雙電動機消隙驅動在大重型機床上的應用
2010-09-29 12:17:38劉志兵孫志強
制造技術與機床 2010年4期
劉志兵 孫志強
(沈機集團昆明機床股份有限公司,云南 昆明 650224)
這里雙電動機消隙驅動是指采用雙小齒輪—齒條傳動通過星型減速器由伺服電動機驅動、數控系統控制的結構,過去主要采用機械雙小齒輪消隙減速箱驅動,近幾年隨著數控系統和功能部件(減速器)的快速發展,很多機床制造廠家采用雙電動機消隙驅動。但是由于機床導軌結構有多種形式,如,靜壓式、滑動復合式和線性滾動體式等,在調試中要依據電氣控制特性調整參數與相應導軌的機械特性匹配達到理想消除間隙效果,否則就會對電氣雙電動機消隙驅動作用效果產生疑惑,甚至影響推廣使用。
1 雙小齒輪消隙原理
機械雙小齒輪和電氣雙電動機消隙的終端傳動結構是相同的,都是利用雙小齒輪反向預載(張力)扭距分別與齒條正反面緊密嚙合消除間隙。如圖1,取決于張力扭矩的方向雙小齒輪可以是內側或外側嚙合。
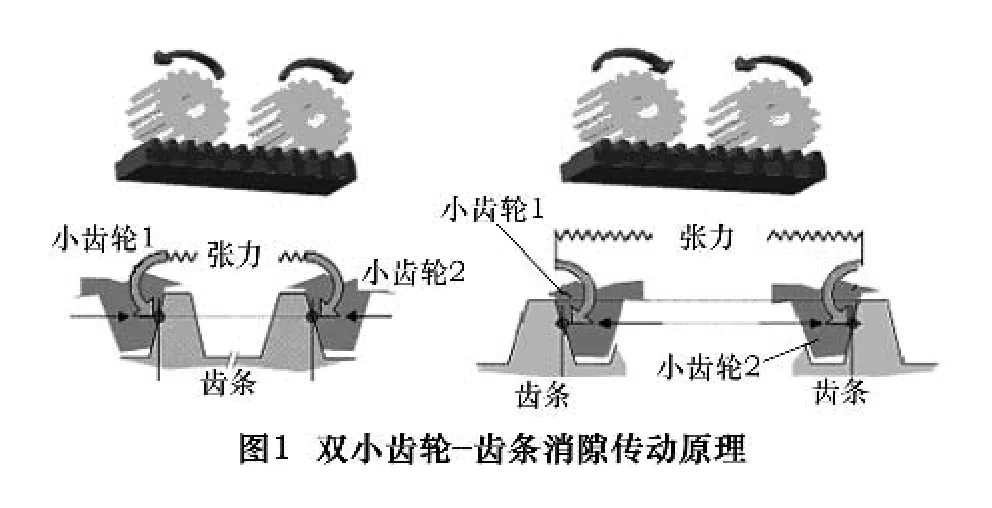
機械雙小齒輪消隙驅動結構,一般是由單電動機作為驅動源,經過一個消隙減速齒輪箱最后驅動雙小齒輪—齒條實現無間隙傳動。消隙減速齒輪箱各廠家設計不同但基本原理類似。以一種常見結構為例,減速齒輪箱設計有一中間軸可以作軸向移動,由于中間軸上面的兩個小齒輪分別為左旋和右旋斜齒輪,當預載力推動中間軸作軸向移動斜齒輪發生位移時,就會迫使傳動鏈后面的齒輪反向轉動,最終會使雙小齒輪分別與齒條的兩相反面緊緊嚙合,實現機床運動時無反向間隙。