基于Pro/E榴彈數控加工輔助系統設計
2010-08-22 07:35:10劉紅軍胡玉輝
制造業自動化 2010年1期
劉紅軍,李 帥,胡玉輝,郝 博
(1. 沈陽理工大學,沈陽 110168;2. 沈陽職業技術學院,沈陽 110045)
0 引言
榴彈是炮兵主要常規武器,其使用量巨大。榴彈彈體的加工效率和精度關系到榴彈是否能及時供應部隊以及榴彈命中精確度,對國防意義重大,目前各彈箭制造廠已基本采用數控設備進行彈體加工。數控加工效率和精度的影響因素較多,其中加工工藝及數控編程是制約數控加工效率的主要因素。數控加工對加工工藝提出了更高的要求,數控加工工藝參數選擇的是否恰當對數控加工的質量和效率有非常大的影響。
與數控加工工藝相關的參數很多,例如起刀點、退刀點、切削方式等,這些基本靠工藝設計和編程人員的經驗和知識確定。另外對數控編程及加工影響較大的是切削用量的確定。切削用量包括主軸轉速(切削速度)、背吃刀量、進給量。對于不同的加工條件,需要選擇不同的切削用量,并編入程序單內,這些參數的確定對編程人員的要求更高。
當前,各主要彈箭廠家設計制造采用的是Pro/E軟件完成,設計完成的產品數字化模型可直接交給CAM,完成數控程序的生成和加工的仿真。但CAM中前置參數的給定和輸入需要在多個頁面完成,且重復工作較多。
本文將結合76榴彈彈體加工為例,介紹數控加工工藝參數輔助系統,在此基礎上完成數控車削(粗車、精車)數控程序的自動生成及其仿真。
1 數控工藝查詢系統設計
數控加工工藝參數的確定有兩種方法,一種是通過機械加工工藝手冊,根據不同的切削條件進行查表方式獲得;另外一種則是根據已有經驗,通過派生的方式獲得。兩種方式各有特點,在產品制造中經常用到。為了提高工藝參數查詢確定效率,本系統提供了基于機械加工工藝手冊的切削用量的查詢及基于經驗數據的查詢及管理兩大模塊。通過信息處理流程的分析和歸納,其總體結構如圖1所示。
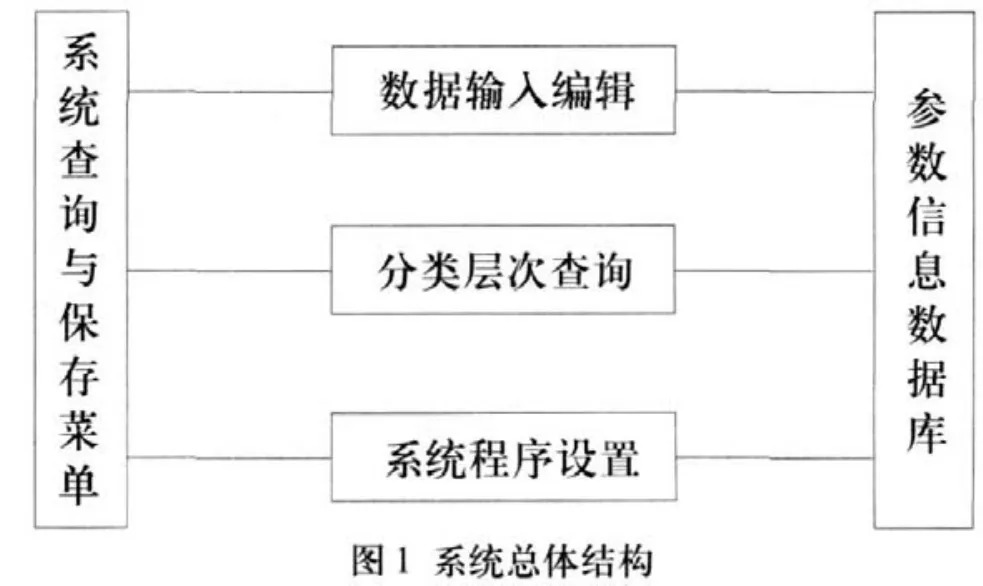
系統界面與數據庫之間通過數據錄入及編輯、分類查詢機系統設置相聯系。
切削加工方法很多,包括車削、銑削、鉆削、鏜削、拉削、磨削、精密加工和超精密加工、特種加工、螺紋加工、齒輪加工、花鍵加工等,這里考慮到彈體加工的特點及企業的需求,僅建立了其中較為常用的鉆、車削、銑削、螺紋加工的工藝參數的手冊數據自動查詢,以及經驗值查詢與保存功能。并預留了幾個加工方法以供擴充。
1.1 Pro/E集成
Pro/E提供了二次開發工具Pro/Toolkit,通過該工具可采用Visual C++進行二次開發。利用Pro/Toolkit技術將所開發的參數管理子系統集成到Pro/E軟件中,在利用Pro/E軟件進行數控加工編程時可很方便的調用輔助系統進行參數的管理及向CAM中參數的輸入。
本文中采用菜單文件注冊的方式將自定義菜單添加到Pro/E,如圖2所示。
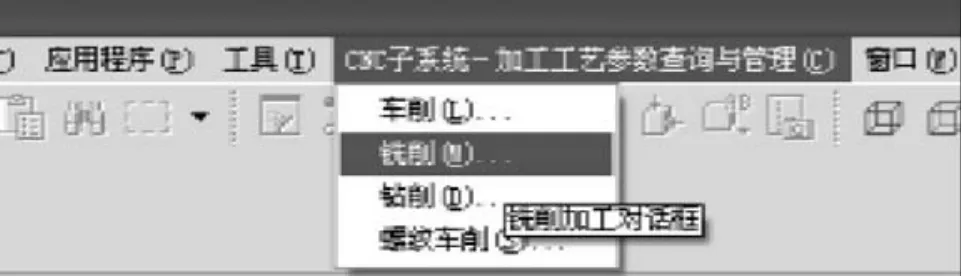
