間歇生產過程的復合模糊PID控制
2010-08-24 01:46:50張祖鷹
制造業自動化 2010年15期
關鍵詞:生產
張祖鷹
ZHANG Zu-ying
(南京化工職業技術學院 電子信息系,南京 210048)
0 引 言
間歇生產具有小批量、多品種、高附加值、合成步驟復雜、產品更新換代迅速等特點,具有靈活多變的特性,滿足小批量、多品種、多規格、快速、高質量生產的需要,可以用同一套多用途、多功能的設備生產多種類型的產品。間歇過程已廣泛應用于精細化學品、食品、藥品、微電子材料、聚合物、染料和涂料等產品和功能材料的生產。由于間歇過程具有時變、非線性等特性,過程難以建模和模型不準確等特點,國內的大多數間歇生產過程自動化水平普遍較低。為確保生產安全、環保,保證產品質量,提高市場競爭力,節約生產成本,在間歇生產過程中研究和推廣應用先進控制策略十分必要和迫切[1,2]。
1 間歇過程的特點
間歇過程是將有限量的物料按規定的加工順序在一個或多個設備中加工以獲得有限量的產品的加工過程。典型間歇過程的工藝流程如圖1所示。
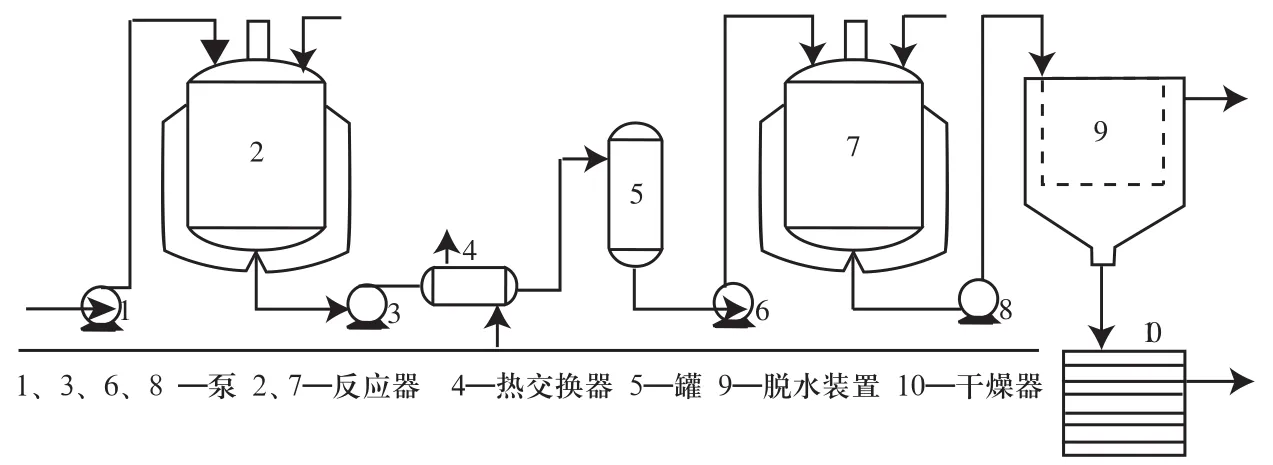
圖1 典型間歇過程的工藝流程圖
間歇過程操作控制的主要特點包括:1)時變性,在間歇生產過程中,進行著化學或物理變化,從初始狀態轉變為一個完全不同的終止狀態。2)非線性,間歇生產過程的非線性來源于多個方面,如反應速率與溫度和濃度之間的非線性關系,反應器夾套傳熱量與流經夾套的加熱/冷卻介質的流量之間的非線性關系。3)模型的不準確性,建立一個可靠的工業過程模型費時費力,而間歇工藝過程開發的主要目的是要縮短產品上市時間,在一些特種化學品、生物制品和聚合物的間歇生產中,甚至連有影響的反應的數量都不太確定,更不用提及其化學計量學或動力學模型。4)存在約束條件,過程或裝置存在的約束條件使得間歇過程的操作更加復雜,過程和操作約束條件決定了間歇工藝過程的操作,由此導致獲取的最優或次優操作點常常在約束邊界條件上。5)過程干擾,操作錯誤和設備問題是間歇過程運行中難以排除的主要過程干擾,也有其他的由上游過程特性變化如原料組成變化等導致的不可測干擾。