預載扭矩動力源有兩種,碟形彈簧或液壓油。碟形彈簧預載,由于其一直保持消隙狀態,機床的精度也一直得以保持,因此更適合用于機床精加工。液壓油預載的特點是機床精加工時,可以接通液壓油實現無間隙傳動保證加工精度;當機床在粗加工時,由于要求的加工精度不高,可以取消液壓油,這樣可以降底齒輪—齒條的磨損。
電氣雙電動機消隙驅動結構,是用兩臺伺服電動機和兩個減速器直接驅動雙小齒輪,通過數控系統控制張力,使雙小齒輪—齒條兩反齒面嚙合,實現無間隙運動。
從結構上看機械雙小齒輪消隙和電氣雙電動機消隙原理基本相同,惟有施加張力的方法有別。
2 雙小齒輪消隙扭矩特性分析
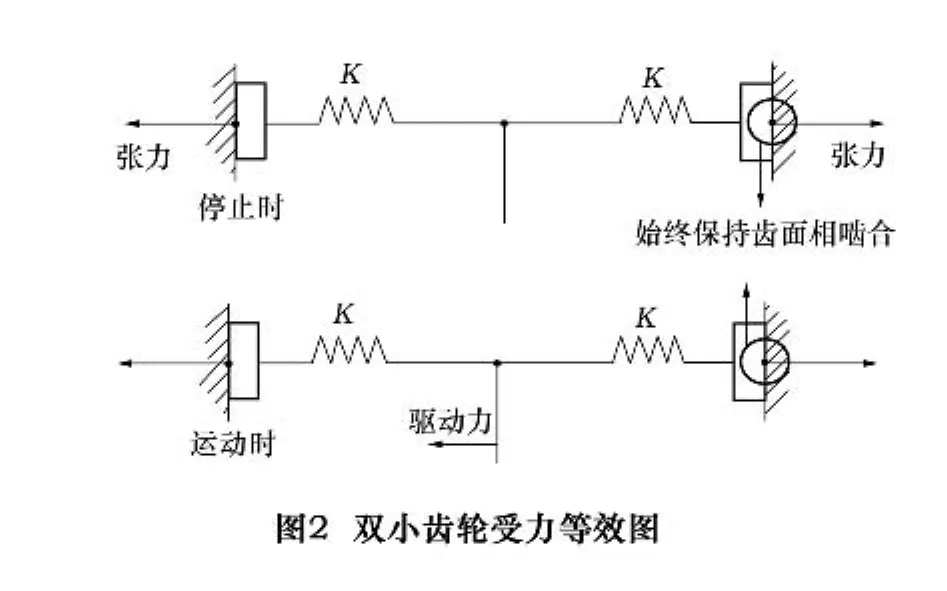
應用力學分析畫出理想情況下雙小齒輪受力簡化等效圖2,它是一個線性系統。停止時兩個小齒輪在張力(Tpre)作用下保持與齒條面的嚙合;運動時驅動輪受驅動力矩(T)和張力(Tpre)的共同作用,合力矩為:Tm=(T+Tpre)/2,同樣制動輪合力矩為:Ts=(T—Tpre)/2。
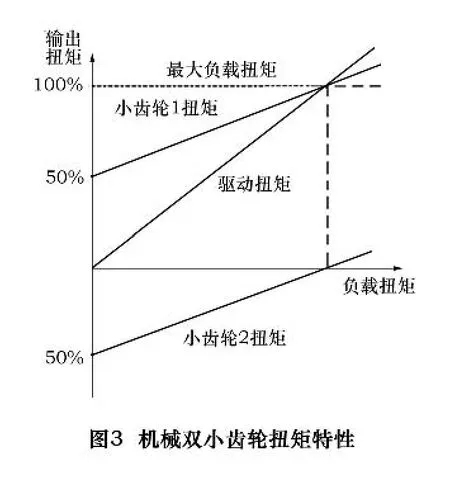
據此可以得出輸入扭矩—輸出扭矩的特性曲線圖。如某廠家提供的機械雙小齒輪消隙減速箱的扭矩特性見圖3,其張力扭矩設定為負載最大扭矩(Tmax)的50%。假設小齒輪1為驅動輪,小齒輪2為制動輪,當驅動(電動機)扭矩為零時,兩小齒輪各施加50%Tmax處于靜止消隙狀態。