FTSC薄板坯連鑄中碳鋼保護渣研究及開發
2010-08-25 00:38:12楊杰么洪勇朱立光張彩軍馮慧霄王紅麗
河南冶金 2010年4期
關鍵詞:裂紋
楊杰 么洪勇 朱立光 張彩軍 馮慧霄 王紅麗
(1.河北理工大學;2.唐山鋼鐵有限責任公司)
FTSC薄板坯連鑄中碳鋼保護渣研究及開發
楊杰1,2么洪勇2朱立光1張彩軍1馮慧霄2王紅麗2
(1.河北理工大學;2.唐山鋼鐵有限責任公司)
針對唐鋼 FTSC薄板坯連鑄所產生的板坯裂紋、表面夾渣、卷渣及漏鋼現象進行保護渣生產試驗研究與理論分析。研究結果表明,組分變化對保護渣熔化溫度和粘度等指標有著重要的影響。通過實驗室對保護渣組份及其變化對其性能影響的研究,結合唐鋼 FTSC薄板坯連鑄自身特點,設計出保護渣基本配方,且在不斷試驗改進中,最終開發出適合唐鋼薄板坯連鑄用中碳鋼保護渣 C2.
薄板坯 中碳鋼保護渣 開發
0 引言
隨著連鑄連軋技術的發展,作為薄板坯連鑄的三項關鍵技術之一的保護渣,其物理性能及化學成分的優化越來越受到重視[1-3]。近幾年來冶金工作者在保護渣性能優化方面做了大量的工作,并取得了一定的成果。提出了適合薄板坯連鑄使用的保護渣應具有熔點低、粘度低、流動性強等原則性設計理念,以期能夠在結晶器銅板與鑄坯之間很快地形成穩定保護渣膜[4-5],起到潤滑和改善傳熱的作用。唐鋼薄板坯連鑄機是中國建成的第一臺 FTSC薄板坯連鑄機,自2002年12月投產以來,中碳鋼生產過程中裂紋、表面夾渣、卷渣及漏鋼現象時有發生。為了使 FTSC薄板坯連鑄盡快達產,能穩定生產高質量、高附加值產品,增加企業效益,增強市場競爭力。因此,結合 FTSC薄板坯連鑄工藝參數,開發出適于其特點的中碳鋼保護渣勢在必行。
1 FTSC薄板坯連鑄工藝參數及其保護渣性能研究
FTSC薄板坯連鑄機為直弧機型,直線段高度
2.1 m,采用長漏斗型結晶器,并帶有漏鋼預報和熱像圖系統,其主要工藝參數見表1。

表1 唐鋼 FTSC工藝薄板坯連鑄機主要技術參數
2 FTSC薄板坯連鑄保護渣性能的實驗室研究
2.1 組份對保護渣熔化溫度及粘度影響的正交試驗
以保護渣理論及生產實踐為基礎,確定出保護渣的的組份及其變化范圍,見表2。
