
奇偶校驗法在二進制編碼器刀架換刀控制中的應用
2010-09-13 03:25:34陳賢國
上海電氣技術 2010年2期
陳賢國
(上海光華印刷機械有限公司,上海200436)
奇偶校驗法在二進制編碼器刀架換刀控制中的應用
陳賢國
(上海光華印刷機械有限公司,上海200436)
通過奇偶校驗程序系統能及時有效地檢測到當前刀架位置編碼信號發生異常信息的情況,保證數控機床的安全、可靠運行。
奇偶校驗;二進制編碼器;數據傳送
Abstract:The system can check mistake messages about current turret with binary encode via program of parity check at once,and assure running of CNC machine tool safely and reliably.
Key words:parity check;binary encode;data transfer
奇偶校驗是奇校驗和偶校驗的統稱,是校驗數據傳送正確與否的一種比較有效的方法。一般情況下,奇偶校驗碼是一種最簡便、最直觀、應用最廣泛的檢錯碼。校驗碼是由一組給定檢測的有效二進制數據位和一個二進制位(校驗位)組成。在傳輸數據過程中奇偶校驗對單個(或奇數個)錯誤而言檢錯效果是非常有效的。但它只能檢出位錯而無法糾正位錯。因此,它通常用于對傳輸數據的正確與否的有效檢測[1]。
1 奇偶校驗的原理
奇偶校驗的原理是利用計算機內一種特殊計算奇偶性運算規則:1+1=0,1+0=1,0+1=1,0+0=0,在傳出數據中對一個有效的二進制數據位外再添加一位便于檢測差錯的校驗位,而數據接收方則通過檢測該校驗位用來驗證發送方在數據傳輸過程中所傳數據是否有差錯發生。
當一組給定檢測的有效二進制數據位和一個校驗位中“1”的個數加起來之和為奇數的稱為奇校驗(Odd Parity)。檢測的有效數據位中“1”的個數為奇數,則校驗位必定為“0”;而檢測的有效數據位中“1”的個數為偶數,則校驗位必定為“1”,以此保證傳送的數據滿足奇校驗的要求。反之,當一組給定檢測的有效二進制數據位和一個校驗位中“1”的個數相加之和為偶數的稱為偶校驗(Even Parity)。檢測的有效數據位中“1”的個數為偶數,則校驗位必定為“0”;而檢測的有效數據位中“1”的個數為奇數,則校驗位必定為“1”。
在低速傳輸數據過程中奇偶校驗是接收方用來驗證發送方在傳輸過程中所傳數據正確與否的一種令人滿意的檢錯方法。但是,若有偶數個數據位在傳輸中同時出錯,接收端就無法檢測出差錯,所以奇偶校驗還不是一種十分安全可靠的檢錯方法。而校驗位的取值將使整個校驗碼中的個數為奇數或偶數,它是按奇或偶校驗的規律產生的。
2 奇偶校驗在數控機床中的實際應用
在數控機床的旋轉刀架中廣泛采用一種二進制刀架編碼器。該編碼器采用金屬碼盤,堅固耐用,性能穩定,具有較高的可靠性。刀架工位一般分4工位、6工位、8工位和12工位。
旋轉刀架是數控車床的主要功能部件,它能降低零件裝夾的輔助時間,提高機床的加工效率,同時能保證零件的加工精度,提高了零件的一致性。一旦系統執行換刀指令(T碼),在尋刀的過程中PLC程序直接讀取二進制刀架編碼器的編碼來確定目標工位(通常情況下目標工位=目標刀具)。為了確保目標刀具能轉到準確的加工工位,在尋刀的過程中利用奇偶校驗的方法對二進制編碼器輸出的狀態信號進行校驗,使得系統可以及時發現編碼器輸出端信號發送到PLC輸入端的異常信號,可以有效地避免在尋刀過程中發生尋刀錯誤。
刀架編碼器校驗位的正負邏輯可以根據用戶需要選定,而用戶需要的校驗位正負邏輯則是由編碼器的信號源通過其內部硬件電路處理直接產生校驗碼來確定的。
編碼器輸出信號位(a1~a4)和校驗信號位(a0)的信號通過連線發送給數控系統PLC輸入端進行處理,如圖1所示。