隨驅動扭矩在0—Tmax區間的增大,小齒輪1為正扭矩增大,而小齒輪2為負扭矩絕對值響應減小,在此區間制動輪施加一定的反向扭矩值(非恒定值)處于運動消隙狀態;到達Tmax點制動齒輪臨界消隙狀態;大于Tmax點則制動齒輪反向扭矩變為正值,處于運動有間隙狀態。注意這里最大負載扭矩值Tmax是考慮了最大加速度啟動、最大負荷切削等瞬時最大扭矩,因此張力扭矩按照此最大扭矩Tmax調整和設置就可以滿足在任何負載下運行都始終保持制動齒面相嚙合,實現無間隙運行。
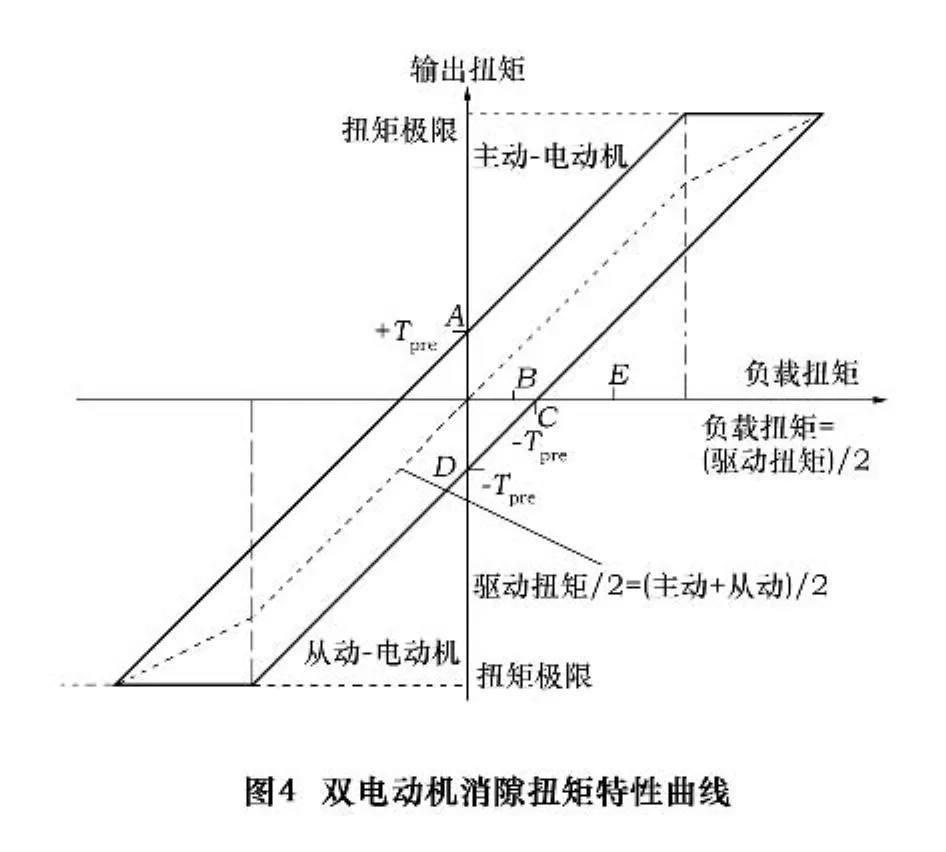
同理可以得到電氣雙電動機消隙扭矩特性見圖4,兩者圖形是相似的。它是兩臺電動機分別驅動,驅動扭矩是兩者之和;小齒輪1/小齒輪2扭矩以電動機1/電動機2扭矩代之。主要區別在于:機械雙小齒輪消隙的張力由機械機構產生,驅動扭距由單電動機產生,兩者互不關聯;而電氣雙電動機消隙的驅動扭距和張力均由數控系統控制雙電動機產生,兩者相互關聯。結合電氣原理圖詳細討論如下。
3 雙電動機消隙原理分析
3.1 原理圖分析
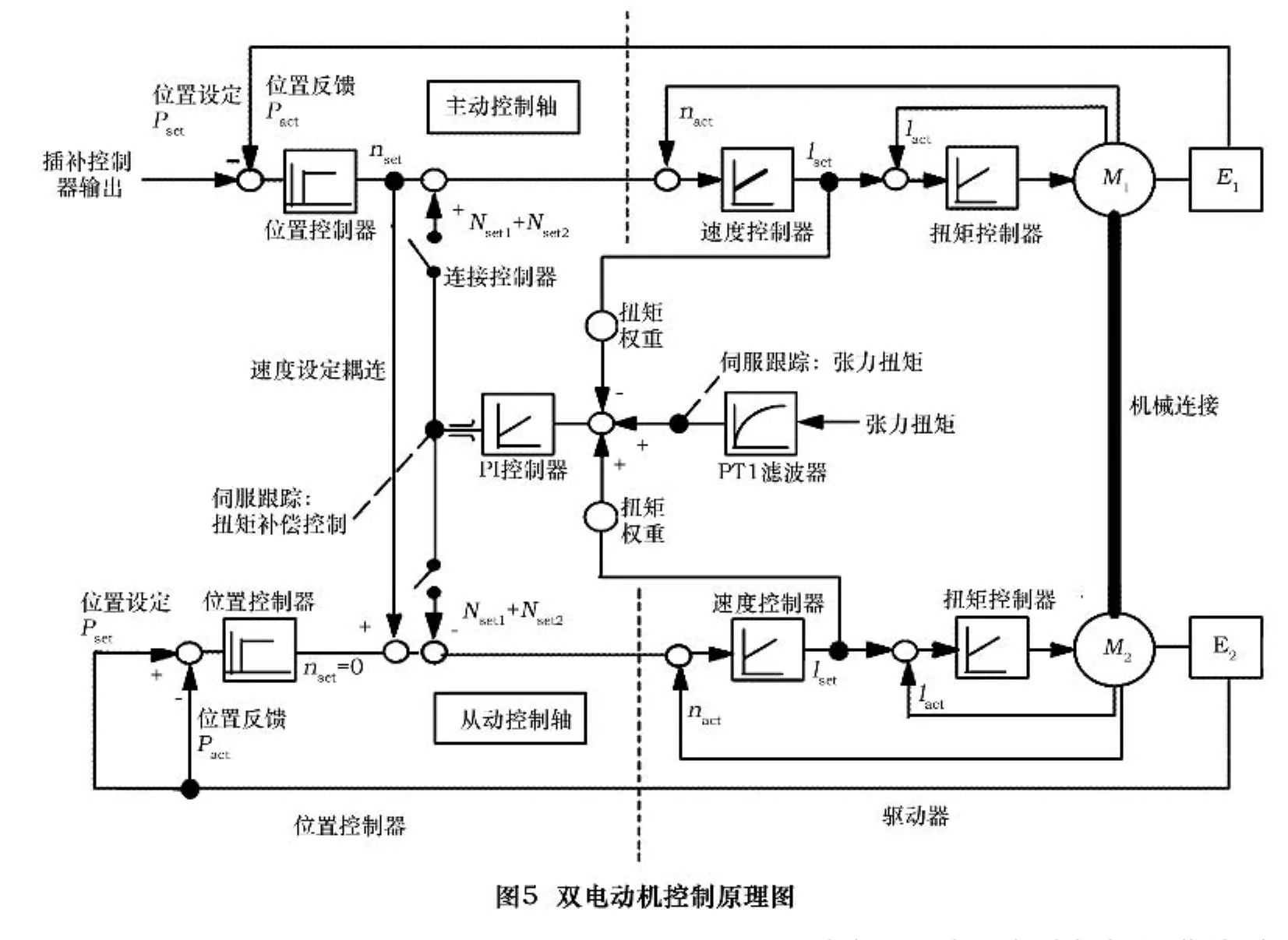
以西門子數控系統為例,雙電動機消隙是由主—從(master—slave)軸控制功能實現的見圖5,主—從軸各有速度/電流控制器,共用來自NC位置控制器的速度設定(nset),相當于兩臺驅動器并聯受NC控制。從動軸只有速度/電流環無位置環。增加了一個扭矩補償控制器,其作用一是均衡擾動扭矩;二是主—從軸間的張力控制,主—從軸間無位置偏差補償。扭矩補償控制器是一個PI調節器,分別來自主—從軸扭矩設定點(iset)的差動輸入(isetm—isets)信號經過PI調節器運算輸出,作為附加的速度設定以相反符號分別反饋至主動軸和從動軸速度設定點(nset1),調節主—從軸的扭矩平衡分配。