通過正交試驗表進行試驗方案的設計,并按照相應的技術規范進行試驗測試,得出如下結論:在所確定的渣系以及組份變化范圍內,組份對于保護渣的熔化溫度和粘度影響強度有很大的差異;對保護渣的熔化溫度的影響,由大到小排序為:CaO/SiO2、L i2O、Na2O、B2O3、A l2O3、F、BaO、SrO、M gO(按單位變化量的作用強度排序);對保護渣的粘度的影響,由大到小排序為:CaO/SiO2、L i2O、F、A l2O3、SrO、Na2O、B2O3、M gO、BaO(按單位變化量的作用強度排序)。

表2 正交試驗中各組份的變化范圍
2.2 組份變化對保護渣熔化溫度和粘度影響的試驗首先研究的是組份變化對保護渣熔化溫度和粘度作用規律。實驗方法:確定一定組成的基渣,并在基渣的基礎上分別配加不同含量的待研組份,組成新實驗渣,得出組份在不同條件下對保護渣半球點溫度及粘度的影響。各組份單因素變化對保護渣熔化溫度和粘度影響的實驗結果如圖1、圖2、圖3、圖4所示。
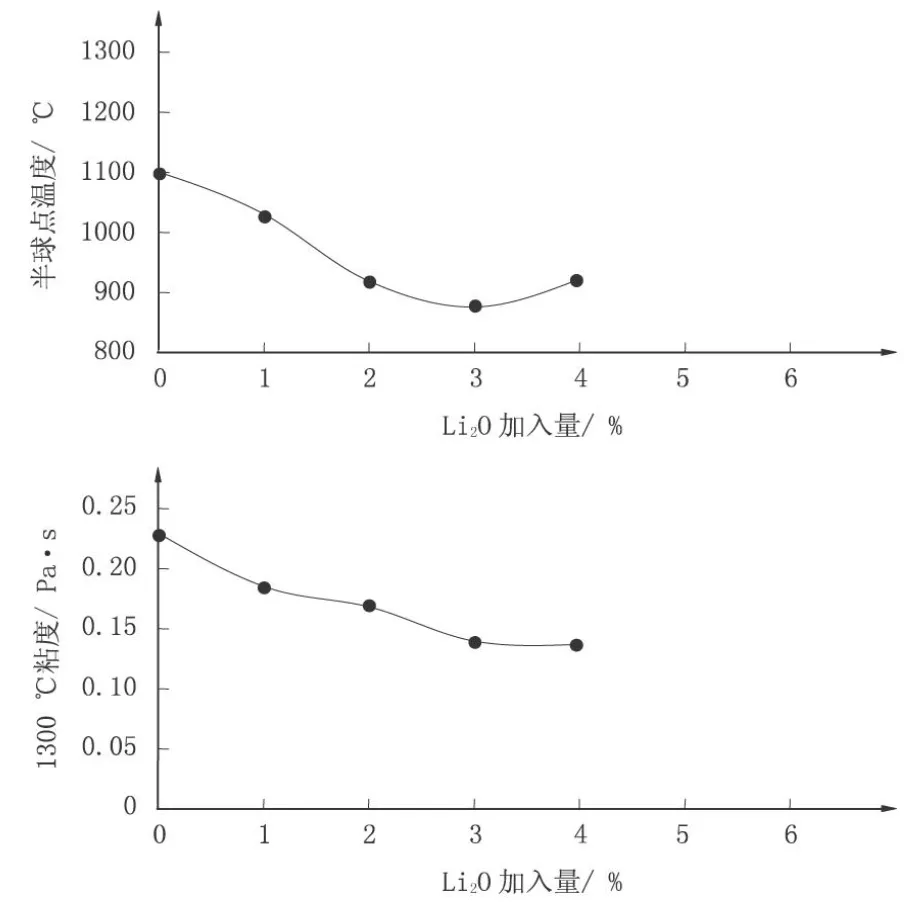
圖1 Li2O對保護渣熔化溫度和粘度的影響
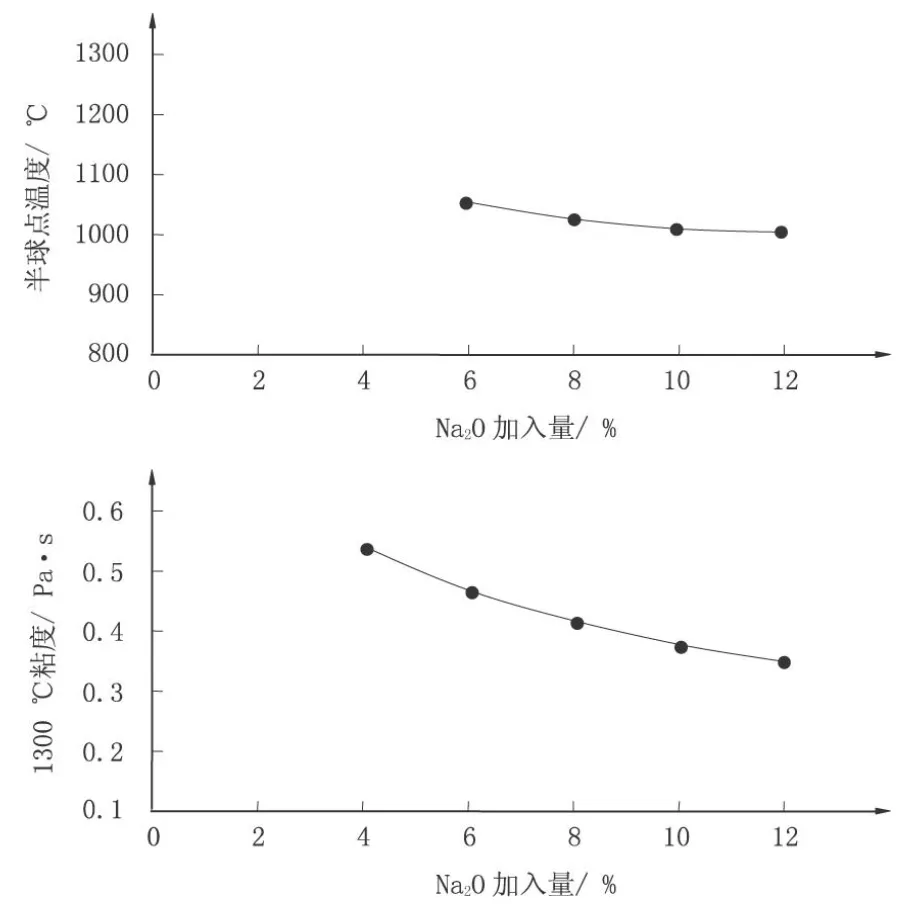
圖2 Na2O對保護渣熔化溫度和粘度的影響
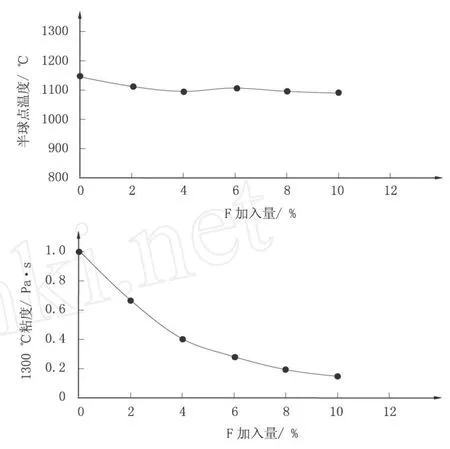
圖3 F對保護渣熔化溫度和粘度的影響
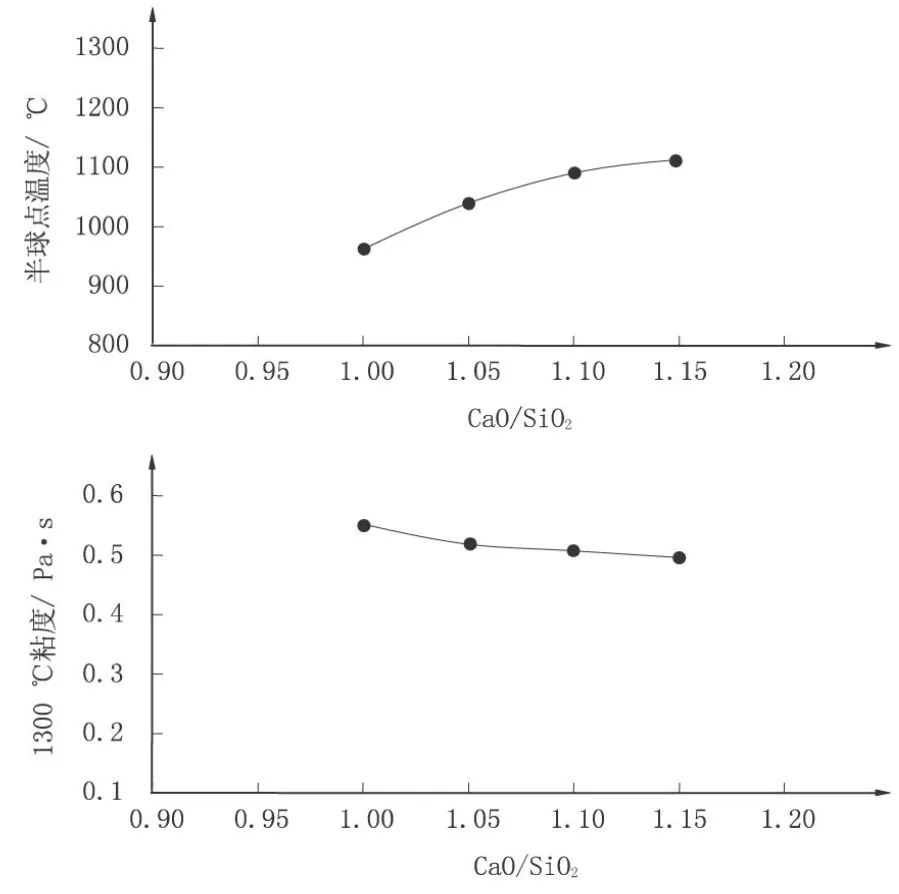
圖4 CaO/SiO2對保護渣熔化溫度和粘度的影響
2.3 組份對保護渣熔化溫度影響的實驗結果與分析
從上述實驗結果可以看出:Na2O、L i2O作為典型的助熔劑,能顯著降低保護渣的熔點,含量越多,降低熔點越明顯。但 Na2O含量不能過高,否則有可能析出高熔點物質霞石 (Na2O·A l2O3·S iO2),反而使保護渣熔點升高。L i2O是一種強助熔劑,即使渣中L i2O含量低時,對保護渣熔化溫度也有較大影響,隨L i2O含量增加,渣的熔化溫度降低,降低熔化溫度的作用比 Na2O更強。但值得注意的是,在本實驗條件下,當 L i2O含量超過3%時,隨其含量的增加,作用不明顯甚至使熔渣半球點溫度有所升高;CaF2是保護渣中最常見的助熔劑,能降低保護渣熔化溫度;而堿度增加使保護渣的熔化溫度升高。
