淺析鋼結構焊接變形產生及防治
2010-08-23 06:15:04莊利軍
科學之友 2010年7期
莊利軍
(山西四建集團有限公司,山西 太原 030024)
在建筑鋼結構火速發展的今天,各種焊接方法日新月異,焊接技術成了一項關鍵的課題。但在施工過程中,由于焊接產生的殘余應力和殘余變形,嚴重影響著工程的制作精度,進而影響安裝進度、質量甚至會使承載力大大降低。因而,了解焊接變形產生的原因及防治措施是鋼結構施工過程中的一個重要環節。
1 焊接變形的產生原因
金屬構件焊接時,焊縫區域局部受熱膨脹,而周圍的母材還處于冷態式或加熱溫度不高,因而對受熱區域母材的膨脹起約束作用,因而焊接區受壓,而母材受拉;隨著電弧前移,已完成焊接的熱影響冷卻收縮,而其周圍的母材此時起到了約束其收縮的作用,因而焊縫區域受拉,而其周圍的母材金屬受壓。
在焊接應力作用下,如果焊件的拘束度較小,則焊件會產生相應的變形,如縮短、彎曲、翹曲等;如果焊件的拘束度很大,此時焊件不能自由變形,但在應力作用下會產生局部的應變,同時產生較大的殘余應力。
2 焊接構件的殘余變形的種類
構件經局部加熱冷卻后產生不可復的變形稱為殘余變形。殘余變形的種類如下:
(1)縱向收縮變形:指構件在焊縫方向收縮。
(2)橫向收縮變形:指構件垂直于焊縫方向縮短。
(3)彎曲變形:焊縫的縱向和橫向收縮引起構件的整體彎曲。
(4)角變形:焊縫的橫向收縮使焊件平面繞焊縫軸產生的角度變化。
(5)波浪式變形:薄鋼板焊接后,母材板面產生的翹曲。
(6)扭曲變形:構件焊接后,角變形沿構件縱軸方向變形大小不同,以及構件翼緣和腹板的縱向收縮量不一致,形成的變形形態。
3 焊接殘余變形量的影響因素
3.1 焊縫截面積的影響
焊縫截面積對縱向、橫向及角變形的影響起主要的作用。在板厚相同的情況下,開坡口尺寸和預留的間隙越大,變形量越大。
3.2 焊接熱輸入的影響
一般情況下,熱輸入越大時,受熱的高溫影響區域范圍也越大,冷卻速度越慢,因此接頭塑性變形區也增大。橫向、縱向、角變形量都會增大,但在表面堆焊時,由于加熱作用只集中于表面,因此隨著熱輸入增大,塑變區向板厚方向擴大,會引起角變形增大。如果熱輸入增大到一定程度,由于整個板厚溫度趨近,因而即使熱輸入繼續增大,反而會使角變形下降。
3.3 工件的預熱、層間溫度影響
預熱溫度和層間溫度高,會增大熱輸入,使冷卻速度減慢,收縮變形增大。
3.4 焊接方法的影響
各種焊接方法的熱輸入不同,且差距較大。因此在其他條件相同情況下,收縮變形值不同。熱輸入越大,則焊接變形越大。在鋼結構幾種常用的焊接方法中,埋弧焊熱輸入最大,手工電弧焊次之,CO2氣體保護焊熱輸入值最小。因此在施工中要盡量采用熱輸入較小的工藝施焊。
3.5 接頭形式的影響
焊接接頭形式有很多種,常見的有堆焊、對接焊和角焊,在其他因素相同的情況下,不同的接頭形式對變形量有不同的影響。
(1)表面堆焊時,構件的橫向變形不但要受到母材表面兩個方向的約束,而且同時受到板厚方向母材的約束,其變形量相對較小。
(2)對接接頭在單層焊道的情況下,其焊縫橫向收縮量要比堆焊時產生的變形量大。在單面坡口焊且坡口較大時,板厚方向上、下兩側收縮量差別很大,因而會產生較大的角變形。雙面焊時,因為坡口角度和間隙都較小,產生的橫向收縮和角變形量也較小。
(3)T形接頭角焊時,構件的翼緣板相當于堆焊,腹板則相當于對接,如采用兩面坡口角對接,則其角變形值比T形接頭角焊時小得多。
3.6 焊道層數的影響
