
ZA4-1/ZL102雙金屬復合材料的擠壓鑄造研究
2010-08-17 09:37:08汪文杰羅繼相
武漢理工大學學報(交通科學與工程版) 2010年6期
汪文杰 羅繼相 周 麗
(武漢理工大學物流工程學院1) 武漢 430063) (杭州易泰達科技有限公司2) 杭州 310000)
擠壓鑄造作為一種精確鑄造技術,在國內外穩步發展,部分替代了壓鑄及其他鑄造成形技術,生產出一系列形狀復雜、力學性能良好的鑄件[1].以金屬合金為基體,以高強度第二相為增強體而制得的金屬基復合材料,具有高比強度、高比模量、耐磨、耐熱、導熱、低熱膨脹系等優良性能,作為先進復合材料將逐步取代部分傳統的金屬材料而應用于航天航空、汽車工業等領域[2].由于在擠壓鑄造工藝下,固態增強體的預熱溫度以及擠壓壓力的大小將對復合材料的滲透距離以及結合面的組織都有重要的影響[3].文中研究了固態鋅基合金ZA4-1與液態鋁基合金ZL102的復合[4-8],主要通過改變鋅合金的預熱溫度以及擠壓壓力的大小來控制ZA4-1/ZL102雙金屬復合材料的結合界面組織,并對材料的顯微組織進行了分析和總結.
1 試驗材料與方法
1.1 試驗材料
1)鋁基合金 本實驗采用的鋁合金為ZAl-Si12,其合金代號為ZL102,主要化學成分如表1所列.
2)鋅基合金 試驗中復合體采用的是ZA4-14Cu1Mg鋅基合金,化學成分見表2.由于材料有限,本實驗中用到了少量其他鋅基合金.

表1 ZL102的主要化學成分(質量分數/%)

表2 ZA4-1的主要化學成分(質量分數/%)
1.2 試驗方法
將表面處理過的ZL102合金放入坩堝電爐中按正常的操作規程進行熔煉,熔煉溫度控制在690~730℃之間.在四柱式萬能液壓機上完成擠壓復合的試驗.通電將模具溫度加熱到200℃;并將被復合試樣(鋅合金)預熱后置于四柱式萬能液壓機的模具型腔內.控制ZL102的澆注溫度在690~730℃.將熔煉好的液態的鋁合金澆注其中,施加一定壓力保壓 8~15 s,然后回程、開模得到復合材料.
改變鋅合金的預熱溫度和擠壓壓力,制得不同的復合材料試樣.用正置式透反金相顯微鏡,通過軟件NIS-Elements-[live-Fast]測得滲透的平均距離,對材料試樣進行微觀組織分析.
2 試驗結果與分析
2.1 鋅合金預熱溫度對復合界面組織的影響
如圖1是A4-1合金在不同的預熱溫度下與ZL102合金擠壓復合后的組織.表3為試樣的各項參數情況,圖2為通過放大倍數為1 250倍的偏光顯微鏡(polarizing microscope,PM)拍得.

表3 試樣的各項參數情況

圖1 鋅合金在不同預熱溫度下與鋁合金復合后的組織

圖2 滲透平均距離對照圖
由圖1對比可看出,預熱溫度為300~350℃時,橢圓形內白色組織處的滲透距離明顯要長,復合效果較好,通過軟件NIS-Elements-[live-Fast]可以測得滲透的平均距離約為11.9μm,如圖2 a)所示.圖1 c)中的界面處僅呈現一條直線,而圖1 b)中,ZA4-1的界面滲透處形成一道不規則的曲線,少量的鋁合金原子掙脫了金屬內部組織的束縛滲透到鋅合金組織中,通過軟件NIS-Elements-[live-Fast]測得滲透的平均距離約為7.4μm,如圖2b)所示.由此可見,在擠壓鑄造工藝下,鋅合金的預熱溫度對ZA4-1/ZL102復合材料的滲透距離以及鋅合金組織的晶粒細化有重要的影響.預熱溫度在300~350℃時鋅合金組織的晶粒細化程度較高,復合材料的界面組織滲透現象較好.
2.2 擠壓鑄造壓力對復合界面組織的影響
實驗過程中所采用的四柱式萬能液壓機的公稱壓力最大值為2 000 k N,圖3中,a)、b)、c)分別顯示了擠壓壓力分別為1 200,1 600,1 760 kN情況下,ZA4-1/ZL102復合材料的界面組織.圖4同樣是在1 250倍的偏光顯微鏡拍得,圖4a)、4b)分別對應圖3a)和圖3b)2個試樣,圖中滲透的平均距離也是通過軟件NIS-Elements-[live-Fast]測得.
圖3a)所示,當擠壓壓力為1 200 k N時,橢圓形處中間的顏色較淺的組織與鋁合金和鋅合金的組織不一樣,中間的有一層明顯的滲透,其滲透距離比較大,通過軟件NIS-Elements-[live-Fast]測得滲透的平均距離約為 8.4μm,而當壓力為1 600 k N時,兩種材料的結合處組織只有少量的滲透現象,平均距離約為4.6μm.圖3c)中,由于擠壓壓力過大造成了組織內部斷裂,這一缺陷將對ZA4-1/ZL102的力學性能帶來嚴重的影響.
由此可見,在擠壓鑄造工藝下,擠壓壓力同樣對ZA4-1/ZL102復合材料的制備有重要的影響.如果壓力過大,就會帶來裂紋等缺陷.當壓力不夠時,兩種材料的滲透效果不夠好,所以合理控制擠壓壓力的值是制備過程的關鍵.壓力在120 t時ZA 4-1/ZL102復合材料的界面組織滲透現象較好,表4是以上幾種情況下試樣的各項參數值.

