直齒圓柱齒輪冷擠壓成形腔參數優化
2010-09-25 02:57:44孟冠軍
圖學學報 2010年6期
關鍵詞:變形
孟冠軍, 趙 韓, 陳 科
(合肥工業大學機械與汽車工程學院,安徽 合肥 230009)
直齒圓柱齒輪冷擠壓成形腔參數優化
孟冠軍, 趙 韓, 陳 科
(合肥工業大學機械與汽車工程學院,安徽 合肥 230009)
針對齒輪冷擠壓技術存在的成形壓力大和坯料填充困難問題,建立了流線型的直齒圓柱齒輪冷擠壓成型腔幾何模型,并對擠壓過程進行了數值模擬。結果表明,流線型擠壓腔能夠在較小的成型力下保證擠壓齒輪齒形填充飽滿。通過對模擬過程的分析,研究了不同坯料放大半徑λ值對成型腔形狀和擠壓方式的影響,并通過對不同成型腔的數值模擬,得到最優的參數模型。
機械制造;參數優化;數值模擬;直齒圓柱齒輪
齒輪作為傳遞運動和動力的最基本零件之一,在工程領域有著非常廣泛的應用。直齒圓柱齒輪冷擠壓成形不需要加熱坯料,成形零件具有表面質量高、尺寸精度高的特點,具有很大的市場應用前景,但成形時材料的溫度低,變形抗力高,流動性差,致使鍛造載荷陡增,齒形充滿困難,模具變形磨損嚴重,壽命低。齒輪冷精鍛成形目前的主要問題是如何在保證齒腔角隙充滿的條件下降低工作壓力。
本文針對齒輪冷鍛過程中存在的兩個關鍵問題——保證齒形充滿和降低成形壓力,提出設計符合金屬流動軌跡規律的擠壓腔的設計思想,和基于分流原理的直齒輪鐓擠復合的工藝思想,將流體力學中的流曲線的概念和等截面積變化的理論引入到型腔設計中來,建立流線型的擠壓成形腔,數值模擬結果表明,成形腔對于增強金屬的流動性,降低齒輪成形載荷等,具有積極作用。
1 擠壓型腔建模
