淺談鋼筋焊接應(yīng)注意的問(wèn)題
2010-08-21 11:19:24史潤(rùn)濤
山西建筑 2010年10期
關(guān)鍵詞:質(zhì)量
史潤(rùn)濤
焊接連接是受力鋼筋之間通過(guò)熔融金屬直接傳力。若焊接質(zhì)量可靠,則不存在強(qiáng)度、剛度、恢復(fù)性能、破壞性能等方面的缺陷,是十分理想的連接方式。焊接的方式主要有:閃光對(duì)焊、電弧焊、電渣壓力焊、氣壓焊、電焊等多種形式,可實(shí)現(xiàn)不同情況下的鋼筋連接。下面針對(duì)建筑施工中最常用的三種焊接方式:閃光對(duì)焊、電渣壓力焊、電弧焊進(jìn)行研究分析。
1 閃光對(duì)焊
閃光對(duì)焊是將兩鋼筋安放成對(duì)接形式,利用電阻熱使接觸點(diǎn)金屬熔化,產(chǎn)生強(qiáng)烈飛濺,形成閃光,迅速施加頂鍛完成的一種壓焊方法。適用范圍:基礎(chǔ)、梁、板等構(gòu)件水平鋼筋的連接。
1.1 合理選擇對(duì)焊方式
閃光對(duì)焊有連續(xù)閃光焊、預(yù)熱閃光焊和閃光—預(yù)熱閃光焊三種焊接工藝方法,如果選擇方式不當(dāng),將直接造成焊接質(zhì)量不合格。要想正確選用焊接工藝方法,主要根據(jù)鋼筋直徑、鋼筋牌號(hào)及鋼筋端面平整情況選用:當(dāng)鋼筋直徑較小,級(jí)別較低,可采用“連續(xù)閃光焊”,連續(xù)閃光焊所能焊接的鋼筋上限直徑應(yīng)根據(jù)焊機(jī)容量、鋼筋級(jí)別等具體情況而定,一般Ⅰ級(jí)鋼筋不得超過(guò)25 mm,Ⅱ級(jí)鋼筋不得超過(guò)22 mm,Ⅲ級(jí)鋼筋不得超過(guò)20 mm。當(dāng)超過(guò)上限規(guī)定,且鋼筋端面較平整,宜采用“預(yù)熱閃光焊”。當(dāng)鋼筋端面不平整,應(yīng)采用“閃光—預(yù)熱閃光焊”。
1.2 焊接時(shí)應(yīng)注意的問(wèn)題
1)選擇合適的調(diào)伸長(zhǎng)度、燒化流量、頂鍛留量以及變壓器級(jí)數(shù)等焊接參數(shù),這是焊接成敗的關(guān)鍵;當(dāng)接頭拉伸試驗(yàn)結(jié)果發(fā)生脆性斷裂,彎曲試驗(yàn)不能達(dá)到規(guī)定要求時(shí),尚應(yīng)在焊機(jī)上進(jìn)行焊后熱處理。
2)在閃光對(duì)焊生產(chǎn)中,當(dāng)出現(xiàn)異常現(xiàn)象或焊接缺陷時(shí),宜按表1查找原因和采取措施,及時(shí)消除。
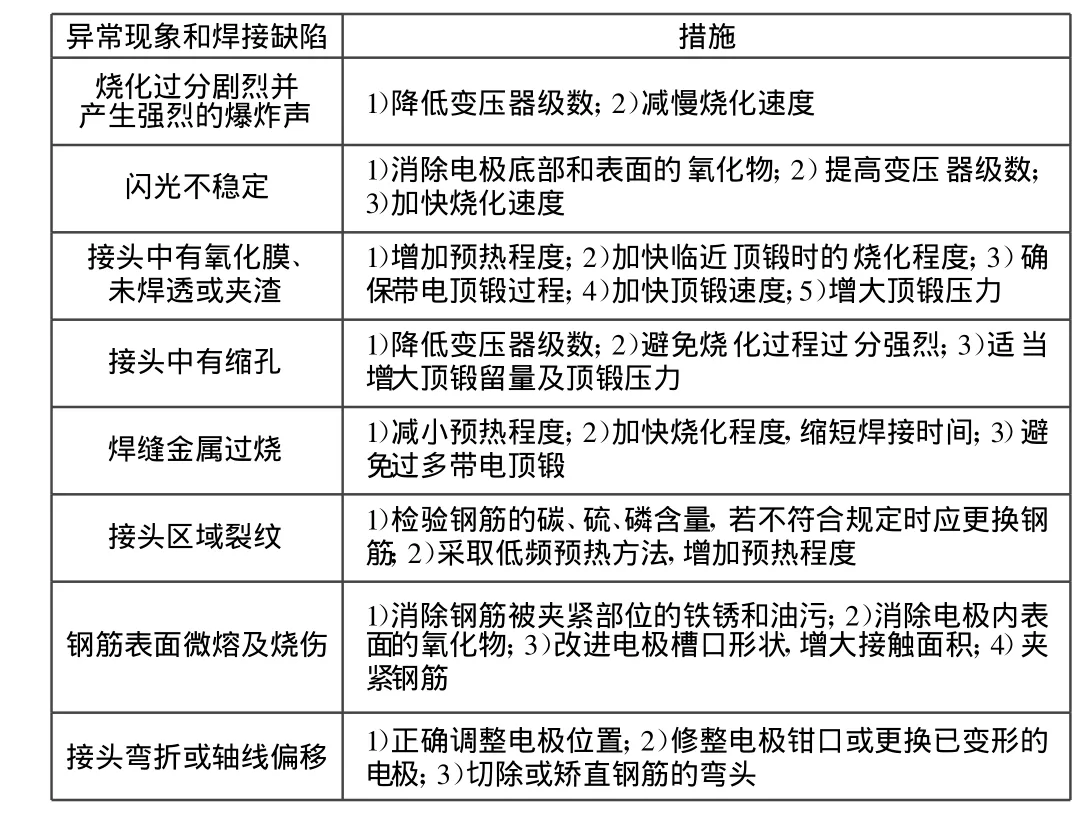
表1 閃光對(duì)焊異常現(xiàn)象和焊接缺陷及措施
2 電渣壓力焊