同樣附加張力(Tpre)通過PT1濾波器和PI調節器也分別輸出至主動軸和從動軸速度設定點,作為另一個速度設定點分量(nset2),作用是消除反向間隙。
3.2 扭矩特性分析
再看圖4雙電動機扭矩特性就容易理解了,速度調節器是線型放大器,所以驅動扭矩、電動機1和電動機2扭矩特性均是線型的。圖中扭矩設定iset=K(△nset—△nset1—△nset2),其中△nset對應無△nset1和△nset2時的扭矩設定分量,即圖中的驅動扭矩曲線;△nset1對應扭矩擾動的分量;△nset2對應張力扭矩的分量;K為速度環增益(默認設置為1),即圖中扭矩特性曲線斜率是1,所以C點負載扭矩等于張力扭矩Tpre。
主動軸(master axis)、從動軸(slave axis)是數控系統參數定義的伺服軸,與驅動軸(驅動狀態)、制動軸(制動狀態)的概念不同。從原理圖、特性曲線和實際運行狀況可知:在特定區間主動軸和從動軸隨移動方向的不同可能在驅動軸狀態,也可能在制動軸狀態,是交替運行的。舉例說如果正向移動主動軸為驅動軸,則從動軸就為制動軸;反向移動主動軸為制動軸,則從動軸就為驅動軸。如圖4,以主動軸正向移動為例,在0至C點間:主動—電動機扭矩曲線以+Tpre為起始點隨驅動扭矩增大而增大;而從動—電動機扭矩曲線以—Tpre為起始點隨驅動扭矩增大而絕對值在減小。即主動軸扭矩為正值工作于驅動軸狀態,驅動輪上作用的就是驅動力;從動軸扭矩為負值工作于制動軸狀態,從動輪上作用的就是制動力。