基于FTA-FMMEA綜合分析法的發動機曲柄連桿機構可靠性研究
2010-09-25 02:57:12張彤,陳梅
圖學學報 2010年5期
張 彤, 陳 梅
(1. 北京理工大學機械與車輛學院,北京 100081;2. 裝備指揮技術學院,北京 101416)
基于FTA-FMMEA綜合分析法的發動機曲柄連桿機構可靠性研究
張 彤1, 陳 梅2
(1. 北京理工大學機械與車輛學院,北京 100081;2. 裝備指揮技術學院,北京 101416)
為了提高發動機曲柄連桿機構的可靠度,采用FTA-FMMEA綜合分析法對其進行分析。通過分析曲柄連桿機構各零件的故障,建立故障樹模型,對其進行定性分析找出對系統影響較大的故障模式;對其中的活塞環磨損這一故障模式進行 FMMEA分析,得到了其故障原因及故障機理,確定了其故障影響,并根據分析結果提出改進方案。改進前后的RPN值對比結果表明,FTA-FMMEA綜合分析方法可以很好的分析系統故障并提高系統可靠性水平。
機械設計;可靠性分析;故障模式、機理及影響分析;故障樹分析;發動機曲柄連桿機構
FTA(Fault Tree Analysis,故障樹分析)由美國貝爾實驗室于20世紀60年代首先提出,并成功應用于民兵導彈的發射控制系統可靠性設計研究中,用它來預測導彈發射的隨機故障概率。FTA是一種自上而下的演繹分析法,從系統的某一“不希望發生的事件(頂事件)”開始,自上而下地逐步追查導致頂事件發生的原因,直到“基本事件(底事件)”,即由果到因。該方法便于考慮多重故障。
FMMEA(Failure Mode、Mechanisms and Effects Analysis,故障模式、機理及影響分析)是 20世紀 90年代,美國馬里蘭大學 Michael Pecht教授在FMEA技術研究和應用的基礎上提出的。與FMEA相比,FMMEA更加注重故障機理的研究,有助于找出潛在故障的根本原因,從真正意義上控制故障風險。FMMEA方法是一種自下而上的歸納分析法,通常由系統的最低分析層次(如元件、部件級)開始,自下向上直至約定分析層次(如系統級),即由因到果[1]。該方法本質上是一種單因素分析法,而在系統的全部故障模式中,多重故障模式往往要占一定的比例。要解決這些問題,就需要對單純的FMMEA法作一些改進。