圖3 不同擠壓壓力下復合材料的結構組織
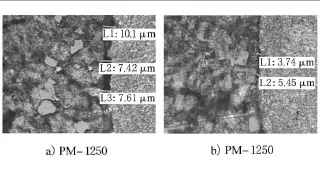
圖4 滲透平均距離對照表
2.3 最佳復合效果工藝參數的確定
通過多次實驗的分析和總結,對比不同參數下的組織圖,找到相對較好的一組工藝參數.表5所列為最佳復合效果圖的各種參數情況,在此參數下所得到的最佳復合效果組織如圖5所示.從圖5可見,兩種材料的界面處有明顯的滲透,通過軟件NIS-Elements-[live-Fast]測得其滲透平均距離約為13.4μm,如圖6所示.

表4 試樣的各項參數

表5 最佳復合效果圖的各參數情況

圖5 最佳復合效果組織圖(MM-40)
3 結束語
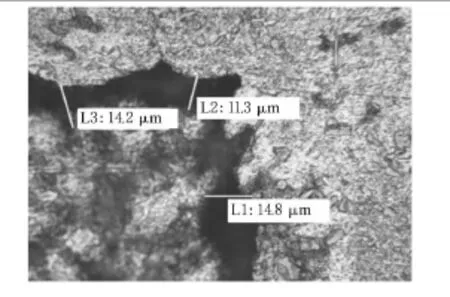
圖6 滲透平均距離圖(PM-1250)
在擠壓鑄造工藝下,鋅合金的預熱溫度和擠壓壓力對ZA 4-1/ZL102復合材料的滲透距離以及鋅合金組織的晶粒細化有重要的影響.當鋅合金預熱溫度較低時,復合材料的界面組織滲透達不到良好的效果.當擠壓壓力較小時,兩種材料無法滲透或者滲透效果不好;當擠壓壓力過大時,又會帶來裂紋等缺陷[9].
在鋅合金預熱溫度約為320℃、擠壓壓力為120 t、鋁液澆注溫度約為700℃、模具溫度約為200℃、保壓時間10S時ZA4-1/ZL102的復合界面組織效果較好,此時獲得的復合界面的組織有明顯的滲透并且其平均距離約為13.4μm,為最佳復合效果.
[1]羅繼相.擠壓鑄造實用技術研究[J].特種鑄造及有色合金,2005(3):150-152.
[2]于化順.金屬基復合材料及其制備技術[M].北京:化學工業出版社,2006.
[3]齊不驤.擠壓鑄造[M].北京:國防工業出版社,1984.
[4]張國定,趙昌正.金屬基復合材料[M].上海:上海交通大學出版社,1996.
[5]尹洪峰,任 耘,羅 發.復合材料及其應用[M].西安:陜西科學技術出版社,2003.
[6]陶 杰,趙玉濤.金屬基復合材料制備新技術導論[M].北京:化學工業出版社,2007.
[7]聞荻江.復合材料原理[M].武漢:武漢工業大學出版社,1998.
[8]高靜微.金屬基復合材料連接技術的研究進展[J].稀有金屬,1999(1):28-29.
[9]羅繼相.擠壓力對晶體生長速度及枝晶間距的影響[J].特種鑄造及有色合金,2002(5):35-37.
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
當代陜西(2020年13期)2020-08-24 08:22:02
纖維復合材料(2018年3期)2018-04-25 07:22:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
電子測試(2017年11期)2017-12-15 08:57:13
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