6)過程不可逆,在具有與歷史操作相關特性的產品如聚合物或結晶產品的間歇生產過程中,一旦生產出了不合格產品,一般不可能采取補救措施,該批產品往往只能作為廢品處理。這與連續過程不同,連續過程在一次操作波動后,則往往能采取適當的控制作用使其回到希望的穩定狀態。
上述的間歇過程特性,往往使得間歇過程的最優操作和控制難以實現[3]。而以下的間歇過程的兩項特點,則對間歇過程的最優操作和控制有幫助。重復性,由于間歇過程特有的重復運行特性,每次運行的結果都對下一次的優化運行提供了有用的信息,因此而出現了與實際間歇生產相關的批次優化的研究。慢速過程,大多數化學和生物轉化過程要么非常快要么相對較慢。對特別快速的轉化過程,對過程運行沒有有效的優化控制措施。對較慢速的轉化過程,過程的主要時間常數相對較大,因此有足夠的時間去在線處理過程信息,如進行較復雜的計算,實現間歇過程的優化控制[4,5]。
2 間歇過程的復合模糊PID控制
以一典型的間歇生產過程啤酒發酵為例說明復合模糊PID控制過程。啤酒發酵是一個復雜的生物化學反應過程,發酵溫度的控制是保證啤酒質量的主要因素,其典型工藝控制曲線如圖2所示,不同品種、不同工藝所要求的溫度控制曲線會有所不同。發酵過程是在大型啤酒發酵罐中進行,周期為12 18天的發酵過程中,根據酵母的活力,生長繁殖的速度,對發酵液提出不同的溫度要求,難以用嚴格的數學模型表達式描述。常規PID控制以其簡單可靠、容易實現、靜態性能好等優點廣泛應用于實際工業過程中。但對于具有非線性、時變性、大時滯性、結構參數不確定性的啤酒發酵過程,由于常規PID控制不能在線自動修改控制器參數,難以適應過程狀態的變化,因而溫度控制過渡時間長,超調量大,難以滿足及時、準確地跟蹤工藝曲線的要求。近年來提出了諸多智能控制方案,如專家系統、模糊控制、神經網絡等[6,7],這些方法在魯棒性、抗干擾能力方面有很大的優勢,而經典的PID控制算法具有結構簡單、可靠性高和實用性強等優點。因此將經典的PID控制算法和模糊控制算法相結合,采用復合模糊PID控制算法來解決啤酒生產過程綜合自動化控制啤酒發酵溫度控制難點問題。
