獅子坪水電站壓力鋼管整節(jié)湊合安裝質(zhì)量控制
2010-09-10 05:59:16胡慶
四川水力發(fā)電 2010年4期
胡 慶
(四川二灘國際工程咨詢有限公司,四川成都 610072)
1 概述
獅子坪水電站壓力鋼管材質(zhì)選用河南舞陽鋼鐵有限公司生產(chǎn)的WDB620高強鋼。壓力鋼管總長度為606m,總工程量為1784t,安裝可細(xì)分三個平段、兩個斜段、四個彎段、兩個岔管及三個支管段。鋼管制作、安裝單位為中國葛州壩集團(tuán)所屬分包單位——四川華電中地建設(shè)公司。
為盡量減少工期損失并減少湊合節(jié)縱縫數(shù)量以保證湊合節(jié)安裝質(zhì)量,要求調(diào)整湊合節(jié)的湊合方式,由原來的瓦片湊合改為整節(jié)湊合。對于這種大中型(直徑3.9m)壓力鋼管的整節(jié)湊合安裝,當(dāng)時國內(nèi)還沒有可以借鑒的經(jīng)驗。對于此類鋼管整節(jié)湊合,如何保證其順利吊裝就位及尺寸間隙符合規(guī)范、設(shè)計要求,具有相當(dāng)難度和一定的風(fēng)險。
獅子坪水電站壓力鋼管設(shè)計板厚為24~40 mm,管徑由主管段3.9m遞減至支管與機組球閥接口處的1.3m。壓力鋼管安裝共兩個湊合節(jié),分設(shè)在中平和下平兩個平段。中平段壓力鋼管軸線長45.4m,鋼管直徑為 3.9m,板厚 28mm,板材為河南舞陽鋼鐵有限公司生產(chǎn)的WDB620。
2 施工難點
對于這種大中型壓力鋼管整節(jié)湊合方式,經(jīng)過對現(xiàn)場施工工序和驗收規(guī)范進(jìn)行認(rèn)真分析研究后認(rèn)為,壓力鋼管整節(jié)湊合存在以下幾個難點:
(1)測量方法、測點布置數(shù)量和測量誤差直接影響安裝精度;
(2)吊裝吊點與現(xiàn)場起重設(shè)備及管口平面度將影響其安裝下落的順利與否;
(3)湊合節(jié)預(yù)留的湊合長度與兩個管口的實際距離尺寸會對對裝和焊后間隙驗收造成影響;
(4)湊合節(jié)上下游鋼管的軸線偏差將直接導(dǎo)致組裝錯牙。
3 測量方法的選擇
3.1 測量控制要點及方法
整節(jié)式湊合施工中最關(guān)鍵的就是管口數(shù)據(jù)取樣的準(zhǔn)確性,它將直接關(guān)系到湊合節(jié)吊裝下放的順利與否和對裝間隙能否滿足驗收規(guī)范要求。根據(jù)壓力鋼管制造安裝及驗收規(guī)范(DL5017-93):間隙Δ≤3mm,同時又要保證湊合節(jié)的順利下放且不能出現(xiàn)卡阻現(xiàn)象。因此,在安裝湊合節(jié)上下游壓力鋼管時要進(jìn)行針對性控制,使兩管節(jié)管口間距成“上大下小”倒八字形,原則上將每個管口的傾斜值控制在5mm以內(nèi)。對于管口測量數(shù)據(jù)的提取,承包商采用0.5s級TC2003全站儀加鋼直尺、卷尺的方式。湊合節(jié)安裝之前,在其安裝部位下面放置1#及2#基準(zhǔn)點(圖1),要求兩個點在同一樁號上。測量時,全站儀先架設(shè)在1#點上,后視2#點測量左半圈的管口值,然后架設(shè)在2#點上,后視1#點測量右半圈的管口值。測量時,用鋼直尺頂在管口上,由全站儀測量出A、B值,同時用卷尺測量C值進(jìn)行校核。運用該測量方法,可以將測點精度控制在0.5mm以內(nèi)。在該部位壓力鋼管的整節(jié)湊合上,每個管口選取均分40個點位并確定相應(yīng)的點位間距,分點時,以管口上中心為基準(zhǔn)向下中心分,并用樣沖打上標(biāo)記(圖2)。
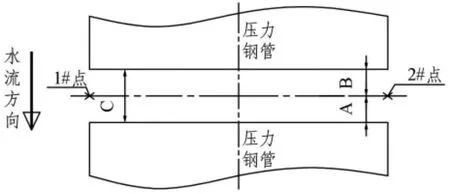
圖1 湊合節(jié)的位置及其基準(zhǔn)點設(shè)置示意圖
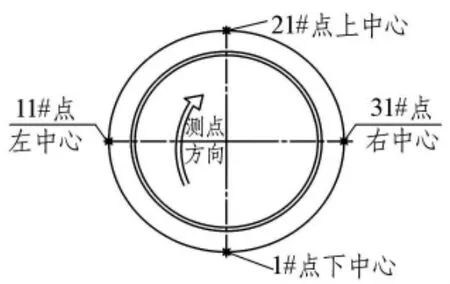
圖2 湊合節(jié)測量點位分布圖
3.2 數(shù)據(jù)分析與校核
按上述測量方法進(jìn)行實測,并對相應(yīng)測點數(shù)據(jù)進(jìn)行分析統(tǒng)計,以保證管口間距成“上大下小”倒八字形為目的,在此基礎(chǔ)出上再反復(fù)對管口間距尺寸進(jìn)行微調(diào)、打磨及復(fù)測,以最終保證湊合節(jié)能整體順利放到安裝位置且焊縫間隙合理為宗旨。