直齒圓柱齒輪擠壓腔設計的重點是齒根的流線型變化及齒形的等面積比變化,依據的理論是流曲線曲面理論與等面積比變化理論。建模的過程是一個從復雜曲線系統到曲面體統,再到實體模型的過程。整個建模的思想是從原始型值點擬合樣條曲線,然后從樣條曲線擬合曲面,再整合各部分曲面,然后再通過鏡像和陣列得到完整的齒形曲面,最后再通過布爾運算得到擠壓腔模型[1]。基于流曲線理論和等面積變化理論建立的齒輪擠壓腔模型如圖1所示。
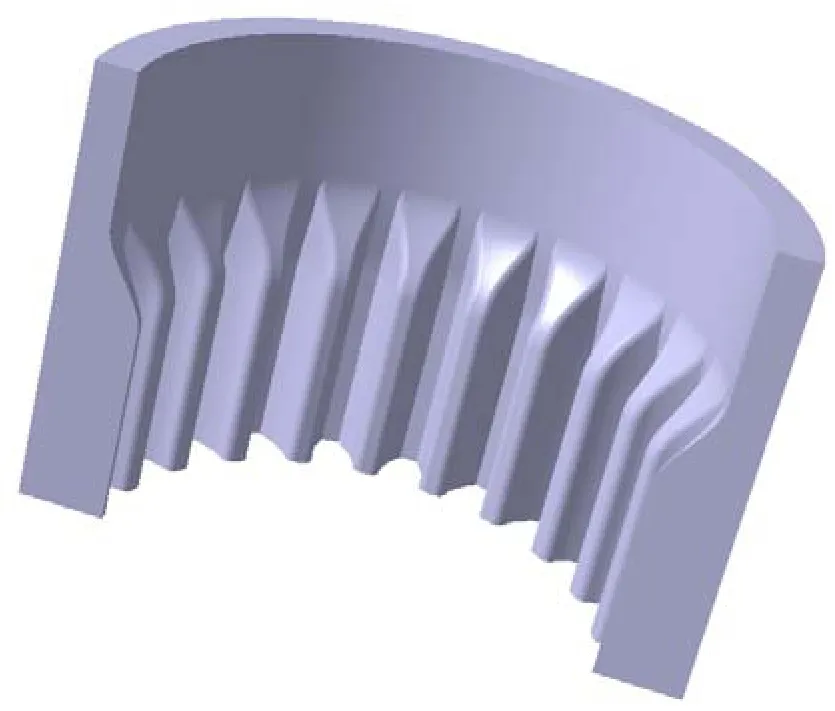
圖1 擠壓腔模型
2 擠壓腔數值模擬及結果分析
在建立擠壓腔幾何模型后,采用DEFORM軟件對擠壓過程進行了數值模擬[2-3]。直齒輪冷擠壓是在630t冷鍛壓力機上完成的,為了真實模擬直齒輪冷鍛成形過程,采用位移載荷來模擬壓力機的靜壓力,忽略鍛件在成形過程中的溫度變化。取實體模型的1/2,采用四節點實體單元進行網格劃分。以凸模端面和凹模型腔面為目標面,坯料表面為接觸面,采用接觸單元模擬坯料與凸凹模之間的摩擦,摩擦系數取0.12,工件的材料選用20#鋼。
凹模擠壓腔基本參數設定如下:
齒數z=22;模數m=2.5;輪齒厚度L=10mm頂隙系數c*=0.25;分度圓壓力角20α=°;坯料放大半徑06.1=λ
材料的基本參數設定:
彈性:楊氏模數 206754; 泊松比 0.3;熱膨脹系數 1.2e-005;熱輻射系數 0.7
應變反映的是工件的一個區域在外力作用下的總累計變形。DEFORM用不同的顏色代表不同的變形程度,圖2是齒輪在不同時刻(第40和60增量步)的應變情況。從圖中可以清晰地看出,整個擠壓過程擠壓凹模變形區的型腔各區域都能順利完成金屬填充,整個齒形飽滿平滑;齒頂圓角已經充滿,沒有塌角缺陷;齒根圓角過渡圓滑,沒有折疊缺陷。
