環形電鍍生產線機械手過渡的實現
2010-09-08 12:42:48陳剛
電鍍與環保 2010年5期
陳 剛
(株洲職業技術學院,湖南株洲412000)
環形電鍍生產線機械手過渡的實現
陳 剛
(株洲職業技術學院,湖南株洲412000)
1 環形電鍍生產線的特點與機械手的應用
環形電鍍生產線是電鍍行業批量生產中采用的設備,電鍍槽環形排列,工件定節拍向前挪動工位,按工藝要求在各個槽中下降、上升、停留、前進,逐一實現工件電鍍工序,掛具從上掛到下掛正好運轉一周,完成整個工藝流程。因而環形電鍍生產線具有節拍時間短、滿負荷運行、產量高等特點,適用于工藝成熟、批量較大的產品的生產。環形電鍍生產線的另一特點是結構緊湊、占地少,因而提高了廠房的利用率[1]。
由于環形電鍍生產線是環形結構,其環形的形成可以直接通過機架和機械傳動來實現,也可以通過機械手來實現,如圖1所示。

圖1 環形電鍍線示意圖
2 二自由度平移機械手
2.1 二自由度平移機械手結構模型
二自由度平移機械手為工程上最簡單且大量使用的自動機械結構。機械手末端為抓取元件,它的功能就是將工件或產品從一個起始位置送到另一個目標位置[2],如圖2(a)所示。在二自由度平移機械手圖中,箭頭方向表示其運動方向,這兩個方向的直線運動都直接由直線運動氣缸實現,豎直方向手臂下方為氣動手指。

圖2 二自由度平移機械手
2.2 二自由度平移機械手運動過程
二自由度平移機械手的運動較簡單,X,Y兩個方向的直線運動都在一個平面內。其典型的運動過程如下所述:
(1)取料點一般為工件自動化輸送系統的一個暫存位置,如圖1中環形電鍍生產線A側的電鍍工藝槽的末端位置或者工件暫存位置。
(2)卸料點一般為機器的裝配位置,機械手將工件移送到該位置后釋放工件,如圖1中環形電鍍生產線B側的電鍍工藝槽的首端位置或工件暫存位置。
(3)機械手的起始位置一般在取料點的上方,每個動作循環都從該點開始,該點也就是機械手的原點。
(4)機械手首先從起始位置下降,吸取(或夾取)工件后上升,然后水平移動到目標位置(卸料點)上方,再下降到目標位置上方,釋放工件,最后沿相反路徑返回到原起始位置,完成一個動作循環。圖2(b)為二自由度平移機械手的運動軌跡示意圖,序號表示動作次序,箭頭表示運動方向。
3 二自由度擺動機械手
3.1 二自由度擺動機械手結構模型
二自由度擺動機械手的動作由豎直方向的直線運動和繞豎直軸的擺動運動兩部分組成。在結構上,與二自由度平移機械手的惟一區別是將水平運動改為旋轉運動,其他結構與二自由度平移機械手的相同。它同樣是工程上大量使用的自動機械結構,其功能也是將工件或產品從一個起始位置移送到另一個目標位置[2]。圖3(a)為二自由度擺動機械手的結構原理示意圖。
最簡單的情況就是在機械手末端安裝一個吸盤或氣動手指,將工件從一個位置吸取(或夾取)后快速移送到另一位置后釋放。在這種情況下,機械手的結構可以非常簡單,由普通的直線運動氣缸與連桿機構就可以實現。為了進一步簡化此類機械手的設計與制造,氣動元件制造商專門設計制造了一種將直線運動及擺動運動集成在一起的組合氣缸,例如:FESTO公司的DSIJ系列直線擺動組合氣缸, SMC公司的M RQ系列直線擺動組合氣缸就屬于此類氣缸。
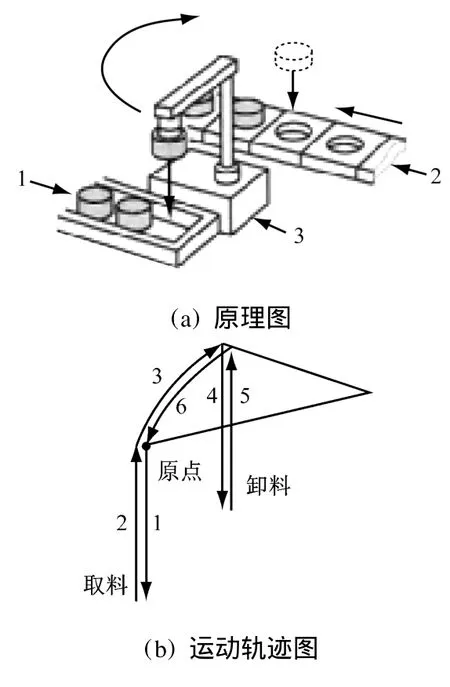
圖3 擺動機械手原理示意圖與運動軌跡
3.2 二自由度擺動機械手運動過程
二自由度擺動機械手的一般動作過程如下:起始位置一般為工件自動化輸送系統的一個暫存位置,如圖1中環形電鍍生產線A側的電鍍工藝槽的末端位置或者工件暫存位置;而目標位置為擺動的另一側,如圖1中環形電鍍生產線B側的電鍍工藝槽的首端位置或工件暫存位置。其過程是機械手先下降,吸取(或夾取)工件,再擺動一定角度(如180°),最后下降到目標位置上方,釋放工件,然后再按相反路徑返回到起始位置。機械手所完成的同樣是一個動作循環。圖3(b)為二自由度擺動機械手的運動軌跡示意圖,序號表示動作次序,箭頭表示運動方向。
4 結語
隨著電鍍工業的發展,對電鍍工藝提出了新的要求。環形電鍍生產線因其自身的優勢而得到更多的推廣應用,而機械手在運動轉換和可控性上都具有很好的應用前景。
[1] 張立茗.我國電鍍設備的發展和現狀[J].電鍍與精飾,2001, 23(5):13-15.
[2] 陳剛.機電一體化技術[M].北京:清華大學出版社,2010.
Realization of Robot Transition for Circular Electroplating L ine
CHEN G ang
(Zhuzhou Professional Technical Institute,Zhuzhou 412000,China)
根據環形電鍍生產線的特點,介紹了機械手的應用;并詳細介紹了二自由度平移機械手和二自由度擺動機械手的結構模型和運動過程,為環形電鍍生產線的設計提供了新的方法。
電鍍;機械手;環形電鍍生產線
Applications of robot are p resented acco rding to the features of circular electrop lating line.The structural model and movement p rocess of two-degree-of-freedom translational and sw ing robots are described in detail,p roviding a new design method for circular electrop lating line.
electrop lating;robot;circular electrop lating line
book=30,ebook=40
TQ 150.5
A
1000-4742(2010)05-0014-02
2010-03-15
猜你喜歡
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
山東冶金(2019年6期)2020-01-06 07:45:54
當代貴州(2019年41期)2019-12-13 09:28:56
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
銅業工程(2015年4期)2015-12-29 02:48:39
中國共青團(2015年7期)2015-12-17 01:24:38
少兒科學周刊·少年版(2015年4期)2015-07-07 20:56:37