2.4 組份對熔融保護渣粘度影響的實驗結果與分析
2.4.1 堿度的作用
粘度主要取決于熔渣中復合陰離子團的大小,堿度增加,CaO向熔渣中提供的 O2-離子促使硅 -氧聚合體解體,復合陰離子團變小,粘流活化能降低,因此熔渣粘度下降。一般在低堿度范圍內提高堿度時,粘度降低值多,而當堿度在較高范圍時,再提高堿度,粘度變化較小。這主要與渣中堿度比值有關,當堿度較高即 R≥4后,熔渣中陰離子團轉化為最基本的 (S iO44-)四面體形態,進一步增加 O2-離子,(S iO44-)四面體結構仍然維持不變,因而粘度變化不大。
2.4.2 F-的作用
CaF2是用得最多的降低熔渣粘度的組份,它向渣中提供 F-離子,促使硅氧聚合體解體,熔渣粘度降低,當(O+F)∶(Si+A l)≤2.75及 CaF2<15%時,降低熔渣粘度效果顯著。當(O+F)∶(Si+A l)>2.75及 CaF2>15%時,F-降低粘度的作用減弱。2.4.3 Na2O、L i2O的作用
Na2O、L i2O均為堿金屬氧化物,屬網絡外體,由于Na+、L i+的電荷少、半徑大 (Na+為0.97?、L i+為0.68?),它們在渣中和 O2-的作用力較小,在熔渣結構中能提供非橋氧原子,使 O/Si增大,對渣的網絡結構具有較強的破壞作用,使渣的粘度降低。除了L i2O、Na2O斷網作用外,還與L i2O的離子極化作用有關。L i+屬非惰性氣體型離子,減弱硅氧鍵的作用大,容易在熔渣網絡結構形成缺陷或不對稱中心,因而導致粘度下降。在連鑄保護渣中,當O/Si比很低時,對粘度起主要作用的是硅氧四面體[SiO4]間的鍵力,極化力最大的L i+減弱 Si-O-Si鍵的作用最大,Na+較 L i+小一些,因而加入等質量的 L i2O、Na2O,降低粘度的能力是L i2O>Na2O。
2.5 組份對保護渣結晶性能和玻璃化特性影響分析
結晶性能和玻璃化特性直接對應的是保護渣控制傳熱和潤滑兩大主要作用,而對于連鑄順行和鑄坯質量控制,眾多廠家也多在致力于協調保護渣結晶性能和玻璃化特性二者矛盾的技術研究,因此研究組份對保護渣結晶性能和玻璃化特性影響就顯得尤為重要。堿度變化對保護渣結晶性能和玻璃化特性影響的實驗結果如圖5、圖6、圖7所示。