在齒輪成形過程中,工件的等效塑性應變分布變化較大。從圖中可以看出, 累計變形最大的,大約都分布在齒部及齒根附近的區域;齒輪中心區域,累計變形量相對較小。變形大的區域在齒頂處變形最為顯著,齒根變形較小,這在一定程度上符合了本文齒輪擠壓腔造型的初衷,齒根的流線形過渡使這部分金屬應變相對較小。
圖3是齒輪在不同時刻(第40和60增量步)各區域所受變形力的情況。與應變場的模擬結果相似,變形大的區域受的變形力也較大。齒輪坯料受力最大的區域都分布在齒形相近區域,且以齒定處受力最為顯著,齒根受力相對略小,符合本設計方案的初衷。從變形力的大小來看,變形顯著的齒形處的變形力基本都在600MPa以下,小于目前模具材料2500~3000MPa的強度極限。
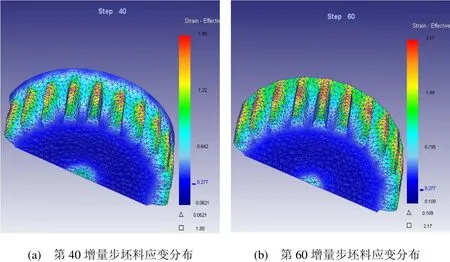
圖2 齒輪冷精鍛過程坯料應變分布
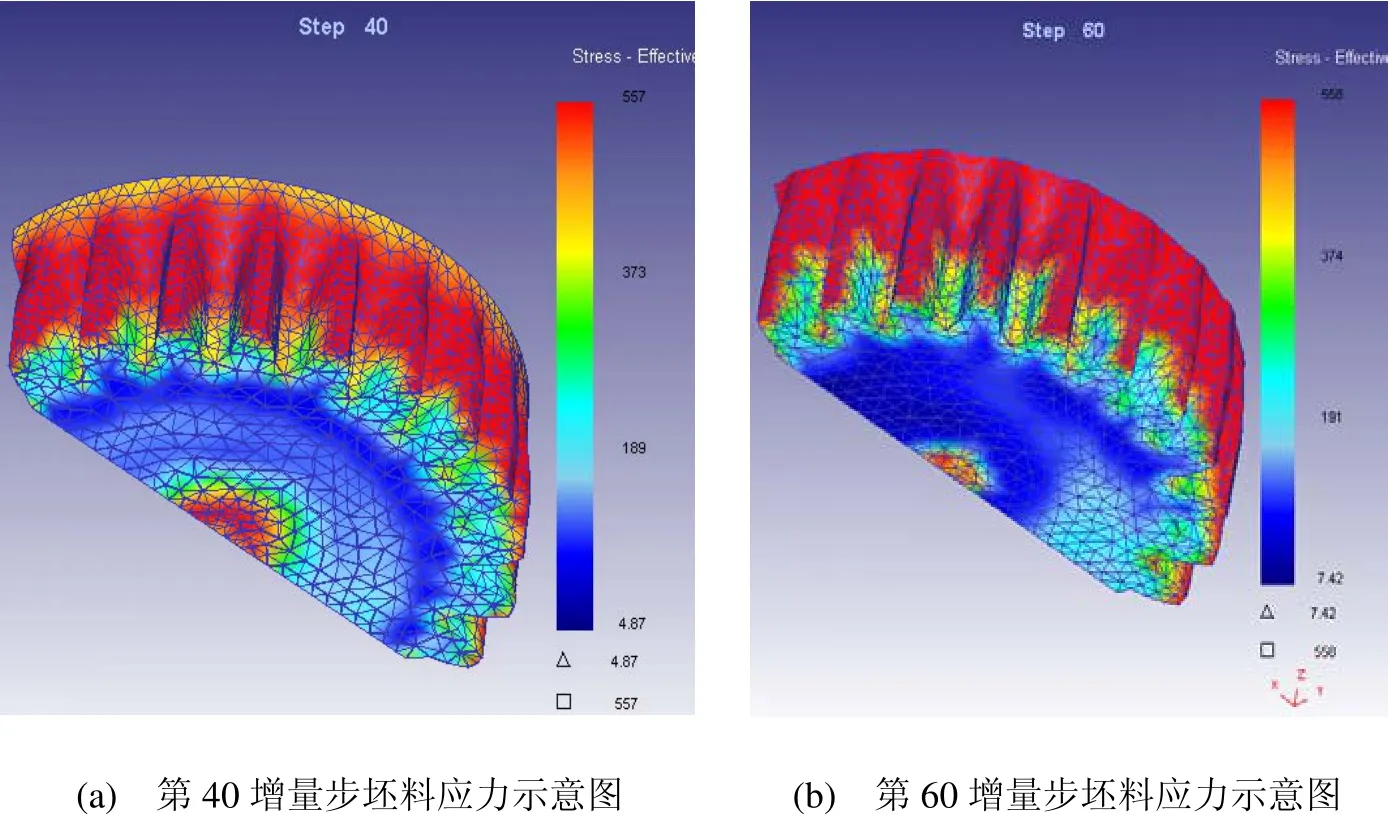
圖3 齒輪冷精鍛過程坯料應力分布
3 擠壓腔主要參數優化
3.1 優化參數選擇
模擬結果表明,齒輪角隙充填性能良好,因此本文在保證造型方案不變的基礎上,針對一個重要的參數,坯料放大半徑λ來進行優化。通過選定不同的λ值,得到了不同形狀、不同擠壓方式的擠壓腔,讓它們在相同的參數設定下進行數值模擬,然后對結果進行綜合比較,來得到最優的造型參數值。
當坯料放大系數取不同參數時,擠壓腔形狀變化很大。坯料放大系數λ值為1時,齒輪截面積和坯料截面積相同,此時的冷擠壓方式為復合擠壓;而當坯料放大系數值λ為1.11時,坯料半徑已經接近了齒輪的齒頂圓半徑,當坯料放大系數λ超過這個值,擠壓方式就變成了完全的正擠壓,因此λ值為1.12時是擠壓方式從復合擠壓變到正擠壓的分界點。在選擇參數值時,除了1.06外,又分別為λ取了1.00、1.10、1.20,得到如圖4所示形狀變化較大的擠壓腔模型。