50M n2V金剛石鋸片激光焊接過渡層粉末的研制(上)①
2010-10-14 06:10:24秦海青周桂琴王進保蒙光海李運海程柳
超硬材料工程 2010年3期
秦海青,周桂琴,王進保,蒙光海,李運海,程柳
(1.國家特種礦物材料工程技術研究中心,廣西桂林541004;2.桂林礦產地質研究院廣西超硬材料研究開發重點實驗室,廣西桂林541004)
50M n2V金剛石鋸片激光焊接過渡層粉末的研制(上)①
秦海青1,2,周桂琴,王進保1,2,蒙光海1,2,李運海1,2,程柳2
(1.國家特種礦物材料工程技術研究中心,廣西桂林541004;2.桂林礦產地質研究院廣西超硬材料研究開發重點實驗室,廣西桂林541004)
介紹了自主研發的A激光焊接過渡層粉末的設計性能指標、制備方法和基本參數,測試了A粉末燒結試樣塊的機械性能,檢測了A過渡層、國外某公司過渡層與50M n2V鋼基體的激光焊接強度。焊接強度測試結果表明:在780℃~880℃常用燒結溫度范圍內,A過渡層可以與不同的工作層配合使用,比國外某公司過渡層具有更高的安全性和穩定性,焊接強度達到并超過BSEn13236:2001安全標準。A激光焊接過渡層粉末可以替代國外進口的激光焊接過渡層粉末。
過渡層;激光焊接;50M n2V;金剛石鋸片
0 前言
激光焊接金剛石鋸片包括刀頭和鋼基體兩個組成部分。其中刀頭包括工作層和過渡層兩個部分,過渡層的加入主要是為了實現刀頭與鋼基體材料的激光焊接,過渡層通常有1.5~2mm的高度,含過渡層的激光焊接刀頭見圖1。激光焊接時過渡層熔化,鋼基體和刀頭結合處部分熔化,熔化后的合金液體相互熔合形成焊縫。因此過渡層的焊接強度直接影響激光焊接金剛石鋸片的質量、使用的安全性和可靠性。激光焊接金剛石鋸片的鋼基體材料主要采用30C rM o和50M n2V合金鋼,其中30C rM o主要用來制造小功率激光焊接金剛石鋸片,50M n2V是用來制造大功率激光焊接金剛石鋸片。目前采用國內生產的過渡層粉末燒結成過渡層雖然可以保證刀頭和30C rM o鋼基體的焊接強度,但是對于50M n2V的焊接效果不是很理想,焊后立刻出現大量的焊接裂紋,不能保證鋸片的焊接強度,給大功率鋸片的制造造成了很大的技術瓶頸。