垂直料條式LED引線鍵合機效率提高的途徑
2010-08-09 07:41:16牛偉光李朝軍
電子工業專用設備 2010年2期
關鍵詞:效率
牛偉光,李朝軍
(中國電子科技集團公司第四十五研究所,北京東燕郊 101601)
今天似乎全世界的目光都聚焦在LED這個新型的光源上,被譽為21世紀的綠色照明產品,甚至人們預言未來會大部分取代傳統的光源。因為它具有壽命長、啟動時間短、結構牢固、節能的特點,再加上LED光源的生產可實現無汞化,對于環境保護和節約能源更具有重要意義。現在LED應用越來越廣泛,需求量越來越大,而鍵合機又是LED后封裝過程中的關鍵設備,所以鍵合機的焊線效率對LED的產量起著重要作用,而對鍵合機焊線效率起著重要作用的部件是xy工作臺、鍵合頭和物料系統。當前的主流垂直料條式LED鍵合機的xy工作臺和鍵合頭都是從IC鍵合機上移植的,并沒有針對垂直LED料條做特殊的改進,另外物料系統的速度相對焊線速度比較慢,焊線的等待時間比較長。
1 焊線和物料傳輸的次序
在鍵合機中xy工作臺承載鍵合頭完成xy兩個方向的運動;鍵合頭完成焊線動作;物料系統傳輸料條;夾子起固定料條的作用,防止焊線過程中料條的抖動。焊線和物料傳輸的次序(圖1):當鍵合頭焊完料條1時,鍵合頭停止焊線,料條1進入出料區,料條2由等待區進入焊線區,鍵合頭開始對料條2焊線,料條3進入等待區。因為xy工作臺x向行程一般比料條長度小的多,所以鍵合頭要往返多次才能焊完一根料條,例如x向行程為a,料條長度為3a,焊完一根料條鍵合頭要往返三次,夾子同時要開合3次。
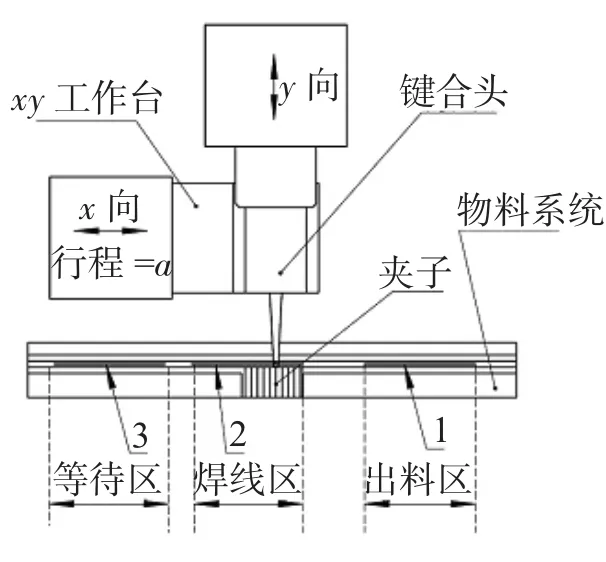
圖1 焊線和物料傳輸的次序
2 提高焊線效率的方法
針對當前情況,提高垂直料條式LED引線鍵合機效率主要有兩種途徑。一是提高焊線速度,二是減少焊線的等待時間。
當前的引線鍵合機速度已經非常快,如果再提高焊線速度就需要采用新技術,對工作臺和鍵合頭的結構進行大變動,同時采用質量更輕、剛度更高的材料。這種途徑需要投入大量的人力成本和試驗成本。相對來說減少焊線的等待時間花費的成本較低,減少焊線等待時間主要有三種方法。一種是改進當前的物料傳輸機構,由單排料條傳輸改成雙排或者多排料條同時傳輸。圖2為雙排料條傳輸圖,在圖中可以看到,料條b和c同時位于焊接區,只是被不同的夾子夾持。當料條b完全焊完時,鍵合頭不必等待位于等待區的料條a進入焊線區,它可以直接進入第二排焊線區,對料條c焊線。這樣就省去了料條傳輸的時間,充分發揮了xy工作臺和鍵合頭的高速性能,提高了鍵合機的焊線效率。
另一種方法是針對焊線垂直式料條的特點,增加xy工作臺的x向行程,減少y向行程(圖3)。因為xy工作臺和鍵合頭的速度遠遠高于物料系統的傳輸速度,增大x向行程,可以使鍵合頭的焊線行程增長,從而增長了連續焊線的時間,為速度相對緩慢的物料傳輸系統贏得了時間。另外,在焊線相同料條時,加長x向行程可以減少鍵合頭的往返次數,降低夾子的開合次數,從而節省時間。因為焊線垂直式料條時,用到的y向行程比焊線IC時短的多,所以應該減少y向行程,使結構更加緊湊。
第三種方法就是結合以上兩種方法 (圖4),同時增加料條傳輸排數和增加z向行程,充分發揮xy工作臺和鍵合頭的速度優勢,減少等待時間。
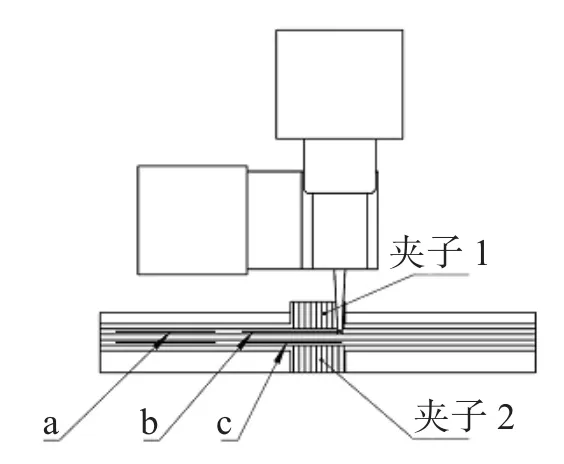
圖2 雙排料條傳輸圖
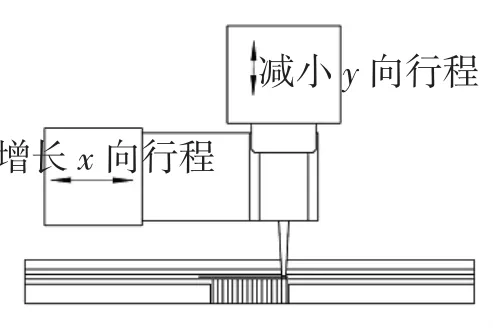
圖3 增加x向行程
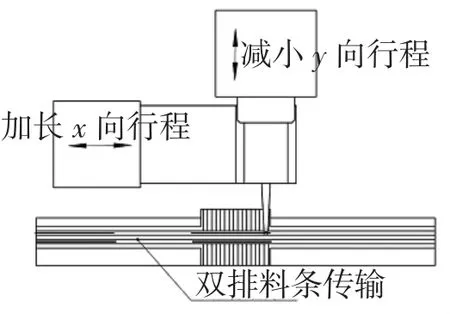
圖4 加長X向行程和雙排料條傳輸
4 結論
綜上分析,增加料條傳輸排數和增加x向行程是提高垂直料條式LED引線鍵合機效率的有效方法,它們都能夠減少焊線的等待時間,提高物料系統的效率,充分發揮xy工作臺和鍵合頭的速度優勢。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32