圖5 保護渣堿度與最大粘流活化能變化值的關系
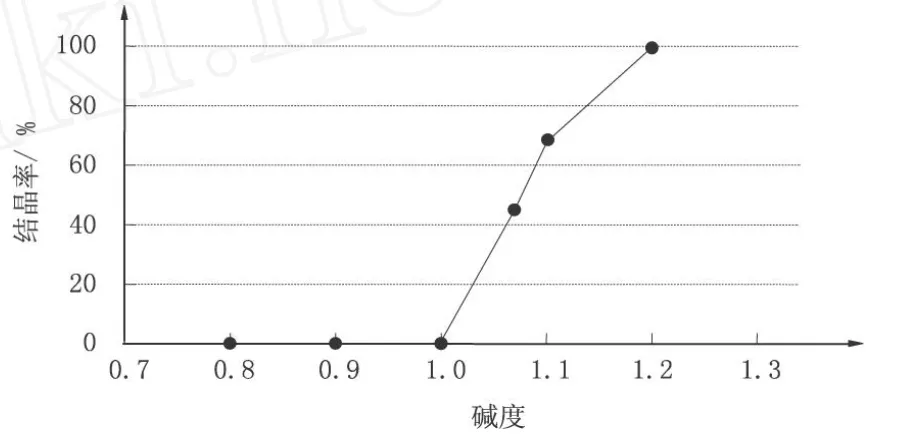
圖6 保護渣堿度與結晶率 Rp的關系
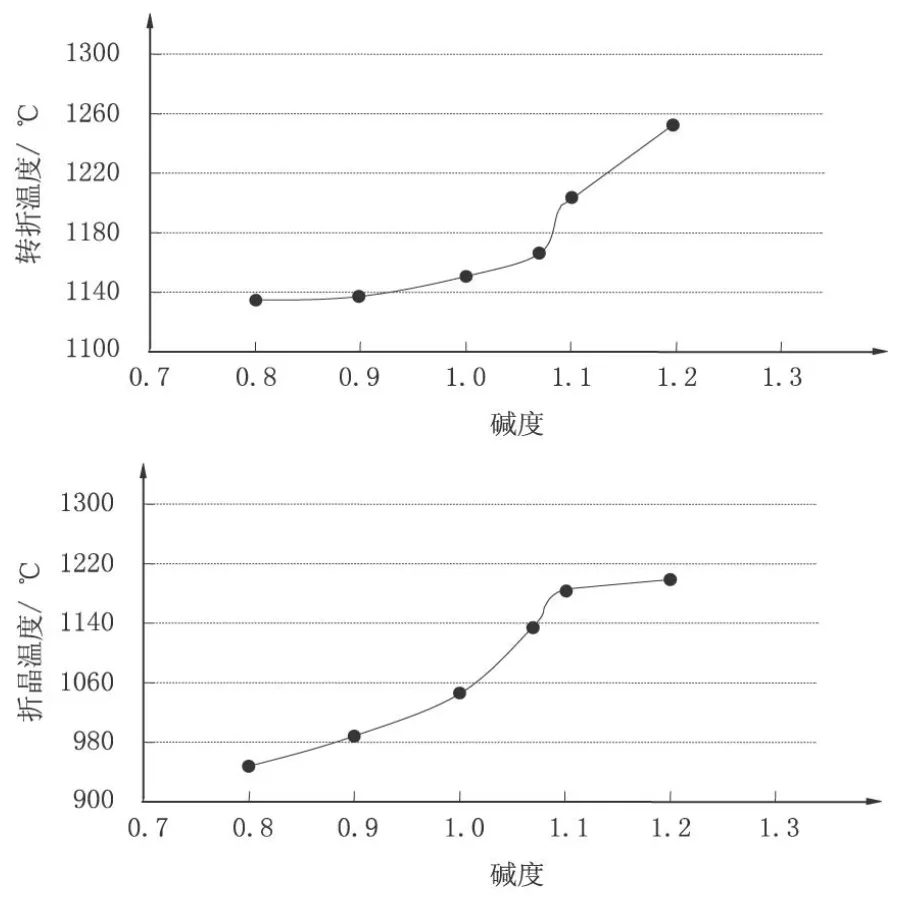
圖7 堿度與保護渣轉折溫度 Tc和析晶溫度 Tp的關系
由圖5、圖6、圖7可看出,隨著堿度升高,保護渣冷凝過程中最大粘流活化能變化值不斷增大,表明保護渣玻璃化特性減弱。當堿度 R大于1.0,保護渣中開始析出晶體;堿度 R達到1.05~1.10,保護渣結晶率達到30%~60%,最大粘流活化能變化值升高趨勢減緩,說明在這種堿度值下保護渣的結晶性能非常強。當保護渣堿度大于1.10,保護渣轉折溫度超過1200℃,易導致液態渣膜急劇減薄,鑄坯得不到充分潤滑,并且析晶溫度 Tp隨堿度升高的幅度加大,粘結漏鋼的危險性加大。因此,片面強調提高保護渣堿度以加強結晶能力而控制鑄坯凝固傳熱的方法并不可取。為協調保證鑄坯的潤滑和控制傳熱,可將堿度 R控制在0.9~1.05,這種條件下保護渣轉折溫度約1130℃~1160℃,析晶溫度約1000℃~1140℃,結晶體比例約5%~30%。根據該結果,允許保護渣堿度變化范圍較窄,這就要求提高保護渣原材料的穩定性和加強生產工藝的可控性。
3 生產試驗及結果
通過對保護渣組份與性能之間定量、半定量關系的研究,為 FTSC保護渣的開發奠定了理論基礎。通過研究碳質材料對保護渣渣層結構的影響,得出獲得合適熔渣層厚度和減少渣條的配碳方向。并且對保護渣渣型和預熔基料生產工藝與保護渣熔化均勻性和穩定性進行研究,發現以硅灰石為基料的混合型保護渣熔化均勻性較差,這種不均性容易引起保護渣在薄板坯連鑄過程中熱流的不穩定,對薄板坯連鑄是致命的危害,因此薄板坯連鑄保護渣應采用預熔基料。在組份變化對保護渣性能影響研究的基礎上,確定保護渣配方,生產出試驗渣進行試驗。
生產試驗主要考查保護渣在結晶器內的使用狀況和鑄坯表面質量。保護渣在結晶器內的狀況包括:熔化均勻性、渣條、液渣層厚度、渣耗量、結晶器熱流密度、結晶器熱像圖、粘結情況;鑄坯表面質量的考查內容則分別觀察澆注過程紅坯表面和頭坯、尾坯冷坯表面,考查縱裂紋、夾渣等缺陷情況。并將這些方面的數據結果與拉坯速度、澆鑄時間等工藝參數相聯系,考查保護渣的穩定性。每次試驗結束后,對試驗現象和試驗效果進行分析,提出下一次試驗用保護渣的改進方案。