從上述兩種方法特點的分析中可看出:FTA可以彌補FMMEA的某些不足,而FMMEA又是FTA的基礎。在分析復雜系統時,為了充分發揮二者的優點,本文提出了FMMEA與FTA相結合的綜合分析思路。
FTA-FMMEA綜合分析法的基本原理是:根據系統的功能要求和故障定義,首先選擇一個或多個致命故障為頂事件做FTA分析,建立起相應的故障樹,求出最小割集,特別的列出一階割集里的底事件清單,然后利用FMMEA技術對重要的底事件中的關鍵元件進行分析評估,并對由FTA生成的故障樹進行深入的定性分析或定量計算。
1 曲柄連桿機構 FTA-FMMEA分析步驟
在了解FMMEA和FTA各自分析步驟的基礎上,總結出 FTA-FMMEA的具體實施步驟如圖1所示。
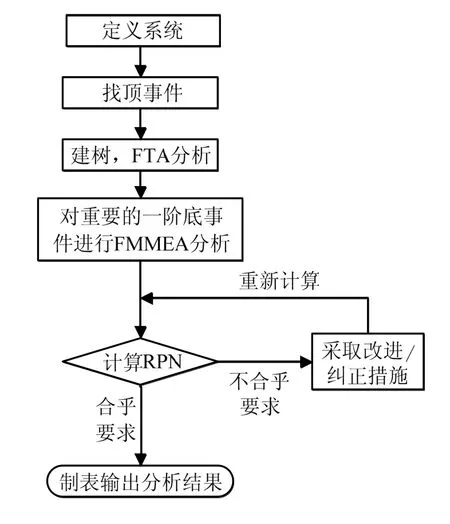
圖1 FTA-FMMEA分析步驟
分析對象為曲柄連桿機構,此處采用結構劃分法對其進行約定層次的劃分,如圖2所示。
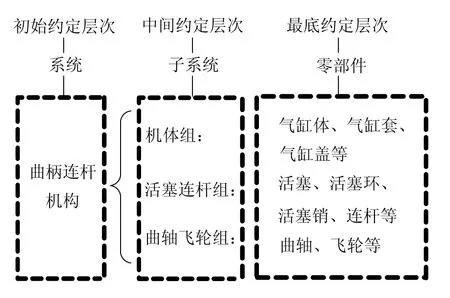
圖2 曲柄連桿機構約定層次的劃分
2 曲柄連桿機構FTA分析
2.1 確定頂事件
曲柄連桿一旦動力不足,就會導致發動機動力不足,這對于具有“汽車心臟”稱號的發動機來說是個很大的威脅。因此,選擇曲柄連桿機構動力不足作為此次 FTA-FMMEA分析中的故障樹的頂事件。
2.2 建立曲柄連桿故障樹模型
活塞、氣缸、連桿、曲軸是整個曲柄連桿機構中的重要零件,對他們進行可靠性分析,具有代表意義。在確定曲柄連桿機構動力不足為整棵故障樹的頂事件后,就可以直接在這些重要的零件中尋找導致頂事件發生的原因。參考大量的文獻,在了解了活塞、氣缸、連桿、曲軸等的故障模式和故障原因的前提下[2-7],建立曲柄連桿機構的故障樹。鑒于作者所進行的FMMEA分析是針對活塞及活塞環的,此處的建樹簡化為對活塞故障的故障樹,如圖3所示。
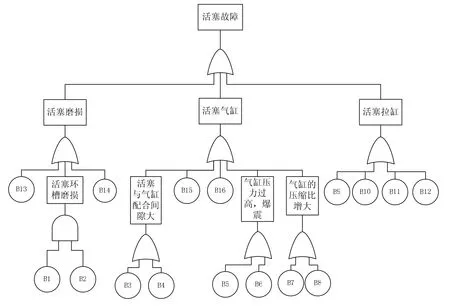
圖3 曲柄連桿機構活塞故障樹