采用國外進口的過渡層粉末燒結成過渡層雖然可以保證刀頭和50M n2V的焊接強度,但是由于進口過渡層粉末的價格昂貴,給國內激光焊接金剛石鋸片生產企業造成了較大的成本壓力。本研究的目的是研制具有獨立知識產權的低成本激光焊接過渡層粉末,實現金剛石鋸片的刀頭和50M n2V鋼基體的激光焊接,大幅度降低國內激光焊接金剛石鋸片生產企業的生產成本。
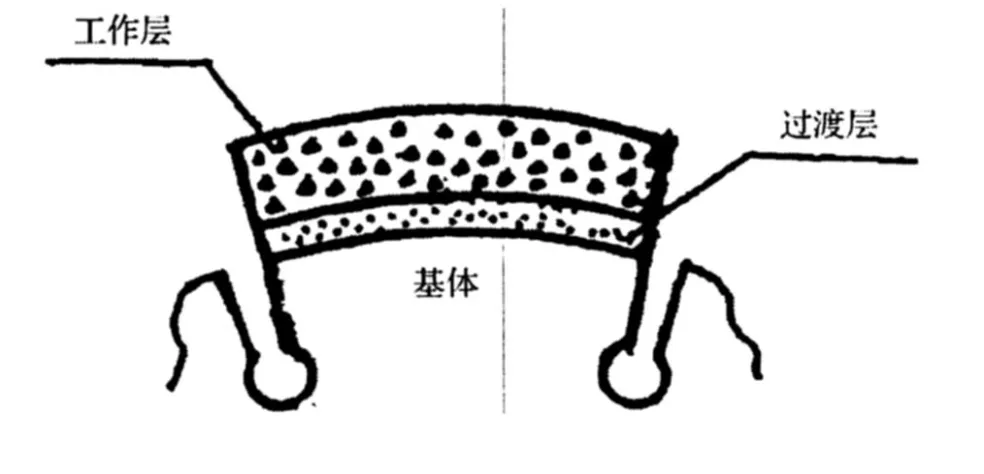
圖1 含過渡層的激光焊接刀頭[1]Fig.1 Laser welding saw blade with transition layer
根據BS En13236:2001安全標準,規定對于刀頭結塊型焊接和燒結金剛石鋸片,刀頭與基體結合處強度以及刀頭強度需滿足以下最小彎曲強度(σb):(1)用于手持式切機的金剛石鋸片,要求σb≥600M Pa;(2)用于固定式和移動式切機的金剛石鋸片,要求σb≥450M Pa[2]。結合BSEn13236:2001安全標準,筆者提出在780℃~880℃常用燒結溫度范圍內,激光焊接過渡層要達到下列性能指標:過渡層與50M n2V鋼基體的焊接強度不小于600M Pa,平均焊接強度不小于900M Pa。
為了方便敘述,筆者將研制的激光焊接過渡層粉末命名為A激光焊接過渡層粉末,簡稱為A粉末,將A粉末燒結成的過渡層簡稱為A過渡層。
1 A粉末的制備
1.1 制備設備
A粉末的制備設備主要包括:雙柱并流反應過濾成套設備(非標設備)、全自動推桿煅燒-還原爐(非標設備)、氨分解發生器等。
1.2 制備方法和過程
1.溶液的配制:根據A粉末的成分計算出各金屬離子的添加當量,將鐵、鈷、銅的可溶性氯鹽與去離子水配制成水溶液,導入加液釜中;根據粉末的成分計算出沉淀劑的添加當量,將過量10%~20%的草酸和去離子水配制成與金屬鹽溶液體積相等的水溶液,導入另一個加液釜中。