3.1 第一次生產試驗
通過這一系列實驗室對保護渣組成與性能研究,確定了中碳鋼 SS400的第一次試驗渣組成及性能 (見表3)。

表3 唐鋼薄板坯連鑄保護渣第一次試驗渣組成及性能
生產過程中發現:在3.6 m/m in~4.3 m/m in的工作拉速范圍內,四種保護渣在結晶器內熔化均勻、無團塊、未出現粘結報警、鑄坯尾坯及過程坯未發現縱裂紋等明顯表面缺陷。這些現象表明試驗渣熔化溫度、粘度等基本指標能滿足連鑄工藝需求。但是,在使用試驗渣過程中,其熱流密度呈現下降趨勢,這種熱流變化規律揭示了渣膜在結晶器內結晶性能逐漸增強的現象,證明保護渣的結晶性能過強,需進一步降低其結晶性能。
3.2 第二次生產試驗
在第一次試驗的基礎上,對保護渣配方進行調整,試驗用保護渣組成及性能見表4。

表4 唐鋼薄板坯連鑄保護渣第二次試驗渣組成及性能
通過對生產過程的跟蹤發現,兩種保護渣使用過程中,渣條增多、增厚,且結晶器熱相圖下部溫度較低,表明保護渣結晶性能仍然較強。C1在提高和穩定結晶器熱流密度方面較前兩次試驗有了較大的改進,保護渣消耗量、鑄坯表面質量能滿足連鑄工藝需求,但仍然存在一些缺陷,因此下一步改進以 C1為基礎,進一步降低析晶性能,嚴格控制磨碳等生產工藝,避免渣條帶來的危害。
3.3 第三次生產試驗
試驗渣組成及性能見表5。

表5 唐鋼薄板坯連鑄保護渣第三次試用渣組成及性能
生產跟蹤過程發現,C2型號保護渣使用過程中結晶器熱流密度得到有效的提高,并且在整個澆鑄過程中與拉速變化匹配,且穩定。結晶器熱像圖彎月面區域溫度升高,而且下部溫度也升高,說明保護渣的結晶性能減弱,玻璃化特性增強,鑄坯潤滑得到改善,且生產過程中無粘結,說明了保護渣的潤滑作用較好。觀察鑄坯表面,未發現裂紋等缺陷。澆鋼過程中,結晶器中的渣條不多,液渣層厚度10mm~15mm。總之,本次試驗的保護渣性能得到了較大的改進,克服了以前熱流密度較低的問題,澆注過程穩定,生產順行,鑄坯質量良好,C2適合唐鋼FTSC澆鑄中碳鋼的工藝需求。批量使用C2型號保護渣,生產跟蹤表明粘結大幅度減少,澆注過程穩定,生產順行,鑄坯質量良好。