圖1 編碼器信號與數控系統PLC連接
4位有效二進制數據位編碼可以有16個十進制數據(0~15),其偶校驗碼如表1所示。表1中陰影部分為8工位刀架編碼器輸出信號位(a1~a4)的位置編碼(1~8)和校驗信號位(a0)的邏輯狀態。
用奇偶校驗的方法對數控機床二進制編碼器刀架旋轉過程中每一個編碼刀位到位后的信號狀態進行奇偶校驗是保障機床安全運行的一種非常有效的措施。因為一旦數控機床PLC系統檢測到當前刀架位置編碼信號(假設信號地址為X0.0~X0.3)發生異常(如某連線斷)時通過奇偶校驗程序就能及時有效地發出異常提示報警信息,從而保證了數控機床的安全、可靠運行。
(1)編程實例1
對配以FANUC數控系統的機床而言,在實際對二進制刀架編碼器輸出狀態信號進行奇偶校驗時可以直接選用PMC奇偶校驗功能指令(SUB11)[2]進行PMC程序編制,如圖2所示。
使用SUB11時必須注意:在FANUC PMC編程資料中OE=0為偶校驗,OE=1為奇校驗,而在實際使用中正好意思相反[3]。
(2)編程實例2
對于配以其他數控系統的機床而言,并非都具有類似FANUC PMC奇偶校驗功能指令。因此,完全可以考慮選用可編程控制器的最基本指令編制奇偶校驗程序,達到奇偶校驗的目的。校驗的程序不僅可以適合于不同PLC系統的奇偶檢測,而且得到的檢錯效果與SUB11完全一樣。
根據表1偶校驗碼,僅選用FANUC PMC基本指令編制對8工位刀架的偶校驗程序如圖3所示。
一旦a4(23)位的連線斷了,刀架轉到第8工位時,則PLC系統接收到的編碼信號X0.0~X0.3均為“0”。根據表1中第8工位校驗位的信號狀態(X0.5=1),此時在圖2“錯位0”程序段檢錯條件滿足而使R0.0地址輸出為“1”,即使出現亂碼時也完全可以進行檢錯。
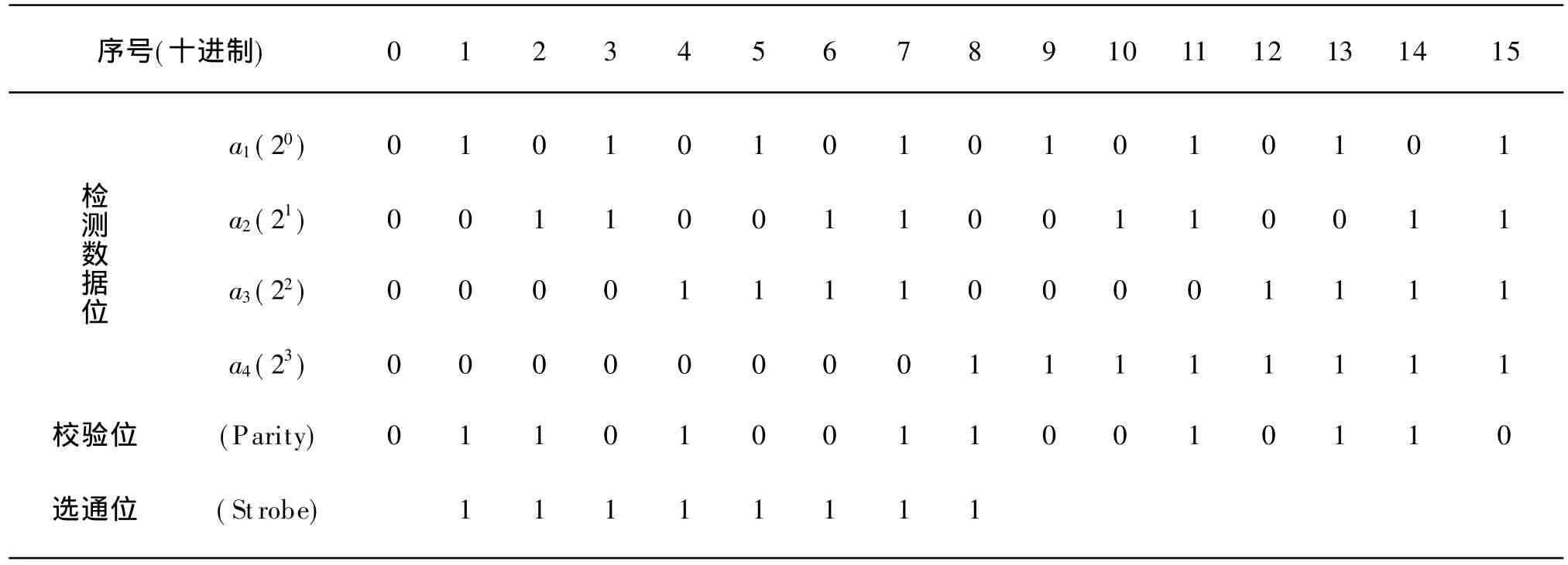
表1 4位二進制數據位偶校驗碼

圖2 功能指令(SUB11)校驗程序
3 結 語
奇偶校驗方法不僅被廣泛應用于對數字數據傳輸的差錯檢測,而且利用其檢錯的原理應用于對數控機床實際刀架位置異常編碼信息的檢測,而且檢錯及時,檢錯方法簡便而有效。對于不同的PLC系統用其本身的基本指令可以非常簡單的編制奇偶校驗程序,且程序易讀、易理解、適用性強,是一種簡單而有效的檢錯手段,應該完全可以被廣泛采用。

圖3 8工位刀架FANUCPMC基本指令偶校驗程序
[1]蔣本珊.計算機組成原理[M].北京:清華大學出版社,2005.
[2]北京發那科機電有限公司.FANUC PMC梯形圖語言編程說明書[M].北京:北京發那科機電有限公司,2001.
[3]陳賢國.數控機床PLC編程[M].北京:國防工業出版社,2010.
Application of the Method with Parity Check in Tool Changing of Turret with Binary Encode
CH EN Xianguo
(Shanghai Guang Hua Printing Machinery Co.,Ltd.,Shanghai 200436,China)
T G 710.2
A
2010-01-12
陳賢國(1955-),男,高級工程師,主要從事數控技術的應用,E-mail:chenxianguo@hotmail.com
1674-540X(2010)02-031-04
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
海峽科技與產業(2016年3期)2016-05-17 04:32:12
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
