滾壓修復抽油桿的質量控制
2010-09-14 06:40:28李營波
石油工業技術監督 2010年11期
李營波
勝利油田 東辛采油廠 (山東 東營 257000)
滾壓修復抽油桿的質量控制
李營波
勝利油田 東辛采油廠 (山東 東營 257000)
介紹了抽油桿滾壓修復的原理和修復工藝流程,進而提出了依據行業標準SY/T 5029《抽油桿》控制各個修復環節質量的具體要求。在對抽油桿使用要求和各個工藝環節分析的基礎上,分別提出了對抽油桿的幾何尺寸、表面質量、螺紋質量和機械性能的控制辦法和控制參數。對于幾何尺寸,應當控制壓下量;對于表面質量,應當對鐓粗部位修磨;對于螺紋質量,應當清洗、修復和檢測;對于機械性能,應當調整好設備參數。
抽油桿滾壓修復是一種新的抽油桿修復工藝,它主要是針對桿體表面有腐蝕坑或機械損傷的廢舊抽油桿,清洗、噴丸除銹后,瞬時提高桿體表面的溫度,用一組滾壓輪滾壓桿體表面,消除桿體表面的凹坑或機械損傷,提高表面光潔度,消除應力集中的危害,再經過超音頻表面淬火,恢復抽油桿的各項機械性能,達到延長抽油桿使用壽命,降低采油成本的目的。
抽油桿滾壓修復的修復工藝流程為:廢舊抽油桿從油井上回收來,先用清洗機清洗掉桿體表面的油污,再上拋丸機去除銹皮、水垢等雜質,然后在滾壓機床上,經中頻加熱滾壓桿體表面,經滾壓處理后的抽油桿再上超音頻淬火機床進行表面淬火,再經探傷、防腐處理后,打包出廠。
為使滾壓修復的抽油桿達到正常使用的要求,應按照《抽油桿修復與檢測技術條件》的規定進行修復,出廠質量應滿足石油天然氣行業標準 SY/T 5029《抽油桿》的相關規定。因此,根據滾壓修復抽油桿的實際工藝過程,必須制定出各個修復環節的質量控制要求。
滾壓修復抽油桿的幾何尺寸控制
抽油桿的幾何尺寸主要涉及到桿體直徑、臺肩、扳手方和凸緣的尺寸,滾壓修復處理的是抽油桿桿體,桿體直徑控制是通過壓下量來實現的。臺肩、扳手方和凸緣尺寸的變化主要是在使用過程中偏磨、腐蝕等造成的,滾壓不對其進行修復,只能用修磨的方法對其進行處理。
1 桿體直徑的控制
從油井上收回來的廢舊抽油桿的腐蝕程度不同,桿體直徑也不相同,因此,必須根據每一根抽油桿的腐蝕情況和桿體直徑調節滾壓的壓下量。壓下量的調節應高于SY/T 5029《抽油桿》中規定的桿體直徑的下限。SY/T 5029《抽油桿》中規定的常用抽油桿桿體直徑如表1所示。