2.1 復合模糊PID控制器設計
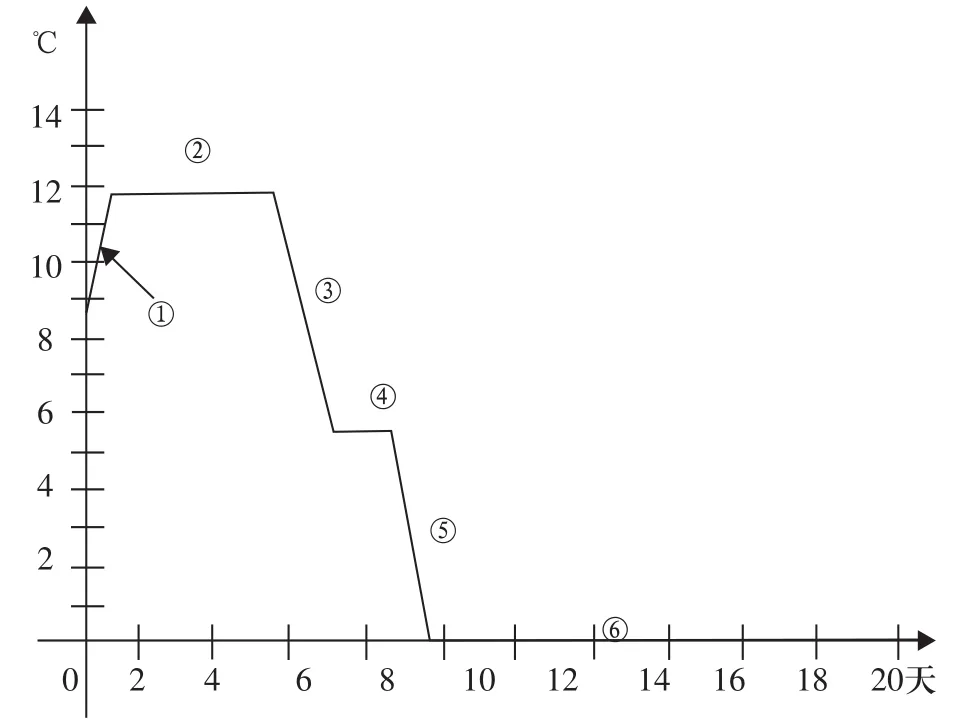
圖2 發酵溫度典型工藝控制曲線
控制器結構如圖3所示。該控制器能夠減少穩態誤差,增強抗干擾能力。其原因是:在過渡過程中,因系統的誤差和誤差變化率較大,選擇器切換到模糊控制,以提高系統響應速度,加快響應過程;但模糊控制必然存在穩態誤差,為消除穩態誤差,在平衡點附近選擇器切換為PI控制。
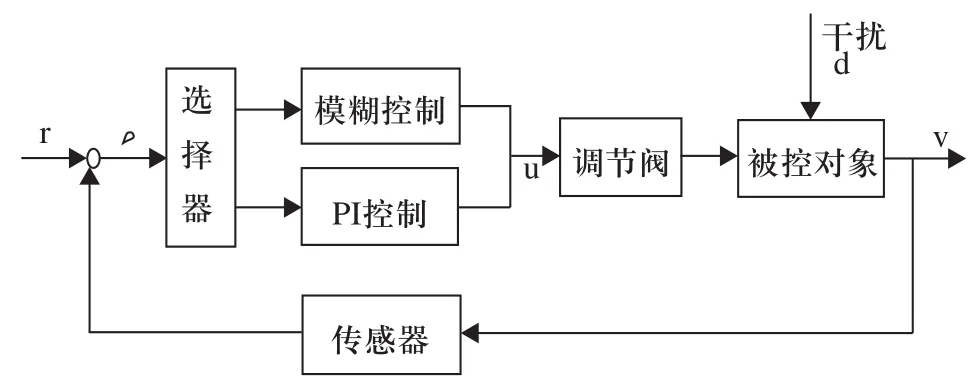
圖3 復合模糊PID控制器結構圖
其中,PI控制器設計不再重復,模糊控制器按如下順序設計。
1)模糊控制器輸入輸出變量
考慮到模糊控制器的復雜性和控制精度的要求,選用二維模糊控制器[8]。這樣既避免了使用一維控制器的動態性能不佳,也避免了采用三維模糊控制器的過于復雜、難以設計和占用計算機時間過長、實時性差等弊端。
模糊控制器中,采用溫度誤差e和溫度誤差的變化率ec作為輸入變量,控制量輸出u為輸出變量。模糊控制過程中,同時考慮溫度偏差和偏差變化率,不僅能保證系統控制的穩定性,而且還可以減少超調量和振蕩現象。
詞集、論域、隸屬函數確定如下:
把溫度誤差。的論域量化為14檔,即
{e}={-6,-5,…,-I,-0,+0,+l,…,+5,+6}
且溫度差的模糊子集選取如下詞集
{PB,PM,PS,PZ,NZ,NS,NM,NB}
把溫度誤差變化率e c的論域量化為13檔,即
{ec}={-6,-5,…,-1,0,+l,…,+5,+6}
且其模糊子集選取如下詞集
{PB,PM,PS,Z,NS,NM,NB}
把控制量u的論域量化為15檔,即
{u}= {- 7,- 6,- 5,…,- l,- 0,+ 0,+l,…,+5,+6,+7}
且其模糊子集選取如下詞集
{PB,PM,PS,Z,NS,NM,NB}
另外,列出溫度誤差e、溫度誤差變化率ec和控制量輸出u的隸屬函數賦值表有:溫度誤差的模糊變量賦值表;溫度誤差變化率的模糊變量賦值表;控制變量的模糊變量賦值表。