C點:主動軸仍處于驅動狀態,從動軸處于臨界狀態。大于C點區間:主動軸和從動軸都工作于驅動狀態,驅動小齒輪仍與齒條的驅動齒面嚙合;而從動小齒輪與齒條的制動齒面脫離,轉至驅動齒面嚙合,合成疊加驅動力。需要注意的是:制動軸狀態是指其扭矩符號與移動方向上的驅動扭矩符號相反,但是二者速度是一致的。
3.3 雙電動機消隙運行狀態分析
結合圖4和圖6分析運動過程中扭矩、間隙的變化如下:
(1)機床停止時:兩個小齒輪在數控系統張力扭矩Tpre作用下,通過伺服電動機和減速器分別與齒條的兩相反面緊密嚙合,處于消隙狀態。
(2)機床運行加速時:此時如果瞬時負載扭矩大于張力(T>Tpre),即負載扭矩位于圖4大于C點區間,則主動輪和從動輪都與齒條驅動面嚙合,二者都驅動工作;如果(T<Tpre),即負載扭矩位于圖0—C點區間,則主動輪驅動工作,從動輪以一定比例制動工作。圖6所示為前一種情況。
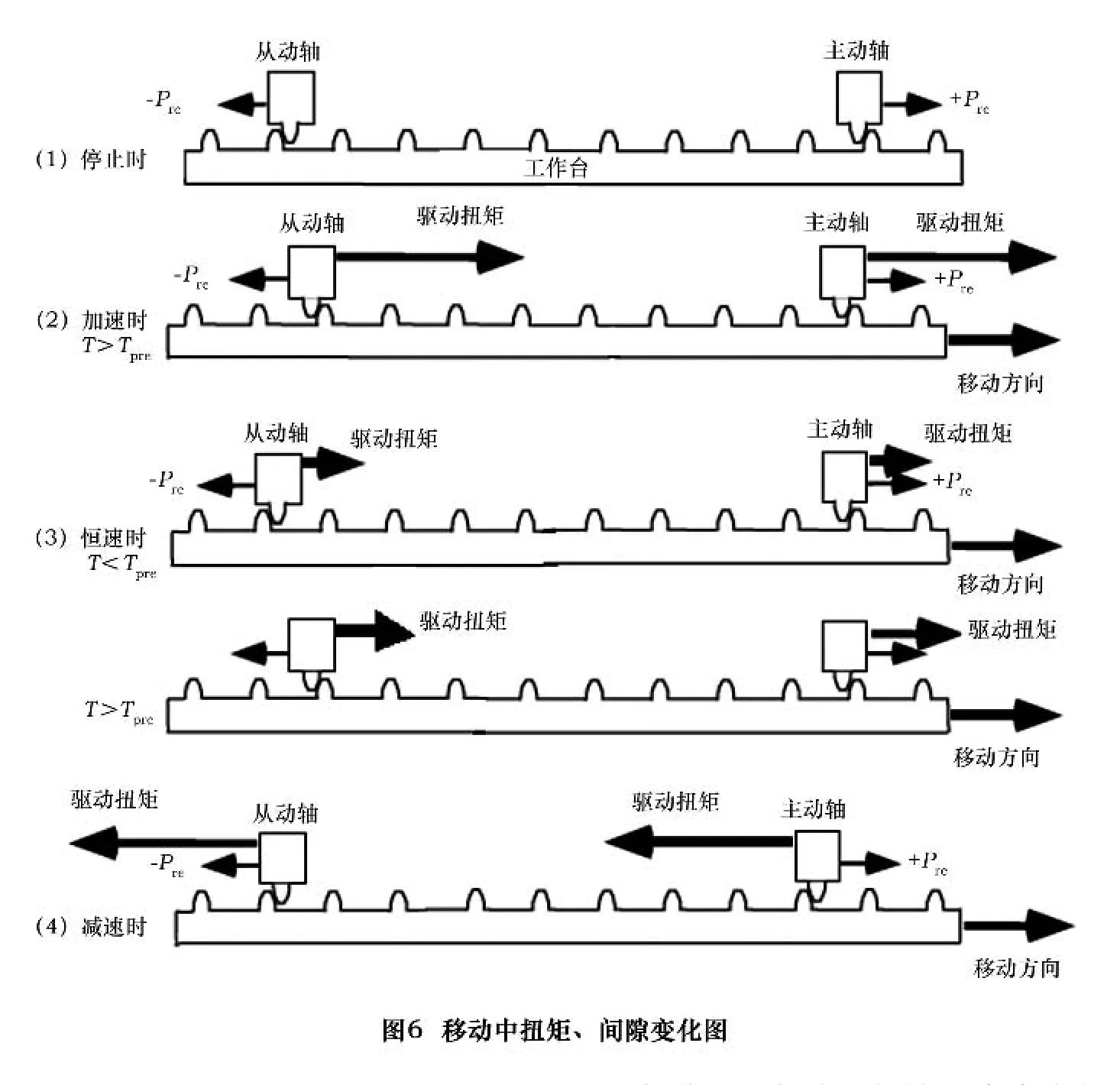
(3)當機床運行恒速時:圖6所示也有兩種情況,(T<Tpre)主動輪驅動工作,從動輪制動態嚙合制動齒面消除間隙;(T>Tpre)從動輪離開制動方向工作面,與主動輪一起驅動工作,輸出扭矩為兩臺電動機扭矩之和。
(4)機床減速時:驅動扭矩反向(張力仍為正向+Tpre),機床仍以慣性原方向移動,主動軸制動靠緊反向面;從動輪如原靠緊正向面(由于T>Tpre),這時驅動扭矩反向后與其張力(—Tpre)同向,也制動靠向反向面。減速到一定值(理論上反向驅動扭矩<張力扭矩Tpre)系統控制主動輪滯后工作,離開反向面,以一定的反向力靠緊正向面。