4 結論
經過大量的實驗室研究和
book=16,ebook=97沿軋制方向擴展,所以邊緣仍是圓滑的,由此推斷原始裂紋有兩種可能性,一是鑄坯中心分層引起的;二是氣泡引起的。從裂紋內部較平滑的表面來看,氣泡引起的可能性大,其機理是鋼中氣泡隨軋制一起延伸,邊緣擴大,在中板中心形成片狀分層,在鋼的基體上形成分界面,探傷時造成反射波,成為探傷缺陷之一。中斷裂面其它部分,開裂時呈脆性斷裂,表面凹凸不平,是基體斷裂面。圖8(b)為3#試樣裂紋內表面放大2000倍的組織形貌,未發現其它異常。
這些問題已可以通過提高審核技術得以解決。但是隱蔽工程的真實性難于核實、設計變更的合理性難于確認、工程建筑質量的界定和材料真實價格難以明確,這些隱性問題的存在使的審核工作難度的加大。因此,在今后的工作中和建設過程中各部門聯系與協調必不可少,可以通過建立內部審核機構的跟蹤審核,督促建設項目直接參與部門的管理工作,確保審核結論真實可靠。
3.2 建筑安裝工程結算審核的方法
由于工程比較復雜,因此審核方法也多鐘多樣。目前有全面審核法、標準預算審核法、對比審核法、篩選審核法、重點審核法、利用手冊審核法等。審核人員要根據工程建設規模、施工方法和施工企業情況、所編制工程結算繁簡和質量的不同,選擇適當的審查方法進行審查。對于有足夠審核人員的單位,全面審核法使造價更趨于真實。
4 結語
建筑安裝工程的復雜性決定了審核結算的復雜性,所以要做到真實的反映工程造價的實際費用,審核人員必須具備較高的素質,從而積累經驗找到適合自己工作的結算審核方法,客觀、公正、科學地做好工程的結算審核。
[1]申金山.工程計價.北京:中國建筑工業出版社,2004:277-279.
[2]龔維麗.工程造價的確定與控制.北京:中國計劃出版社,2006:253-254.
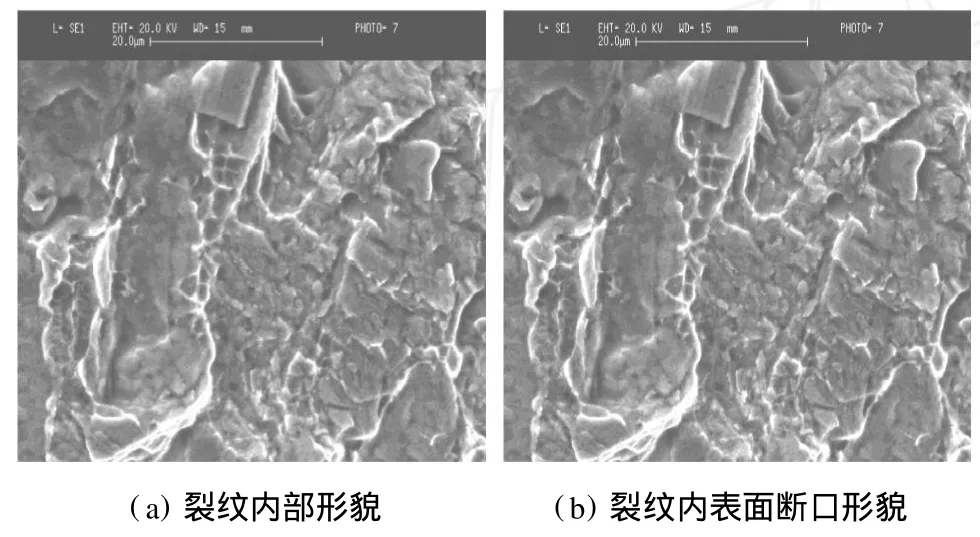
圖8 3#試樣裂紋內部和內表面斷口形貌
3 分析與討論