當λ取1.0時,坯料直徑小于齒輪分度圓直徑,意味著冷鍛過程中金屬從齒根流向齒頂的深度要比其它型腔深一些。當λ取1.1時,坯料半徑略小于齒頂圓半徑,接近正擠,當取1.2時,坯料半徑大于齒頂圓半徑,擠壓方式為完全的正擠,冷鍛過程中金屬從坯料圓周部位沿擠壓腔壁向中部流動,完成齒部填充。不同的擠壓方式,材料的充填能力及模具的變形抗力也不同。
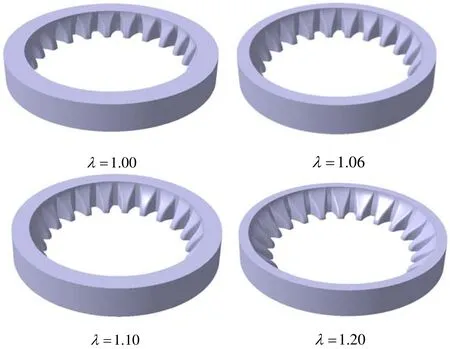
圖4 不同放大系數的擠壓腔模型
3.2 不同參數值模擬結果分析
(1) λ=1.2和λ=1.0的模擬結果
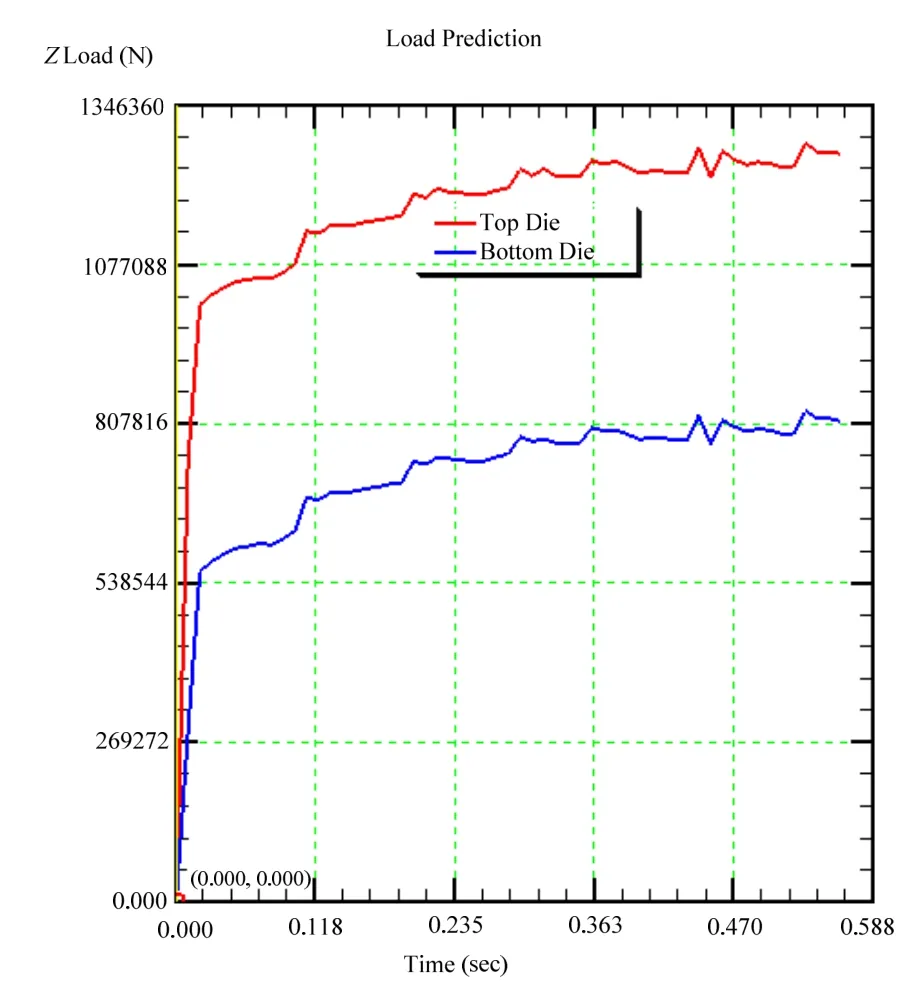
圖5 λ=1.2 時凸、凹模z向等效載荷曲線
當λ為1.2,擠壓方式為完全的正擠壓。數值模擬的結果顯示整個擠壓過程中,坯料金屬緊貼擠壓腔壁流動,順利完成了齒頂填充,但坯料所受變形力較大。圖5是λ=1.2時凸模、凹模的z向等效載荷曲線。第60增量步(曲線的最右端)時,凸模z向載荷接近1300kN,凹模z向載荷接近900kN,基本上是其它幾個模擬結果數值的兩倍,而此時的載荷曲線仍有上升趨勢。圖6是坯料在擠壓第40步時的應力分布,坯料與擠壓腔接觸的所有部分受力都較大,即便是已經成形的齒頂因為直徑是在變小也始終處于受力狀態,不符合本文精鍛方案的設計初衷。
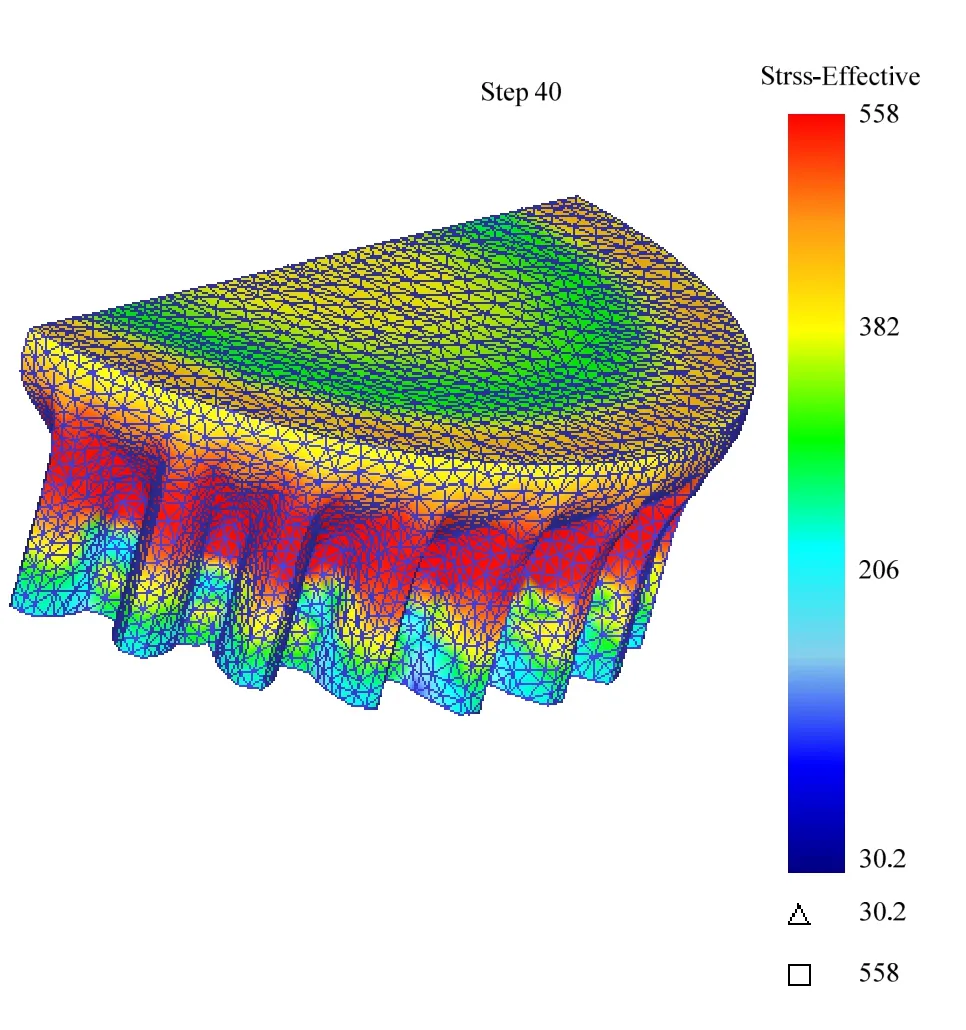
圖6 λ=1.2 坯料在第40步時應力分布
當λ為1.0時,擠壓方式為復合擠壓,坯料半徑小于分度圓半徑,徑向擠壓深度較深。數值模擬結果顯示整個擠壓過程中,坯料所受變形力不大,但在450kN的反向力作用下,沒有完成齒形的填充,齒頂存在明顯缺陷。圖7是λ=1時凸模、凹模的z向等效載荷曲線,凸模、凹模的z向等效載荷沒有超過650kN和180kN,曲線走向平滑、過渡均勻,是比較理想的載荷曲線結果。但圖8第60步擠壓腔中部切片示意圖顯示坯料和擠壓 腔之間有間隙,齒頂未被充滿。
