂粒分布的均勻性。在切割過程中,產生大量的熱,造成砂漿溫度的升高,溫度的升高會造成黏度的降低,為保證溫度不會對砂漿性質的改變,采用冷卻系統對砂漿進行冷卻,使砂漿保持恒溫。
砂漿供給流量必須保證均勻,從而得到噴灑到鋼線上的砂漿為均勻的,在每一根鋼線上形成的均勻砂漿薄膜,實現均勻的去除,得到良好的切削效果。
5 結論
從以上的分析可以看出,對于方晶棒的切割,切割進給速度為勻速運動。而對于圓晶棒的切割,分別在切割初期和末期由于切割去除量小,材料很快被去除,所以切割進給速度應當快,進行材料的補充,同時保證鋼線拉力。當切割到晶圓直徑時,去除量最大,此時切割進給速度應最小。