電渣壓力焊是將兩根鋼筋安放成豎向?qū)有问?利用焊接電流通過(guò)兩根鋼筋端面間隙,在焊劑層下形成電弧過(guò)程和電渣過(guò)程,產(chǎn)生電弧熱和電阻熱,熔化鋼筋、加壓完成的一種壓焊方法。應(yīng)用于柱、墻、煙囪、水壩等現(xiàn)澆混凝土結(jié)構(gòu)中豎向或斜向受力鋼筋的連接;不得用于梁、板等構(gòu)件中水平鋼筋的連接。
2.1 容易忽視的質(zhì)量問(wèn)題
1)焊劑應(yīng)放在干燥的庫(kù)房?jī)?nèi),不得受潮,否則將影響焊渣的熔化程度,所以對(duì)長(zhǎng)時(shí)間不用的焊劑在施焊前應(yīng)經(jīng)250℃~300℃烘焙2 h;焊接時(shí)尤其要注意變徑鋼筋,為保證上下兩根鋼筋在同一軸線上,需要采用異形夾具,否則操作起來(lái)難以保證質(zhì)量。
2)電渣壓力焊接頭外觀檢查結(jié)果應(yīng)符合下列要求:四周焊包應(yīng)凸出鋼筋表面的高度不小于4 mm;鋼筋與電極接觸處應(yīng)無(wú)燒傷缺陷;接頭處的彎折角不得大于4°;接頭處的軸線偏移不得大于鋼筋直徑的0.1倍,且不得大于2 mm。外觀檢查不合格的接頭應(yīng)切除重焊或采取補(bǔ)強(qiáng)焊接措施。焊渣要及時(shí)清理回收,在焊包完全冷卻后,將焊渣敲掉,清理干凈,及時(shí)檢查鋼筋的焊接質(zhì)量,若有問(wèn)題割掉重新施焊;電渣壓力焊每300個(gè)頭作為一個(gè)檢驗(yàn)批,做拉伸試驗(yàn),若不合格可取雙倍復(fù)試。
2.2 發(fā)現(xiàn)缺陷應(yīng)采取的措施
在焊接生產(chǎn)中焊工應(yīng)進(jìn)行自檢,當(dāng)發(fā)現(xiàn)偏心、彎折、燒傷等焊接缺陷時(shí),宜按照表2查找原因和采取措施,及時(shí)消除。
3 電弧焊
電弧焊是以焊條作為一極,鋼筋為另一極,利用焊接電流通過(guò)產(chǎn)生的電弧熱進(jìn)行焊接的一種熔焊方法。鋼筋電弧焊包括幫條焊、搭接焊、坡口焊、窄間隙焊和熔槽幫條焊五種接頭形式。下面主要研究解決幫條焊和搭接焊出現(xiàn)的質(zhì)量問(wèn)題。
1)電弧焊應(yīng)根據(jù)鋼筋的強(qiáng)度等級(jí)不同分別選用不同型號(hào)的,焊條Ⅰ級(jí)鋼筋采用E4303,焊接Ⅱ級(jí)鋼筋使用E4303,焊接Ⅲ級(jí)鋼筋應(yīng)使用E5003焊條,不得亂用,否則會(huì)造成焊接不合格。焊接時(shí)注意防止引起火災(zāi),同時(shí)不得將焊條隨意亂扔,并且焊接完成后應(yīng)及時(shí)砸掉藥皮,檢查質(zhì)量,若不合格及時(shí)補(bǔ)焊;焊接長(zhǎng)度應(yīng)符合規(guī)范要求,Ⅰ級(jí)鋼筋單面焊幫條或搭接長(zhǎng)度不小于8d,雙面焊長(zhǎng)度不小于4d;Ⅱ級(jí),Ⅲ級(jí)鋼筋單面焊長(zhǎng)度不小于10d,雙面焊長(zhǎng)度不小于5d;焊接應(yīng)焊縫飽滿、平整,無(wú)夾渣、氣孔,幫條焊兩主筋端面的間隙應(yīng)為2 mm~5 mm。