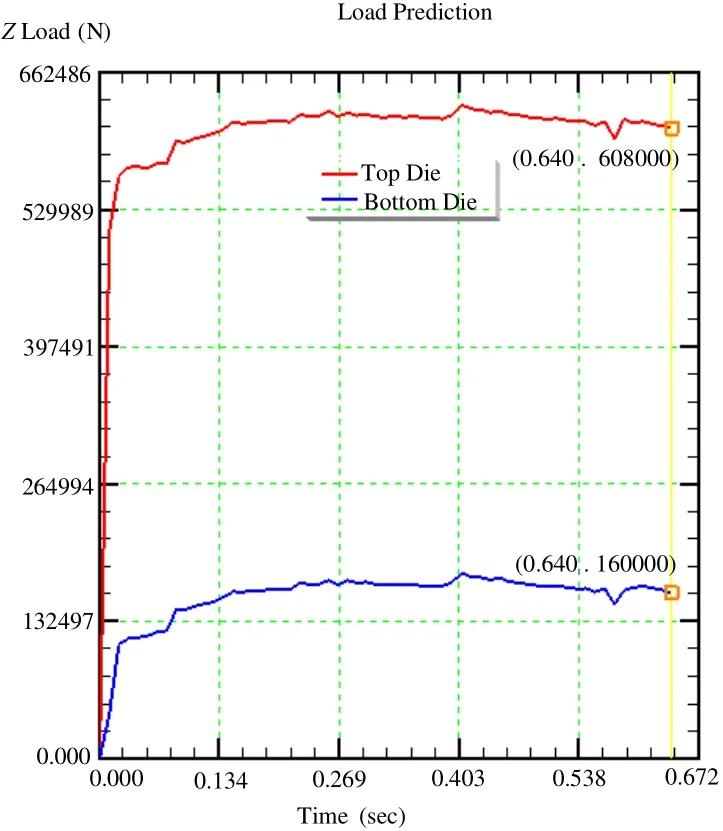
圖7 λ=1.0時凸、凹模z向等效載荷曲線
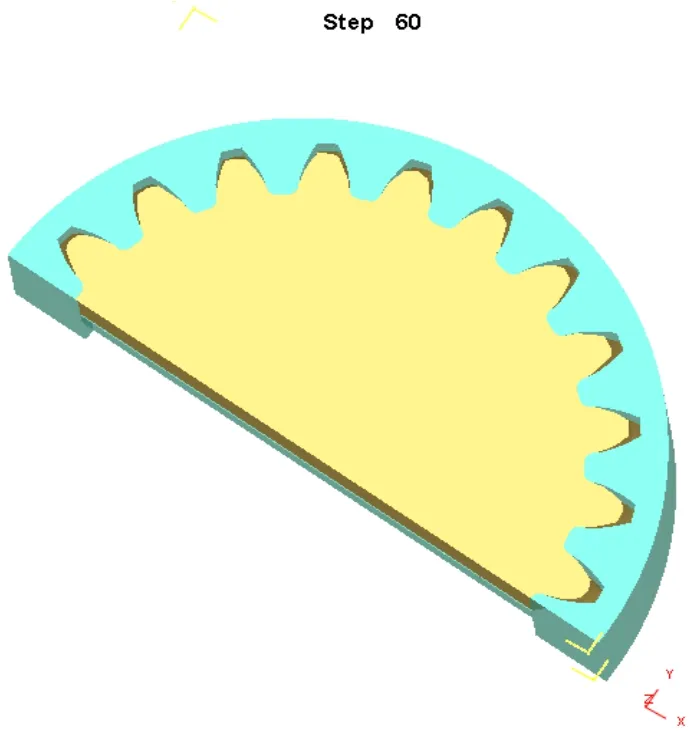
圖8 λ=1.0第60步中部切片示意圖
綜合以上分析說明本文方案在正擠壓情況下,凸、凹模承受的沖擊和磨損要比復合擠壓情況下大得多,表明λ值不可取的過大,坯料直徑不應大于齒頂圓半徑。分析齒頂未被充滿的原因,是因為坯料半徑過小,徑向擠壓深度較深,需要的徑向變形力較大,若要完成齒形的填充必須設定更大得反向力,來產生大的徑向變形力。坯料面積和齒形面積完全相同的擠壓腔,并不能達到良好的擠壓效果。
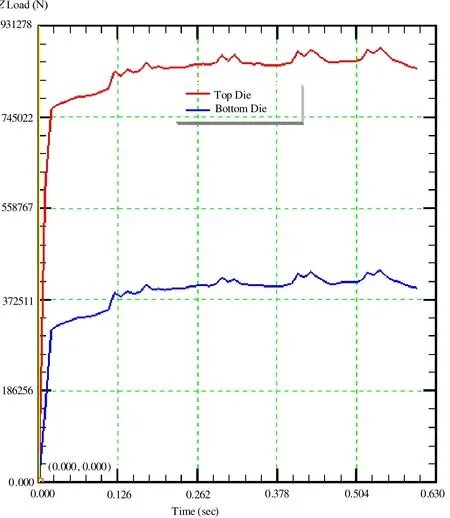
圖9 λ=1.06時凸、凹模z向等效載荷
(2) λ=1.06和λ=1.1的模擬結果
擠壓腔λ=1.06和λ=1.1時的數值模擬結果是比較理想的結果。凸、凹模各向等效載荷都較低,整個擠壓過程中坯料金屬緊貼擠壓腔壁流動,齒形填充情況良好,坯料變形力始終在600MPa以下,齒頂相對齒根部分受力較小,坯料成形部分齒形表面質量良好。
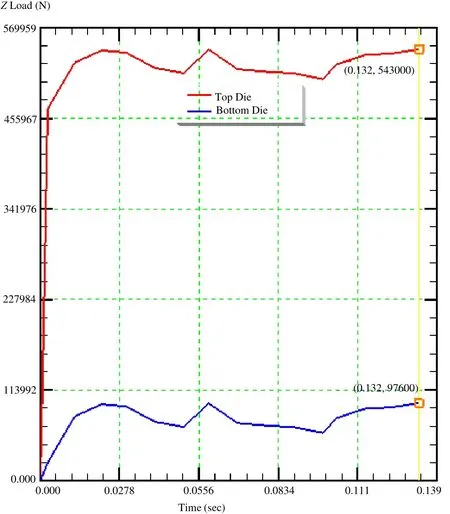
圖10 λ=1.1時凸、凹模z向等效載荷
圖9和圖10是凸、凹模的z向等效載荷曲線,λ=1.1時凸、凹模z向載荷最大值分別為880kN和430kN,λ=1.06時凸、凹模z向載荷最大值分別為540kN和98kN,說明在相同的參數設定下,λ=1.06的擠壓腔要比λ=1.1的擠壓腔在擠壓過程中凸、凹模的受力小很多。從應變情況來看,兩個擠壓腔應變分布相似,齒頂成形后應變較小,坯料應變大的區域都集中在齒根處。從應力分布來看,與應變分布相似,齒根區域受力較大,λ=1.06的擠壓腔坯料受力要小一些。
