鋼管鍍鋅工藝和設備
2010-09-08 12:42:42李賢成
電鍍與環保 2010年5期
李賢成
(四川紅光機電公司,四川成都611730)
鋼管鍍鋅工藝和設備
李賢成
(四川紅光機電公司,四川成都611730)
0 前言
為了使鋼管具有潔白光亮的外觀和較好的耐蝕性能,除了采用熱鍍鋅工藝外,還可以采用電鍍鋅工藝。
本人設計了一條鋼管銀白色鍍鋅生產線。對工藝、設備、加溫、通風、給排水等方面細心運作,所有工作的重心圍繞確保鍍層質量,提高鋼管鍍鋅的良品率展開。下面就工作中的一些體會與大家共享。
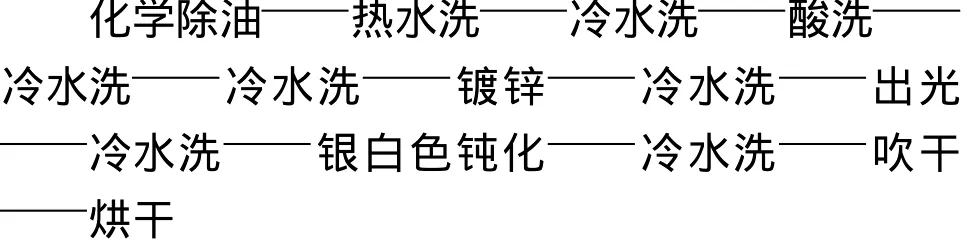
1 工藝流程
2 工藝配方及操作條件
2.1 化學除油

2.2 酸洗

2.3 鍍鋅

2.4 出光

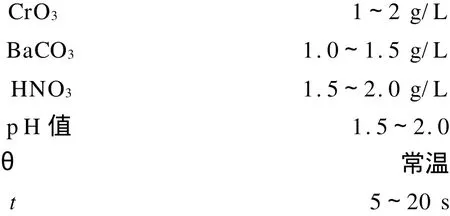
2.5 低鉻銀白色鈍化
3 藥品的選擇
化學藥品的質量關系到電鍍鋅生產的正常進行,是保證產品質量的重要因素。
氯化鋅是鍍液的主鹽,其所含金屬雜質多對鍍鋅質量影響很大。應采購電鍍級,純度高的。
氯化鉀是導電鹽和陽極活化劑,其質量影響鍍液的分散能力、深鍍能力和陽極的溶解。應選用純度高、雜質少、溶解性好的氯化鉀。
酸性氯化鉀鍍鋅光亮劑品種繁多,應通過赫爾槽或3 000 m L燒杯電鍍試驗,選擇鍍液分散能力、深鍍能力好,起光速率快,濁點高的鍍鋅光亮劑。另外,檢查鍍層結合力、有無脆性,應嚴格篩選。
4 鋼管鍍鋅的設備
鋼管鍍鋅的設備和一般工件鍍鋅的設備有所不同。鋼管的尺寸一般都比較大,短的為3~4 m,長的為8~12 m。因此,所有處理槽都比較長。鍍槽2個,尺寸為12 m×0.6 m×0.6 m;除油槽1個,尺寸為12 m×0.5 m×0.5 m;酸洗槽、出光槽、鈍化槽各1個,尺寸為12 m×0.5 m×0.5 m;水洗槽7個,尺寸為12 m×0.5 m×0.5 m。
鋼管比較重,直徑Φ20 mm,Φ25 mm,Φ30 mm,Φ40 mm的鋼管的質量達幾十kg至幾百kg。上下槽要靠2個人抬或采用吊裝設備。
在酸洗槽和鍍槽上安裝單邊或雙邊抽風罩,選用5#或6#塑料風機。
為了給除油槽、熱水槽加熱升溫,可采用1 t的鍋爐。
為保持鍍液清潔,應使用過濾機1臺;其它使用直流電源1 000 A/0~12 V 2臺;使用Φ40 mm的黃銅棒若干根作導電棒。
5 常見故障及解決辦法
5.1 鍍層起泡脫皮
(1)前處理不良,加強除油除銹;
(2)光亮劑多,大電流電解;
(3)有機雜質多,活性炭凈化處理。
5.2 鍍層不光亮
(1)光亮劑少,添加光亮劑;
(2)鋅的質量濃度偏高,化驗后調整;
(3)金屬雜質多,大處理。
5.3 內孔無鍍層
(1)內孔不清潔,加強除油除銹清洗;
(2)光亮劑差,換光亮劑;
(3)未加輔助陽極,加輔助陽極。
5.4 鍍層泛黃
(1)鍍層薄,加厚鍍層;
(2)鈍化劑差,更換鈍化劑;
(3)清洗不良,加強清洗。
5.5 沉積速率慢
(1)鋅的質量濃度低,增加陽極和氯化鋅;
(2)光亮劑不足,添加光亮劑;
(3)電流密度低,調整電流密度;
(4)導電不良,檢查電路。
book=45,ebook=16
TQ 153
B
1000-4742(2010)05-0045-02
2010-05-07
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39