Q370qE鋼的組織正常情況下為鐵素體和珠光體。但由于中板中心線附近存在 C和M n的偏析,鋼的顯微組織發生了變化,有研究提出[1],壓縮比超過50%條件下未進行再結晶的奧氏體區的 A r3溫度表達式為:A r3(℃)=910-310C-80M n+0.35 (t-8),其中 t為鋼板厚度(mm),C和M n分別表示C、M n元素的百分含量。上式說明:鋼中C和M n含量的增加降低了奧氏體向鐵素體的轉變溫度(A r3)。擴大了奧氏體區域,其結果是即加速了貝氏體或馬氏體的轉變,又增加了貝氏體或馬氏體的比例。還由于貝氏體、馬氏體的強度顯著高于鐵素體,但塑性降低,容易在變形過程中出現裂紋,在兩相交界處鐵素體區的變形受阻,更容易產生應力集中并引起裂紋。從本研究的金相組織來看 (如圖5 (a)),中心線裂紋處確實存在馬氏體,馬氏體周圍還有少量的貝氏體存在。
鋼中存在的M nS等夾雜物,破壞了鋼組織的連續性,夾雜物的尖端產生應力集中引起開裂,成為鋼中裂紋源,顯微裂紋的進一步擴展便形成了影響探傷合格率的缺陷。
4 結論
1)鋼中發現彌散點狀夾雜物,探針分析結果是M nS,其直徑在10μm以下,探傷時單個夾雜不會產生異常波形,但大量的M nS夾雜物疊加存在,會使超聲波衰減,探傷時呈現底波降低,由此造成鋼板探傷不合格。
2)鋼中存在的M nS等夾雜物,破壞了鋼組織的連續性,夾雜物的尖端產生應力集中引起開裂,成為鋼中裂紋源,顯微裂紋的進一步擴展便形成了影響探傷合格率的缺陷。
3)中板中心組織由馬氏體 +貝氏體 +珠光體+鐵素體組成,由于貝氏體、馬氏體的強度顯著高于鐵素體,但塑性降低,容易在變形過程中出現裂紋,在兩相交界處鐵素體區的變形受阻,更容易產生應力集中并引起裂紋。中板在軋制時裂紋更容易擴展,最后成為影響探傷合格率的缺陷;
4)沿鋼板中心線劈開,發現裂紋內部較平滑,邊緣有明顯的分界線,并且在軋制時沒有向周圍基體成脆性開裂,只是自身隨基體一起沿軋制方向擴展,由此推斷這類裂紋可能是氣泡引起的。
5 參考文獻
[1]M ajka T F,M.D.K.,Krauss G,Development ofmicrostructural Banding in Low-A lloy Steelw ith Simulatedmn Segregationmetallurgical andmaterials Transactions A,2002,33A(6):1627-1637.
RESEARC H AND DEVELOPEM NT OFM ID-CARBONM OULD FLUX FOR FTSC TH IN SLAB
YangJie1,2Yao Hongyong2Zhu L iguang1Zhang Caijun1Feng Huixiao2W ang Hongli2(1.Hebei Po lytechnic University;2.Tangshan Tron&Steel Co.,L td)
Tangshan Iron and Steel Sheet Facto ry FTSC for casting the slab cracks p roduced by the surface slag,w rapped slag,and the phenom enon ofmissing p ilo t p roduction research and theo retical analysis.The resu lts show that:component change on the p rotection of slagmelting temperature and viscosity have a significant function.The chem ical composition ofmo ld fluxwas op tim ized and designed,and its effects on the p roperties of mou ld flux components. It was found that the basic form ula ofmo ld flux has been designed com bined w ith continuous casting p rocess of FTSC thin slab,the suitable mould flux C2 to thin-slab continuous casting in Tangshan Iron and Steelwas developed.
Thin slab carbon mou ld flux developm en t
2010—7—5
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