圖2 系統菜單
1.2 查詢界面的設計
采用Visual C++ MFC對總體界面以及各功能界面進行設計。如圖3所示為車削加工的切削用量查詢及經驗數據的管理界面。其中上半部分為通過手冊進行查詢,下半部分為經驗數據查詢。界面中包括粗車、精車以及切斷和切槽三個頁面。通過該界面指定必要的查詢條件,如粗車時,指定工件材料、直徑、車刀類型等即可完成相應參數的檢索。手冊中進給量查詢值為一推薦范圍,這里將推薦范圍列在文本框中供參考,編程人員根據切削條件的好與差從中選擇一合適的值。
其他加工如銑削、鉆削加工查詢界面與車削設計原理與總體布局基本相似。
1.3 數據庫的選擇及建立
數控加工工藝參數數據類型相對單一,數據關系不很復雜,故采用Access作為數據庫工具,將所需數據錄入到數據庫里,建立加工余量數據庫及經驗查詢數據庫兩個數據庫。
對于機械加工工藝手冊上的數據表種類較多,結構不完全相同。有些數據表并不適合計算機直接進行處理,因此,在建立數據庫的過程中,首先對數據進行了適當的處理,按關鍵數據對各個數據圖表進行了重新組織,形成二維表。另外,程序中為了用戶使用的方便,對部分數據進行了必要的處理。例如,圖3車削查詢中,由于不同車刀刀桿尺寸對應的工件直徑不同,為方便用戶查詢,當一種刀桿尺寸選定后,對應的在工件直徑下拉框中僅出現與這種刀桿所能加工相對應的工件直徑。例如:當選擇刀桿為16X25,在工件直徑下拉框里就只有20,40,60,100,400。

圖3 車削切削用量查詢及管理
數據庫的連接采用ODBC數據源綁定的方式實現,該方式對固定數據源實現訪問比較簡單。通過Windows控制面板上管理工具建立Accesss數據庫連接的數據源,從而完成Visual C++程序與數據庫的連接,進而在程序中通過記錄集對數據庫中各相應的數據表進行操作。
2 Pro/E 彈體加工CAM實現
2.1 Pro/E CAM中參數給定
采用Pro/E自動生成榴彈彈體外廓數控加工代碼主要經過建模→裝配零件和毛坯圖→前置參數設置→加工區域的選擇→生成刀具路徑→后置處理生成G代碼等步驟,其中建模在三維數字化造型設計子系統中已完成,故零件圖和毛坯圖三維模型可直接調用。
Pro/E CAM設置中包括前置參數管理,其功能實現通過多個對話框對相關參數(包括切削用量)進行設置,操作繁瑣且易出錯。本文中將所獲得的切削用量參數及其它操作參數按Pro/E內部數據格式寫入一Pro/E可讀的數據文件,直接通過檢索就可把參數自動寫入Pro/E中,無需通過多個頁面逐個輸入,即可完成前置參數輸入,并且在每次設計優化刀路時,前置參數基本沒有改變,因此通過對預置好的數據文件進行檢索來完成多個參數的輸入,減少重復輸入過程,可大幅提高數控編程效率。
Pro/E CAM中車削類型分為區域車削、輪廓車削,分別對應粗車和精車。其所對應的數據文件內容不盡相同。現以輪廓車削為例,前置參數確定需要將當前工序所用刀具編號,切削用量等輸入特定數據文件中。通過圖3界面中的“輸出”按鈕實現,下面的程序完成了刀具編號和主軸轉速向數據文件寫入:
m_daohao.GetWindowText(Strtemp);
sprintf(s,''TOOL_ID%s '',Strtemp);
mFile.WriteString(s);
sprintf(s,''SPINDLE_SPEED %.2f '',m_Qiegesudu);
mFile.WriteString(s);
同樣可將界面中所獲得的背吃刀量、進給量等信息按要求格式寫入該數據文件中。
2.2 Pro/E CAM中數控代碼生成
首先用對齊、選擇坐標系等任一方式可以把零件和毛坯圖裝配好,進行前置參數給定,調用數控工藝查詢界面進行查詢,并將各參數輸出到特定的數據文件中,通過CAM中的檢索功能將各前置參數輸入。對加工區域進行選擇及指定刀具路徑后,生成刀位數據。調用特定的后置處理文件即可生成特定機床的數控加工程序。
3 加工仿真
加工仿真是數控程序檢驗中很重要的一個步驟。數控代碼的生成步驟如下:
為了檢測刀具是否有干涉等現象,在加工仿真環節中,可令刀具單步動作,以檢測刀路是否合理(如圖4)。若有不合理之處,只需重新指定加工區域和刀具路徑來進一步優化刀路,而對其它設置只需檢索一下前面已輸出的文件即可,無需重新對前置參數再一一設置了。
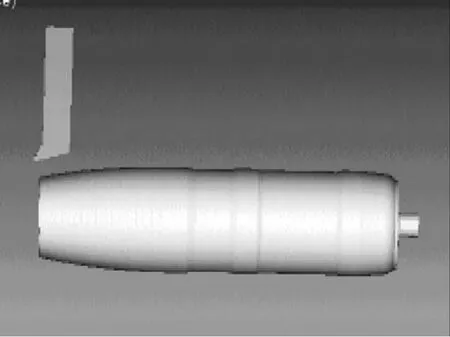
圖4 數控車削仿真
4 結論
本文采用Pro/E提供的二次開發工具Pro/Toolkit結合VC++作為開發工具,完成了與Pro/E的集成。利用數據庫技術建立了數控加工工藝參數查詢管理系統,通過Pro/E CAM提供的檢索方式實現了某彈體加工的前置參數輸入及加工仿真。系統中以車削(粗車、精車、切斷切槽)為例對各部分設計實現進行了說明。該輔助系統界面友好,使用方便,可提高數控加工效率。
[1] 黃如林.切削加工簡明實用手冊.北京:化學工業出版社,2004.
[2] 李世國.Pro/TOOLKIT程序設計[M].北京:機械工業出版社,2003.
[3] 劉文波,段智敏,陳白寧.數控機床結構、原理與編程技術[M].沈陽:東北大學出版社,2005.
[4] 張海棠.Visual C++編程指南[M].北京:航空工業出版社,2000.
[5] 宋斌,陳玉亭,等.《Visual C++ 6.0教程》[M].北京:北京希望電子出版社,2000.
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2017年5期)2018-01-19 02:49:17
財經(2017年2期)2017-03-10 14:35:35
濰坊學院學報(2016年2期)2016-12-01 13:00:11
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
財經(2016年6期)2016-02-24 07:41:51
銅業工程(2015年4期)2015-12-29 02:48:39