2.3 故障樹定性分析
建樹完成后需要對故障樹進行定性分析,即求出故障樹的所有最小割集。定性分析的主要目的是找出導致頂事件發生的所有可能的故障模式,得到對系統影響較大的故障模式。通過計算機軟件進行割集的計算,結果為,曲柄連桿機構活塞的故障有1個二階故障(最小割集中的底事件個數為2),有14個單點故障(最小割集中的底事件個數為1)。可靠性關鍵系統設計要求不允許有單點故障,即系統中不允許有一階最小割集,在設計的過程中如果能做到使每個最小割集中至少有一個底事件恒不發生(或發生概率極低),則頂事件就恒不發生(或發生概率極低),保證了在設計階段把系統潛在事故的發生概率降至最低。
3 曲柄連桿機構FMMEA分析
3.1 FMMEA分析步驟
本文選取活塞環磨損這個最小割集作為線索,對組成曲柄連桿機構的重要零件活塞開展FMMEA分析。分析步驟如圖4所示。
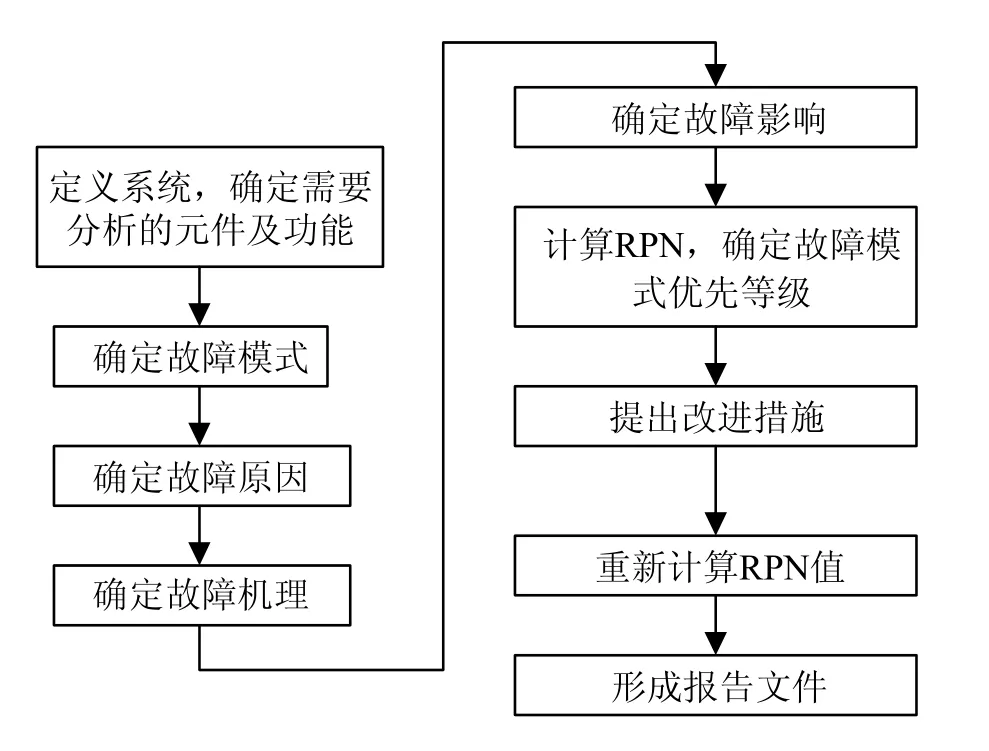
圖4 設計FMMEA分析步驟
3.2 故障原因和故障機理分析
FMMEA分析的故障機理可分為3個步驟,即:① 故障原因分析;② 由故障原因尋找故障機理;③ 根據故障機理確定故障發生的條件和故障發生的過程,從而找到故障模式的根原因。FMMEA分析人員就可以依據故障機理提出建議改進措施,工程設計人員也可以參考故障機理改進設計。
本文主要研究FMMEA的工程應用,分析活塞所有部件的故障原因的工作量很龐大,活塞環在高溫、高壓、高速和潤滑困難的條件下工作,是發動機中磨損最快的零件之一,因此在接下來的分析中選擇活塞的活塞環為分析對象,分析活塞環的故障機理。
根據故障機理的分析步驟,緊扣個體差異、靜態載荷、動態載荷、人為因素四個方面分析活塞環磨損這個故障模式的故障原因。分析看來,積炭、磨粒或潤滑油雜質是活塞環產生磨損的直接因素。下面從斷裂、磨損、變形、裂紋、腐蝕這五個方面尋找活塞環磨損的故障機理,如表1所示。
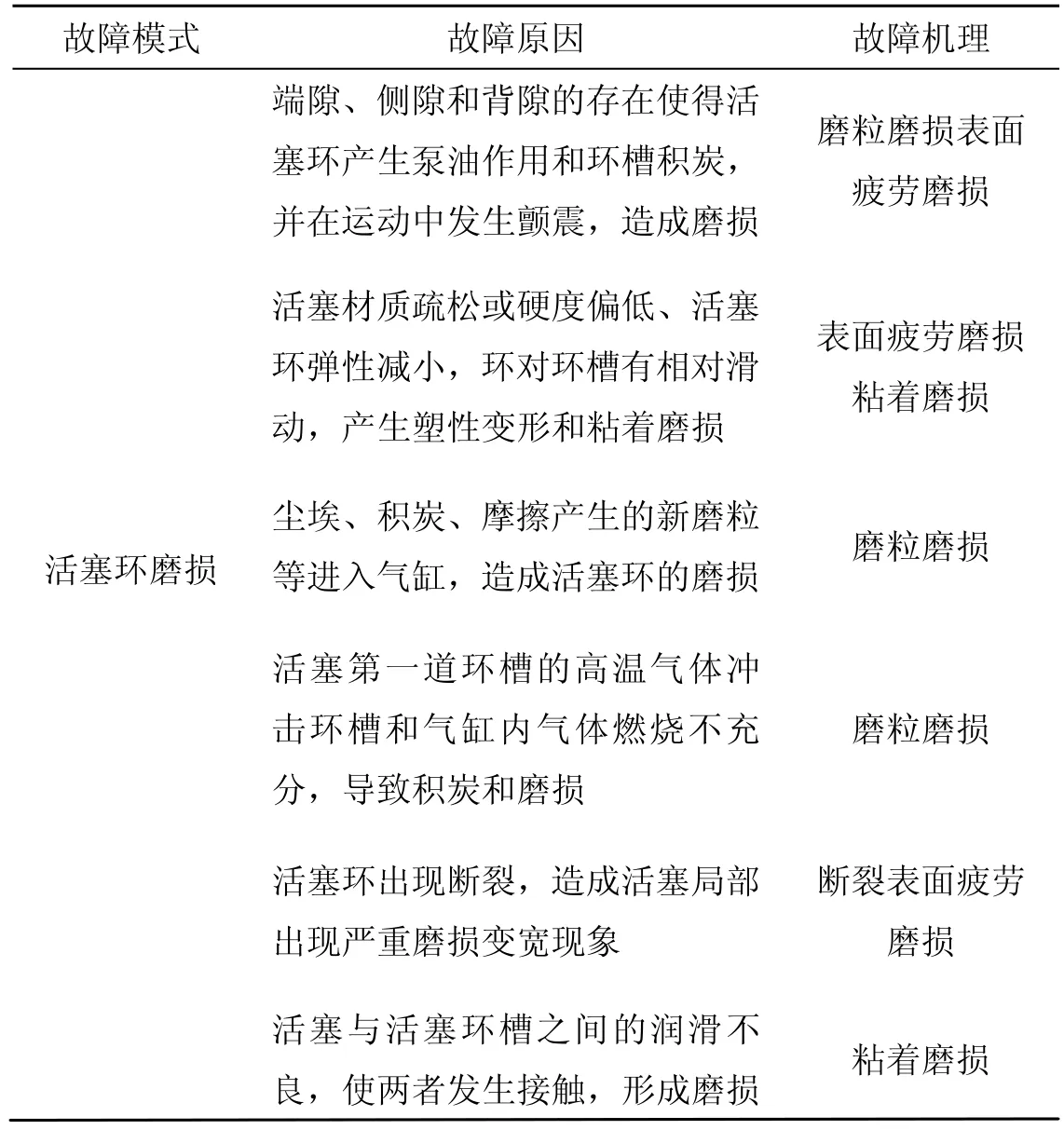
表1 活塞環故障原因及故障機理
從上述的表格可以看出,活塞環磨損涉及到的故障機理主要是磨損機理,包括磨粒磨損機理、表面疲勞磨損機理和粘著磨損機理。