表1 常用抽油桿桿體直徑
考慮到抽油桿在加熱時的熱膨脹量,這3種規格的抽油桿在滾壓時應結合腐蝕情況,并參考表2中的數值調節壓下量。

表2 常用抽油桿壓下量調整范圍
滾壓后的抽油桿在完全冷卻到常溫時,若桿體直徑低于表1中規定的直徑下限,應作報廢處理。
2 抽油桿鐓粗部位的尺寸控制
抽油桿在井下使用過程中,桿體和鐓粗部位都會產生腐蝕和偏磨等損害。桿體可以通過滾壓消除腐蝕坑,修正偏磨量。鐓粗部位包括臺肩、扳手方和凸緣,無法滾壓修復,只能用手持式砂輪機對腐蝕坑或機械傷害進行修磨處理,使其光滑過渡,消除應力集中的影響,修磨后鐓粗部位的幾何尺寸應能滿足SY/T 5029《抽油桿》中的規定。表3是常用抽油桿鐓粗部位的幾何尺寸。
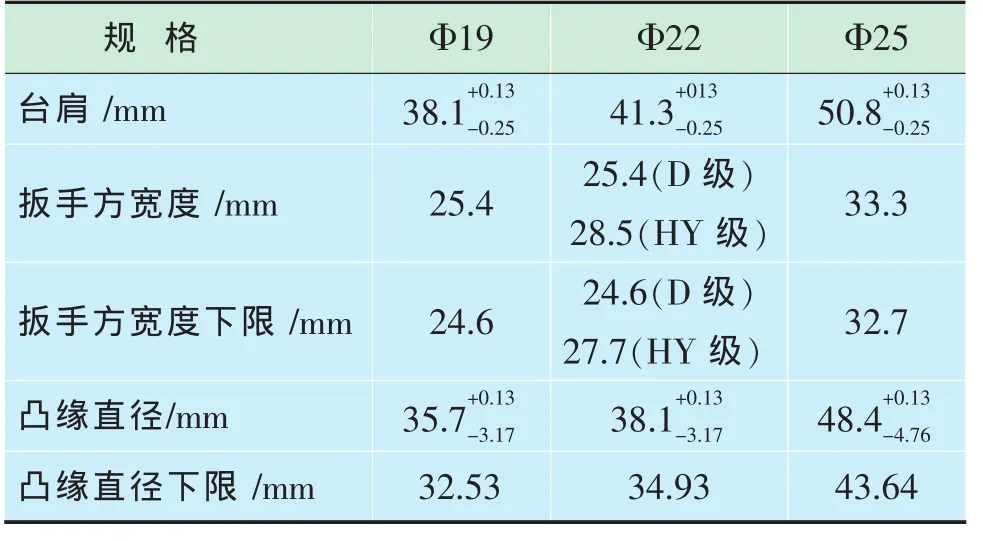
表3 常用抽油桿鐓粗部位的幾何尺寸
3 抽油桿桿體直線度的控制
一般來講,滾壓修復抽油桿對彎曲不太嚴重的抽油桿有一定的熱校直作用,因此,彎曲的抽油桿,特別是有小急彎的抽油桿經滾壓后,直線度都有所改善。滾壓完成后,抽油桿桿體直線度應符合SY/T 5029《抽油桿》中的規定,即3.04mm的直尺測量時,中間間隙最大允許值為1.65mm。
滾壓修復抽油桿的表面質量控制
滾壓修復的抽油桿的桿體表面質量非常好,光潔度一般不會超過3.2μm,這樣的光潔度,大大減少了疲勞源,應力集中一般不會存在,抽油桿的疲勞性能會得到改善。為了達到這種狀態,滾壓修復抽油桿時,應控制好以下幾個環節。
1 滾壓修復前桿體表面的處理
抽油桿清洗工序應完全消除油污堆積,避免在噴丸處理時,鋼丸粘在油污里再被滾壓入桿體,形成新的缺陷;噴丸工序要保證噴丸的覆蓋率為100%,噴丸后的抽油桿桿體完全露出金屬光澤,不能有油污、水垢、鐵銹的存在,以免這些雜質被滾壓入桿體,形成缺陷。
2 滾壓后桿體表面的處理
如果桿體有個別腐蝕坑比較深,滾壓不能完全將其消除,應當用手持砂輪機對腐蝕坑進行光滑過渡處理,但是要保證桿體最小直徑滿足表1中桿體直徑下限的規定。
3 鐓粗部位表面的處理
滾壓不對鐓粗部位(即臺肩、扳手方、凸緣)進行處理,腐蝕坑、偏磨、管鉗牙印等缺陷會依然存在,為了消除這些缺陷造成的應力集中,應當用手持砂輪機,在滾壓完成后,超音頻表面淬火之前,對鐓粗部位進行修磨處理。修磨后,腐蝕坑或管鉗牙印處能光滑過渡,并且幾何尺寸能夠達到表3的要求,否則應作報廢處理。
滾壓修復抽油桿螺紋的質量控制
抽油桿在使用、搬運過程中難免發生磕碰,造成對螺紋的損傷,常見螺紋損傷主要有:螺紋的一個或幾個牙倒伏;油泥填滿螺紋。因此,與一般修復抽油桿一樣,滾壓修復抽油桿也應按照SY/T 5029《抽油桿》和《抽油桿修復與檢測技術條件》的要求對螺紋進行處理。
1 螺紋的清洗和修復
用清洗機或鋼絲刷清除螺紋及卸荷槽內的油泥,再用工作板牙對螺紋進行修復。
2 螺紋的檢測
出廠前必須對螺紋進行檢測。使用外螺紋止端環規P6旋入外螺紋接頭不超過3圈,使用外螺紋通端環規P8旋入外螺紋接頭,且能與臺肩端面緊密接觸,為合格。
3 修復過程中對螺紋的保護
在修復過程中,需要特別注意對螺紋的保護,避免磕碰螺紋,特別是在噴丸時,螺紋必須帶好防護帽,防止高速噴射的鋼丸損壞螺紋。
滾壓修復抽油桿機械性能的控制
為滿足抽油桿的使用要求,滾壓修復抽油桿的機械性能必須符合SY/T 5029《抽油桿》和《抽油桿修復與檢測技術條件》的要求。若要達到上述標準的要求,應當依據抗拉強度、疲勞性能、硬度等機械性能的實驗數據來調整好滾壓中頻電源的頻率、輸出功率以及滾壓速度,也需要調整好超音頻淬火機床的行進速度、噴水量以及超音頻電源的輸出功率等項參數,保證滾壓修復的抽油桿達到表4中機械性能的要求。
抽油桿滾壓修復技術是一項經濟效益和社會效益都非常明顯的技術,它可以將廢舊抽油桿加工后重復利用,能為油田企業節約大量的采購成本,但是,只有在實際的修復工作中,控制好上述各項的質量,才能將這項技術的優勢更好地發揮出來。

表4 滾壓修復抽油桿的機械性能
[1]李營波,付濤.抽油桿滾壓修復技術[J].科技資訊,2009(29):103-104.
[2]吳則中.有桿抽油設備與技術-抽油桿[M].北京:石油工業出版社,1994.
[3]SY/T 5029-2006抽油桿[S].
[4]Q/SH10200780抽油桿修復與檢測技術條件[S].
An introduction is first given to the principle and technological process on the rolling restoration of pumping rods,then to the concrete requirements of controlling the quality of restoring links by the industrial standards SY/T 5029 “Pumping Rods”.Based on the analysis of using requirements for pumping rods and different technical links,controlling methods and parameters about the geometric dimension,facial quality,thread quality,mechanical property are respectively put forward.About geometric dimension,it is necessary to control the amount under the pressure;about facial quality,it is essential to do repairing and grinding for the rough part; as to thread quality,it is necessary to wash off,restore,and detect;about the mechanical property,it is necessary to adjust the parameters of equipment.
rolling restoration;pumping rod;geometric dimension;facial quality;thread quality
李營波(1973-),男,高級工程師,碩士,主要從事抽油桿修復工作。
2010-05-27
關鍵詞 滾壓修復 抽油桿 幾何尺寸 表面質量 螺紋質量