3.3 鋼管軸線控制
要求將湊合節(jié)上下游壓力鋼管的軸線偏差必須調(diào)整到2mm范圍內(nèi)。
3.4 湊合節(jié)制作數(shù)據(jù)
湊合節(jié)的間隙在既滿足規(guī)范要求的基礎(chǔ)上,又應(yīng)做到吊裝時不出現(xiàn)卡阻現(xiàn)象。經(jīng)綜合分析,每邊間隙取2~3mm。制作數(shù)據(jù)在現(xiàn)場實測A、B值的基礎(chǔ)上各減去3mm,偏差為0至+1.0mm。下料時,根據(jù)現(xiàn)場分點的距離均布40個點,然后依據(jù)現(xiàn)場提供的測量數(shù)據(jù)進(jìn)行下料。
4 焊接
4.1 主要焊接工藝
湊合節(jié)合攏環(huán)縫周長為12.544m,由8名焊工分兩班對稱連續(xù)焊接。坡口間隙要求Δ≤3 mm;對于間隙超過3mm的部位,在坡口面進(jìn)行逐層堆焊,并保持間隙均勻。堆焊打磨后,對堆焊坡口處做PT探傷;對于坡口面的清理,要求打磨至金屬光澤并保證其表面平滑。
焊接時采用多層、多道、對稱、分段、退步的焊接方法施工,層間厚度小于4mm;接頭錯開30 mm,各對稱施焊的焊接熱輸入基本保持一致,控制層間溫度不大于200℃。
焊接順序:焊完大坡口側(cè)60%左右,背面清根,焊接背面小坡口側(cè),小坡口側(cè)留兩層不焊,待焊完大坡口側(cè)以后最后焊完小坡口側(cè)。封底全部采用φ3.2焊條,焊接電流為110~130A,層間采用φ4.0焊條,焊接電流為140~185A。焊接時注意控制每名焊工的一致性。
焊接完成后,立即進(jìn)行150℃ ~180℃ ×2h后熱。
4.2 錘擊工藝及要求
(1)錘擊工作由專人實施,要求1名焊工配1名錘擊人員,錘擊過程由承包商質(zhì)檢員跟班進(jìn)行監(jiān)督。
(2)錘擊采用C6型風(fēng)鏟,風(fēng)鏟釬頭磨成R=5mm的球狀圓頭。
(3)氣源壓力應(yīng)能確保風(fēng)鏟工作壓力在0.70 MPa(額定壓力)左右。
(4)在分段焊接的每一小段里,除打底和蓋面層外,每焊一層均進(jìn)行錘擊,錘至一定麻面為止。
5 焊縫內(nèi)部質(zhì)量控制
在合攏縫焊接過程中,除進(jìn)行一系列監(jiān)測外,對焊縫內(nèi)部質(zhì)量也進(jìn)行了嚴(yán)格的控制。焊接過程中,背面清根后進(jìn)行了PT檢測,檢查其是否存在表面裂紋,及時發(fā)現(xiàn)焊縫缺陷。焊接結(jié)束后,對長12.544m的合攏環(huán)縫進(jìn)行了100%的UT檢測,UT探傷一次合格率為99.6%。
6 結(jié)語
獅子坪水電站中、下平段壓力鋼管采用整節(jié)湊合安裝技術(shù)具有相當(dāng)大的難度。通過施工過程控制及最終檢測結(jié)果可以得出以下結(jié)論:
(1)所述部位壓力鋼管母材為河南舞陽鋼鐵有限公司生產(chǎn)的WDB620高強鋼,其塑性、柔韌性及可焊性均較好。
(2)對于合攏縫焊縫間隙的驗收,筆者認(rèn)為:在兩條焊縫調(diào)整完成后,焊前進(jìn)行間隙和錯牙驗收;待焊接完成一條焊縫后,對于間隙過大的另一條合攏縫則無須再對間隙進(jìn)行過高要求,而只需對焊縫錯牙進(jìn)行二次驗收;對于間隙過大(超過3 mm)的合攏縫,要求進(jìn)行均勻堆焊,滿足施焊條件即可。
(3)對于湊合節(jié)安裝方式,無論采用整節(jié)或瓦片式安裝,其質(zhì)量都是可以得到保證的。但是,在整節(jié)吊裝過程中還是容易出現(xiàn)下落不順暢的情況,說明其預(yù)留間隙偏小。另外,在考慮預(yù)留間隙時,要充分考慮天氣變化帶來的影響。
(4)對于尺寸測量的時間選擇,必須要等湊合節(jié)上下游相鄰管節(jié)環(huán)縫焊接完成后進(jìn)行。
(5)采用整節(jié)湊合方式,避免了湊合節(jié)縱縫焊接造成的約束應(yīng)力。
筆者認(rèn)為:獅子坪水電站中、下平段采用整節(jié)湊合安裝技術(shù),在測量控制技術(shù)方面、鋼管制造精度的提高和施工過程控制方面均具有一定的創(chuàng)新性。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21