2)模糊控制規則建立
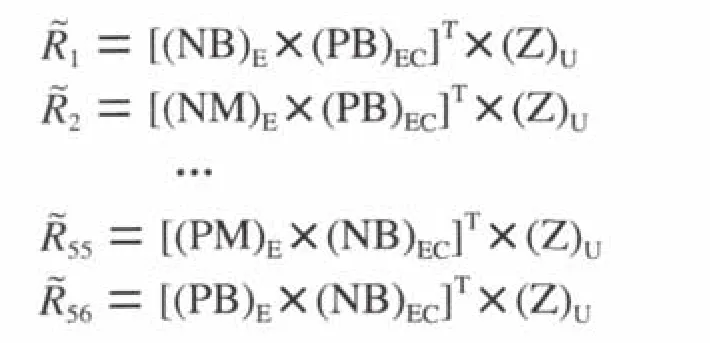
模糊控制器的規則一般基于專家知識或手動操作熟練人員長期積累的經驗,是按人的直覺推理的一種語言表示形式。模糊規則通常由一系列關系詞連接而成,比如if-then、else、alse、and、or:等。對于啤酒發酵罐溫度控制而言,當溫度誤差e>0時,應該增大調節閥開度,增加冷媒的流量,使發酵罐溫度誤差降低,反之則減小調節閥開度;當溫度誤差變化率△e>0時,應增大調節閥開度,溫度誤差變化率逐漸減小。將e與△e的模糊子集兩兩組合,可以形成56條模糊規則,如表1所示。
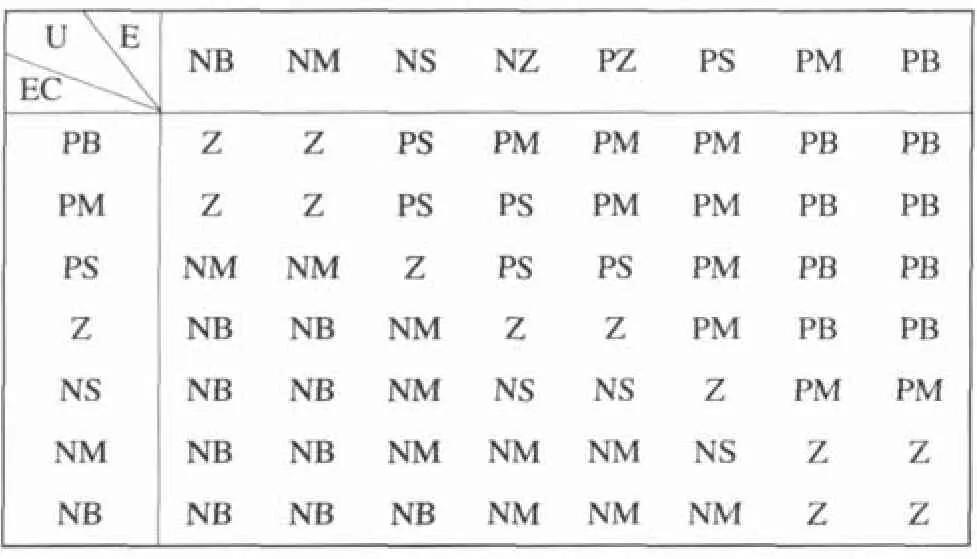
表1 發酵罐溫度模糊控制規則庫
模糊控制規則表中所包含的每一條模糊條件語句都決定一個模糊關系,控制規則的總模糊關系為:

其中:
3)模糊控制響應表獲取
計算出模糊關系 后,基于推理合成規則,由溫度誤差e 的論域 {e}={-6,-5,…,-l,-0,+ 0,+l,…,+5,+6}和溫度誤差變化率e c的論域{e c}= {-6,-5,…,-l,0,+l,…,+ 5,+ 6},根據語音變量溫度誤差E和變化率EC的模糊賦值表,針對論域{e}、{e c}全部元素的所有組合,求取相應的語言變量控制量輸出U的模糊集合,并應用最大隸屬度法對此模糊集合進行模糊判決,取得以論域 {u}= {-7,-6,-5,…,-l,0,+l,…,+5,+6,+7}的元素表示的控制變化值u。在上述離線計算基礎上,便可建立查詢表。
在每一個控制周期中,將采集到的實測溫度誤差et和溫度誤差變化率et-et-1,分別乘以量化因子ke和kec,并進行量化變換后取得所需的e和e c值后,通過查找表中相應行和列,立即可輸出所需的控制量變化u,再乘以比例因子ku便是加到被控過程的時間控制量變化值。
2.2 控制系統仿真