4 擠壓腔優化結論
從四個擠壓腔的數值模擬結果來看,在相同的模擬參數下,除卻λ=1.0的擠壓腔外,其它參數的型腔都能順利地完成齒形的填充,但坯料所用的變形力不盡相同,模具承受的沖擊和磨損也有較大變化。
理論上,坯料面積和齒輪斷面面積完全相同時,數值模擬結果應該有良好的填充能力、最小的變形力和最小的模具受力,但模擬結果顯示,λ=1.0的擠壓腔未能完成齒形的填充,且模具所受z向等效載荷比λ=1.06的擠壓腔還要大一些,說明坯料直徑過小會使齒根到齒頂的徑向擠壓深度過長,不但不利于齒形的填充,還會增大模具沖擊和磨損。
其它三個參數值的擠壓腔模擬結果都最后順利地完成齒形的填充,坯料所受變形力和模具承受的沖擊載荷和磨損隨λ值的增大而變化。復合擠壓方式下,即λ<1.11時,模具的等效載荷曲線過渡平滑,基本保持在一個恒定值范圍內;而在正擠壓方式下,模具的等效載荷曲線數值較高,且呈上升趨勢,λ越大這種上升趨勢就越明顯,例如λ為1.2的擠壓腔在第10步時,凹模的z向等效載荷已經高于了λ為1.06的擠壓腔凸模的z向等效載荷,且到第60步還在增大。
綜合以上分析說明,要使模擬結果具有好的齒形填充性能,低的坯料變形力和低的模具承受載荷,坯料放大系數λ不宜取的過大也不宜取得過小。將四個型腔模擬結果的凸、凹模z向等效載荷取最高值,用樣條曲線將它們連接起來,得到了如圖11所示的兩條曲線,凸模載荷曲線和凹模載荷曲線基本相似,曲線最低點的橫坐標都落在了1.06上,也就是說,λ為1.06的擠壓腔,數值模擬結果有最低的模具承受沖擊載荷和磨損,有良好的齒形填充性能,而λ為1.06擠壓腔的數值模擬結果也證明了這一結果。λ=1.06是本文圓柱直齒輪冷擠壓腔造型參數的最優解。