3.3 故障影響分析
表2按照GJB 1391-92的標準給出了汽車產品常用的故障嚴重程度的定義。
對照表2,活塞環磨損故障模式的嚴重程度是Ⅱ級。值得注意的是,每個故障模式所產生的并不止一個后果,而經常是一連串的連鎖反映,因此必須找出所有可能的連鎖反映,從而比較全面地考慮各種潛在的后果。以活塞環磨損為例,分析其后果。
活塞嚴重磨損后,氣缸密封性能變壞發生漏氣現象,甚至還會產生敲擊聲并進一步加劇磨損,使內燃機的動力性、經濟性和啟動性變壞,曲軸箱內溫度增高,機油耗量增大,缸內積炭增多,排氣冒藍煙,甚至有機油霧粒排出。
3.4 危害度及改進措施分析
本文運用風險優先數法對活塞磨損這一故障模式進行危害度分析。根據活塞磨損產生的最終影響,可以確定活塞磨損這一故障模式的發生概率等級OPR=8,故障影響嚴重度等級ESR=6,檢測難度等級 DDR=5,則 RPN=OPR*ESR*DDR=8*6*5=240。
在標準的FMMEA中,應通過所有分析的故障模式的風險順序數的排序來確定需要采取措施的項目。本文僅對活塞磨損這一故障模式進行了FMMEA分析,而沒有分析其他的故障模式,因此,此時要根據活塞磨損的故障原因、故障機理和故障影響采取相應的改進措施,總結如下:
(1) 更換標準件,裝配時注意保持合理的側隙和背隙;
(2) 選用耐磨的缸套材料,減輕活塞與氣缸之間的磨損;
(3) 降低活塞的表面粗糙度,提高材料的硬度(同時提高活塞環硬度);
(4) 選用規定牌號的潔凈潤滑油,防止水或塵埃混入,改善潤滑條件;
(5) 隨時觀察機油壓力,防止機油壓力過低造成活塞與汽缸潤滑不良,避免磨損和敲缸異響;
(6) 保持發動機正常工作溫度,避免發動機過熱,增加活塞頭冷卻油腔。且不要長時間超負荷作業。
采取改進措施后需要修正 RPN值。從上述的分析來看,采取改進措施后的OPR減小,ESR不變,DDR減小,得到改進后的OPR=5,ESR=6,DDR=3,則其RPN=OPR* ESR* DDR=90,故障風險數序數顯著下降。
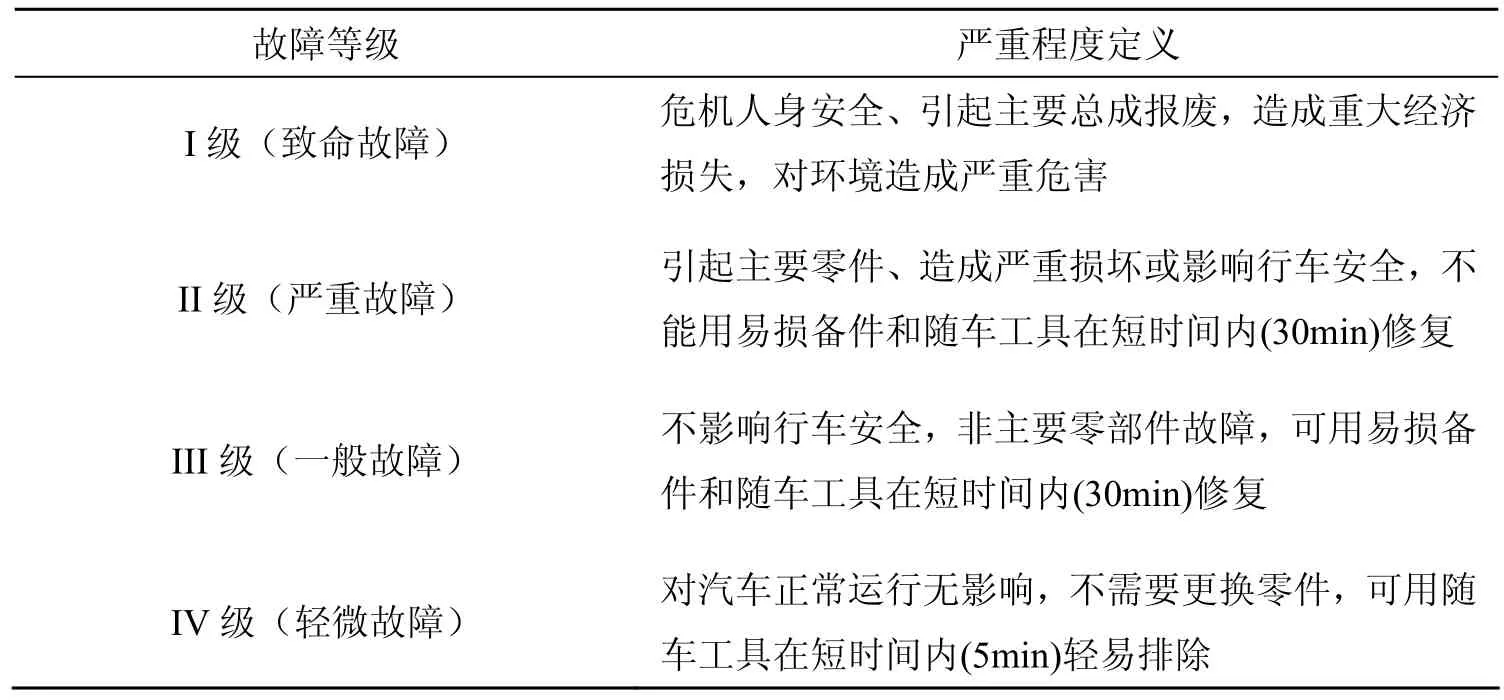