根據溫度給定曲線,在MATLAB軟件的SIMULINK環境下,進行仿真設計和分析。所采用的發酵罐溫度復合模糊PID控制策略已經應用于某啤酒廠中的發酵罐溫控中,在一個完整發酵周期內的實際控制情況,擁有發酵罐上溫、中上溫、中溫以及下溫4條歷史曲線和發酵工藝設定曲線,發酵溫度能很好的跟蹤工藝曲線的設定溫度值。可見,采用復合模糊PID控制策略,具有較高的控制精度,其中主溫度點(下溫)控制偏差在士0.3℃以內。
3 結論
過程控制的任務是在了解、掌握工藝流程和生產過程的靜態特性和動態特性的基礎上,根據安全性、經濟性和穩定性的要求,應用自動控制的理論對控制系統進行分析和綜合,最后采用適宜的手段加以實現。
間歇生產設備和間歇生產過程的非穩態屬性及其產品品種和工藝條件頻繁變化的柔性操作特性,為適應當前生產對控制的要求愈來愈高的趨勢,必須充分注意現代控制技術在過程控制中的應用。
對于具有非線性、時變性、大時滯性、結構參數不確定性的啤酒發酵過程,常規PID控制難以滿足及時、準確地跟蹤工藝曲線的要求。將復合模糊PID控制策略應用于啤酒發酵溫度控制,主溫度點的控制精度小于士 0.3℃,取得了令人滿意的效果。
[1] 宋建成.間歇過程計算機集成控制系統[M].北京:化學工業出版社,1999.
[2] 王保國,許錫恩.間歇過程設計與優化[M].北京:中國石化出版社,1998.
[3] 孫小方,蔡亦軍,潘海天.間歇化學反應器的先進控制技術[J].化工時刊,2002,(11):1-4.
[4] 陳治綱,許超,邵惠鶴.間歇過程優化與先進控制綜述[J].化工自動化及儀表,2003,30(3):1-6.
[5] 溫盛軍,王東云.間歇過程智能控制的發展與展望[J].中原工學院學報,2005,16(6):29-34.
[6] 孫優賢,邵惠鶴.工業過程控制技術一應用篇[M].北京:化學工業出版社,2006.
[7] 鄒志云.面向21世紀的化工過程控制技術[J].石油化工自動化,1999,(5):2-8.
[8] 王樹青,金曉明.先進控制技術應用實例[M].北京:化學工業出版社,2005.
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