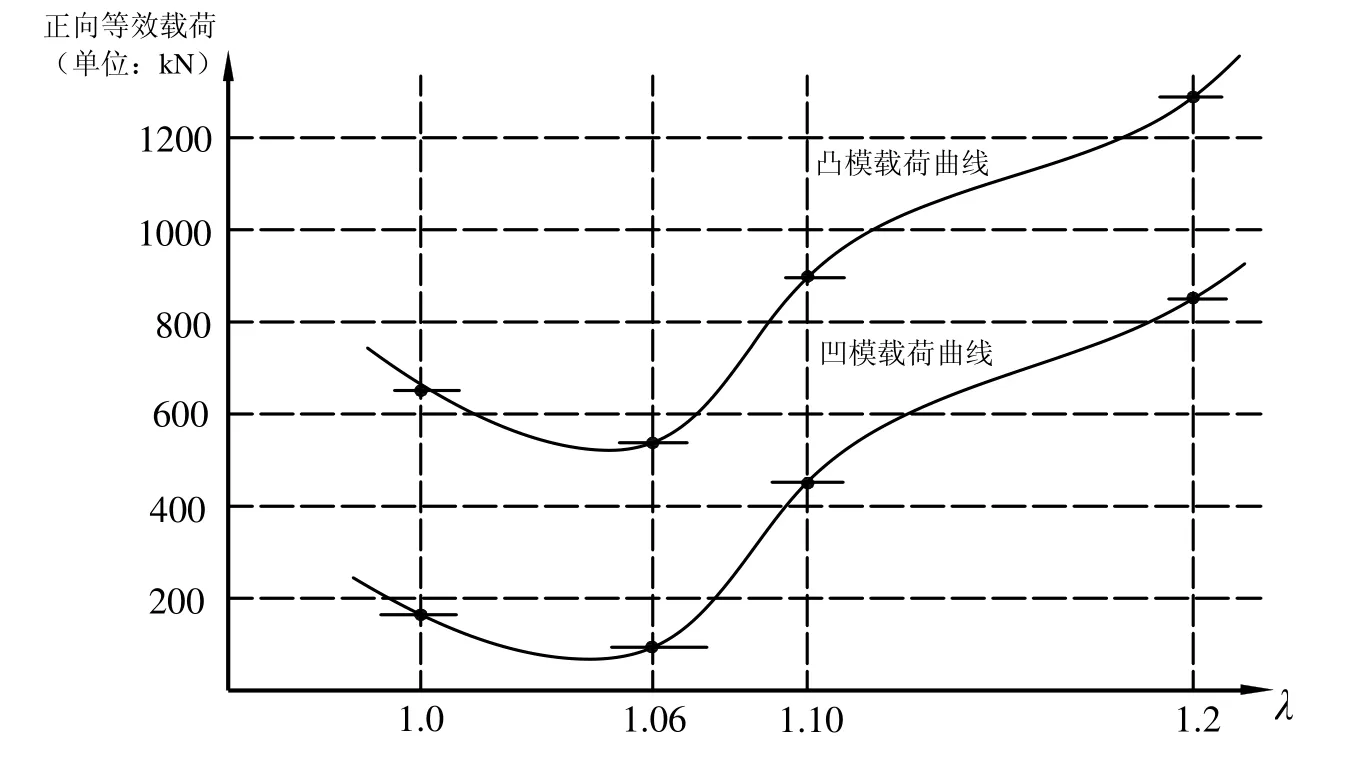
圖11 不同參數下凸、凹模z向等效載荷最大值模擬曲線
[1]孟冠軍, 屈新懷, 黃皖蘇. 直齒圓柱齒輪連續預鍛成形型腔構造[J]. 工程圖學學報, 2007, 28(S1):11-14.
[2]劉全坤, 李冬生. 基于流線型凹模型腔的直齒圓柱齒輪冷擠壓數值模擬分析[J]. 工程設計學報, 2005,12(1):15-19.
[3]孟冠軍, 屈新懷, 丁必榮, 等. 基于預鍛成形腔的直齒圓柱齒輪冷擠壓數值模擬分析[J]. 工程圖學學報,2009, 30(2):86-90.
[4]劉 華, 席慶坡, 霍艷軍, 等. 圓柱齒輪冷精鍛數值模擬及其輪齒修形規律[J]. 西安交通大學學報,2004, 38(11):245-248.
Parameter Optimization of Female Die Molding in Cold Extrusion of Spur Gear
MENG Guan-jun, ZHAO Han, CHEN Ke
( School of Mechanical and Automotive Engineering, Hefei University of Technology, Hefei Anhui 230009, China )
Aimed at the problems of great deformation force and hard corner filling in cold extrusion of spur gear, a geometry model of the streamline female die of spur gear is constructed, based on which numerical simulation of cold extrusion of spur gear is conducted.The results indicate that the streamline female die is effective in improving metal filling in corner under small deformation force. By analyzing the influence of different blank magnifying radius (namely λ) on female die shape and deformation mode in the simulation process, the parameter value of λ for a most optimized model is found through numerical simulation of different female dies.
mechanical manufacture; parameter optimization; numerical simulation; spur gear
TG 376.2
A
1003-0158(2010)06-0100-06
2009-06-12
合肥工業大學科學研究發展基金資助項目(070203F)
孟冠軍(1979-),男,安徽臨泉人,講師,博士研究生,主要研究方向為現代集成制造,CAD/CG。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