表2 汽車產品故障嚴重程度定義
4 結 論
從以上結果可以看出,使用 FTA-FMMEA綜合分析法能夠有效的提高系統的可靠度。同時,在分析的過程中通過FTA分析找出對系統影響大的故障進行FMMEA分析,減少工作量的同時也提高了工作的效率,可以更深入的進行故障原因及機理的分析,從而找出有效的改進方案。FTA-FMMEA綜合分析法是對復雜系統進行可靠性分析的高效方法。
[1]李君山, 屠慶慈, 陸廷孝. 計算機輔助 FMECA 與FTA綜合分析[J]. 北京航空航天大學學報, 1992, (1):38-43.
[2]朱鴻琨. 曲柄連桿機構的故障分析[J]. 農機使用與維修, 2005, (6):40-41.
[3]袁宗齊. 淺析柴油發動機活塞敲缸故障分析及預防措施[J]. 南方農機, 2006, (2):40-41.
[4]保承軍, 徐宏彤. 發動機曲柄連桿機構常見問題及維修策略[J]. 荊門職業技術學院學報, 2007, 22(3):10-12.
[5]孫連科. 內燃機曲軸性能分析及裂紋研究[D]. 大連:大連理工大學, 2006.
[6]魏廣華, 張玉峰. 柴油機活塞敲缸故障分析[J]. 建筑機械化, 2005, (7):63-64.
[7]辛 莉, 李漫江, 周麗娟. 機體零件與曲柄連桿機構的常見故障[J]. 現代化農業, 2000, (9):29-30.
Research on the Reliability of the Engine Crank Rod System Based on FTA-FMMEA Comprehensive Analysis
ZHANG Tong1, CHEN Mei2
( 1. School of Mechanical and Vehicular, Beijing Institute of Technology, Beijing 100081, China;2. The Academy of Equipment Command and Technology, Beijing 101416, China )
FTA-FMMEA comprehensive analysis method can be used to improve the reliability of engine crank rod system. The analysis process can be described as follows:firstly,establish the fault tree model based on the analysis of the part failures of the crank rod system, and find the hazardous failure mode according to FTA qualitative analysis; then analyze the mode“scuffing” of the piston ring by using FMMEA, get the failure cause and failure mechanism, find the failure effect, and finally give the correction measures according to the analytical results. The comparison result of RPN value before and after correction indicated that FTA-FMMEA comprehensive analysis can effectively analyze system failures and improve the system reliability.
mechanical design; reliability analysis; FMMEA; FTA; crank rod system of engine
TH 122
A
1003-0158(2010)05-0146-05
2010-03-16
張 彤(1966-),女,陜西西安人,副教授,主要研究方向為工程圖學及機械可靠性。
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44