(1)橫向收縮:在對接接頭多層焊時,第一道焊縫的橫向收縮與對接焊的變形規律相同,以后各層則相當于無間隙對接焊,在接近于蓋面焊道時,與堆焊的變形規律相似,因此收縮變形量相對較小。
(2)縱向收縮:多層焊時,各層焊縫的熱輸入值比一次完成單層焊時小得多,加熱范圍窄、冷卻快,因此產生的收縮變形小得多;而且多層焊時每層焊縫所產生的變形區會發生重疊,其總變形量并未加大,而且前層焊縫成形后會對后層焊縫形成約束,因此,多層焊的縱向收縮量比單層焊時要小得多,且焊道的層數越多,縱向變形越小。
4 焊接變形的矯正方法
焊后殘余變形的矯正方法,分為加熱矯正和施力矯正。施力矯正一般用千斤頂、翼緣矯正機等設備。施力矯正方法比較簡單,只需在變形的反方向加力,使其恢復到原來狀態即可,但有些復雜變形必須用加熱矯正的方法方可消除。下面重點介紹火焰加熱矯正。
4.1 低碳鋼火焰矯正加熱溫度及注意事項
低溫矯正:500℃~600℃
冷卻方式:水
中溫矯正:600℃~700℃
冷卻方式:水或自然冷卻
高溫矯正:700℃~800℃
冷卻方式:自然冷卻
火焰矯正時加熱溫度不宜過高,否則會引起金屬變脆,影響沖擊韌性,強度在Q345以上的鋼材在高溫矯正時不可用水冷卻。
4.2 焊接變形火焰矯正經常采用加熱方法
經常采用的有以下3種:①點加熱法;②線加熱法;③三角形加熱法。
4.3 不同部位變形的矯正方法
4.3.1 薄板波浪變形
對于薄板波浪變形,可以用點加熱方式,見圖1。加熱火焰應朝向變形鼓起的板面,根據變形量掌握加熱點間的距離,變形量大則間距小,變形量小則間距大。加熱點直徑在15 mm以上,并隨板厚度增大而增大,在加熱過程中可配合小錘敲擊。

圖1 薄板波浪變形——點加熱方式圖
4.3.2 H型鋼翼緣板的角變形矯正
H型鋼柱、梁翼緣的角變形。在翼緣板上側進行縱向線狀加熱,見圖2。加熱溫度宜控制在650℃以下,加熱范圍以不超過兩焊腳范圍為宜,加熱后不宜用水冷卻。
4.3.3 H鋼柱、梁的上拱
翼緣板上做線狀加熱,在腹板上做三角形加熱,見圖3。用這種方法矯正H型鋼柱、梁的彎曲變形有較好的效果。線狀加熱寬度控制在80 mm以內,板厚較小時,加熱寬度可以適當窄一些,同時縮小間距,加熱時要從中間向兩邊擴展,最好由兩人同時操作,保證兩側受熱均勻;三角形加熱的寬度控制在板厚的2倍以內,三角形的底邊與對應的翼板上部線狀加熱寬度一致,加熱三角形從頂部開始,然后從中心向兩側擴展,加熱腹板時溫度不能太高,否則造成凹陷變形,很難修復。低碳鋼加熱完成后立即用水冷卻,效果更加明顯。

圖2 H型鋼算緣板的角變形矯正
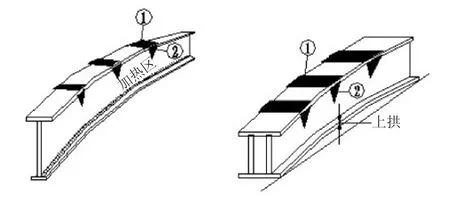
圖3 H鋼柱、梁的上拱
5 結束語
焊接變形產生的機理多種多樣,同時還受到操作環境和操作技能的影響。只有在實踐中不斷總結,才能有效防治。同時加熱矯正引起的應力會與焊接應力疊加,同向應力疊加甚至可能會使構件的總應力超過允許應力,從而導致構件承載力增大引起結構破壞,因此在鋼結構制造過程中,要盡量采用科學合理工藝,以減少構件變形。
[1]ISBN 7-80159-487-8/TU·246.《鋼結構工程施工與驗收實用手冊》北京建材工業出版社
[2]ISBN 7-80177-012/TU·008《建筑鋼結構施工手冊》.中國計劃出版社
[3]GB 50205-2001.《鋼結構工程施工質量驗收規范》
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36