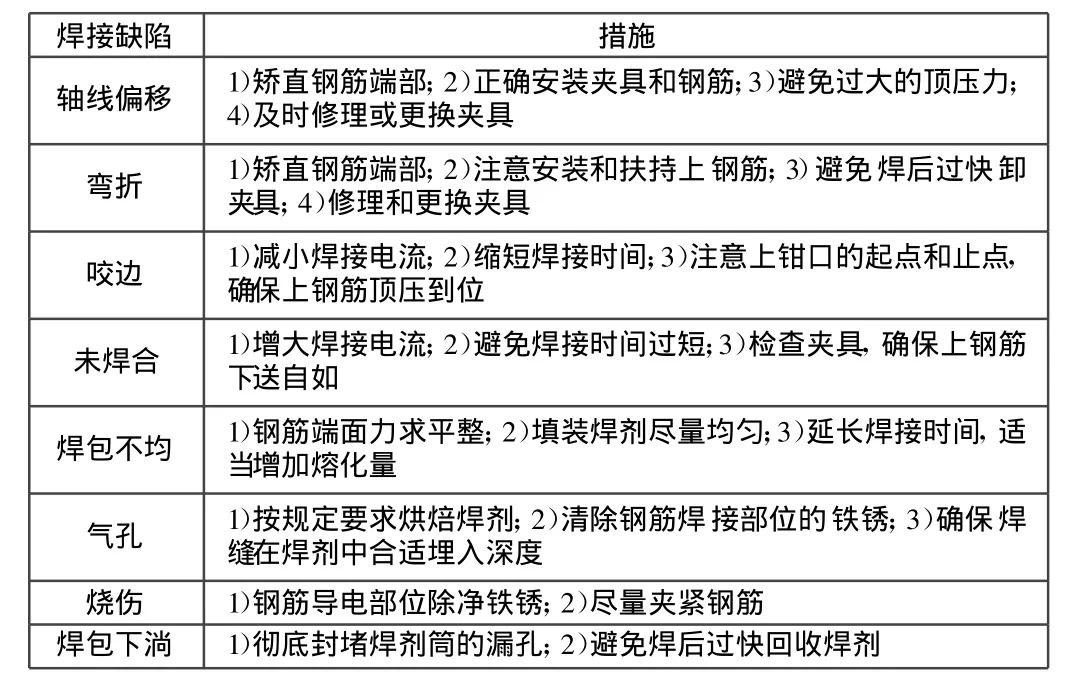
表2 電渣壓力焊焊接缺陷及措施
2)正確理解單面幫條焊的含義,并不是在連接的兩根鋼筋一側(cè)有幫條鋼筋,而是兩側(cè)都有,只是在一面焊接;粗細(xì)兩根鋼筋搭接焊時(shí)以細(xì)鋼筋為準(zhǔn)確定搭接焊的長(zhǎng)度;應(yīng)提前將兩根鋼筋彎成一定角度,避免焊接完成后再將鋼筋彎到同一軸線上,從而造成鋼筋受損。焊接規(guī)定焊接時(shí)宜采用雙面焊,當(dāng)不能進(jìn)行雙面焊時(shí),可采用單面焊。但是在工程實(shí)際當(dāng)中由于雙面焊難度較大,所以盡量采用單面焊接,少用雙面焊接。當(dāng)幫條級(jí)別與主筋相同時(shí),幫條直徑可與主筋相同或小一個(gè)規(guī)格,當(dāng)幫條直徑與主筋相同時(shí),幫條級(jí)別可與主筋相同或低一個(gè)級(jí)別。鋼筋電弧焊接頭外觀檢查結(jié)果應(yīng)符合下列要求:焊縫表面應(yīng)平整,不得凹陷或有焊瘤;焊接接頭區(qū)域不得有裂紋;咬邊深度、氣孔、夾渣等缺陷符合允許值。
通過(guò)接頭間接傳力的鋼筋連接,無(wú)論是何種形式,與整體鋼筋的直接傳力相比始終是一種削弱。要想保證鋼筋的焊接質(zhì)量,除采取以上措施外,還必須對(duì)工人進(jìn)行技術(shù)培訓(xùn),嚴(yán)格持證上崗制度,施工前進(jìn)行詳細(xì)的技術(shù)交底,確保材料、工具合格適用,同時(shí)加強(qiáng)各級(jí)質(zhì)量監(jiān)督,不斷攻克施工過(guò)程中出現(xiàn)的各種質(zhì)量問(wèn)題。
[1] 徐有鄰,程志軍.混凝土結(jié)構(gòu)中鋼筋的連接[J].建筑結(jié)構(gòu),2003,33(4):67.
[2] 朱永祥,鐘漢華.建筑施工技術(shù)[M].北京:北京大學(xué)出版社,2008.
猜你喜歡
中學(xué)生數(shù)理化·中考版(2022年10期)2022-11-10 09:37:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年12期)2022-02-14 07:08:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(shè)(2018年6期)2018-04-22 03:16:54
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54