(5)主動輪達到預定反向張力扭矩(+Tpre),運動停止,恢復到停止消隙狀態。
4 結語
從上述可以看出,雙電動機消隙正確選用張力扭矩使之大于機床各種運行條件下的最大瞬時扭矩(Tpre>Tmax),就可以滿足移動中始終處于消隙狀態。機床導軌結構不同消隙效果不同,直線滾動導軌負載摩擦力相對較小,更容易滿足Tpre>Tmax(甚至遠大于)的條件,消隙效果會更好些;其他形式的導軌設計調試時滿足Tpre>Tmax,并留足余量,也完全可以實現各種運行條件下都處于消隙狀態。
電氣雙電動機消隙與機械雙小齒輪消隙比較,由于參數調整起來方便靈活,張力扭矩用參數量化設置更精確,機床安裝調試更方便,節約機床的機械制造成本、簡化機床的結構。張力可以在機床運行中根據負載扭矩情況適時修改,甚至通過加工程序進行修改。比如,可以實現在加速時設置張力不小于最大摩擦力,實現加速無間隙;而在機床停止時又減小張力,降低電動機發熱。還可以實現機床精加工時消隙運行,重切削粗加工時雙電動機同時出力運行等。
目前這兩種消隙的方法機床制造廠都有選用,變速箱供應商也同時提供兩種解決方案。隨著對數控系統功能應用的深入了解認識,相信會被越來越多的機床制造廠家所采用。
[1]西門子數控系統手冊SINUMERIK 840D FUNCTION DESCRIPTION,2004.
[2]LIKAT產品手冊LIKAT Gear Systems products brochure,2008.
[3]Website:www.skjc.cn.com