2.共沉淀反應:將金屬鹽溶液和草酸溶液通過加液釜以相同速率分別加入到反應釜中進行共沉淀反應,充分攪拌;再加入氨水調節反應溶液的pH值,直至溶液呈弱酸性;反應20~40min后,靜置沉淀2~4h,得復合金屬鹽沉淀物。
3.過濾、洗滌和干燥:復合金屬鹽沉淀物經過濾分離,用去離子水清洗沉淀物,除去雜質離子,濾液的電導率小于20μs/cm時,再將沉淀物置于干燥箱中除去表面吸附水。
4.煅燒:將復合金屬鹽沉淀物放入全自動推桿煅燒-還原爐內煅燒,煅燒溫度為400℃~550℃,煅燒時間50~90min(使部分表面水、結晶水揮發,雜質、沉淀物充分分解),得金屬氧化物復合粉末。
5.還原:將金屬氧化物復合粉末轉入全自動推桿煅燒-還原爐內,采用氨分解氣進行還原,還原溫度600℃~800℃,氨分解氣的流量2~4m3/h,還原時間50~90min,被還原出來的金屬在還原溫度下通過擴散完成合金化過程,得合金粉末。
6.后處理:合金粉末經破碎篩分,真空包裝,即得成品。粉末費氏粒度值(FSSS)不超過10μm;粉末總氧含量不超過1w t.%。
2 A粉末的基本參數
2.1 A粉末的基本特性
采用費氏粒度儀測量粉末的費氏粒度(GB/T 3249),用美國LECO公司的TC氧氮分析儀測定粉末中的氧含量,用美國LECO公司的Cs-200紅外碳硫分析儀測定粉末中的碳含量。A粉末的理論密度、費氏粒度、氧含量和碳含量見表1。
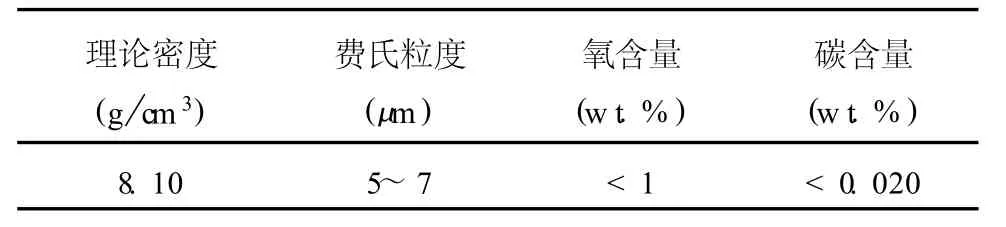
表1 A粉末的基本特性Table 1 Basic characteristics of powder A
2.2 A粉末的物相分析
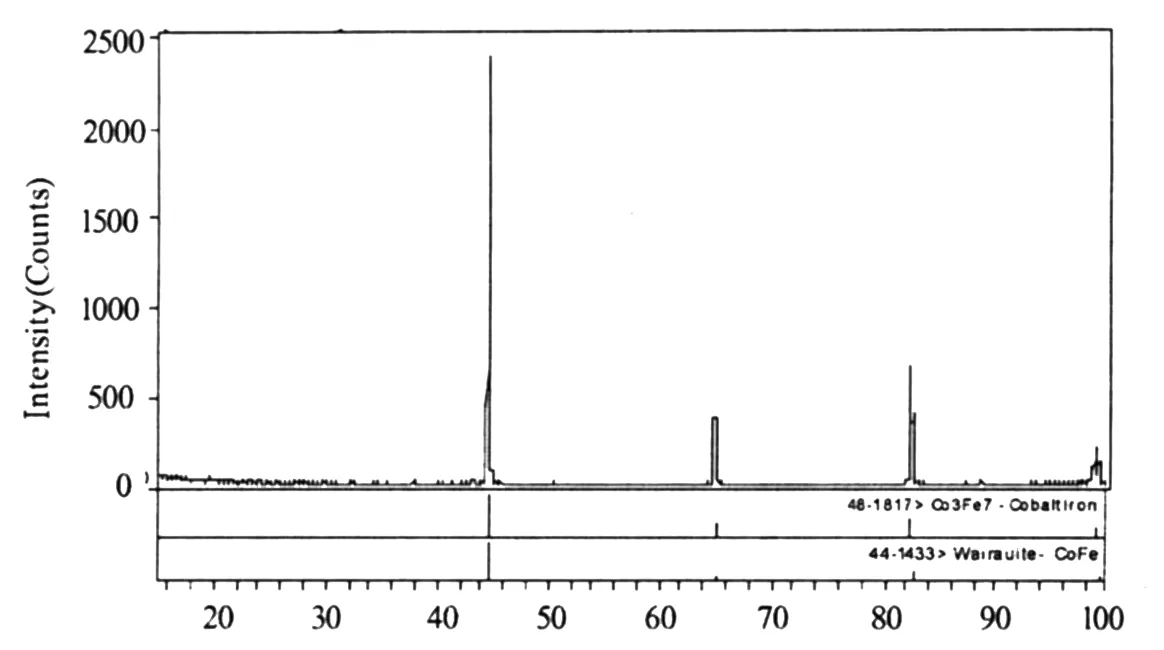
圖2 A粉末的X射線衍射圖譜Fig.2 XRD spectrum of pow der A
圖2是A粉末的X射線衍射圖譜。物相分析表明:A粉末由Co3Fe7(PDF卡片號:48-1817)和CoFe(PDF卡片號:44-1433)兩種物相組成,在制備過程中A粉末成功實現了合金化。
2.3 A粉末的SEM形貌
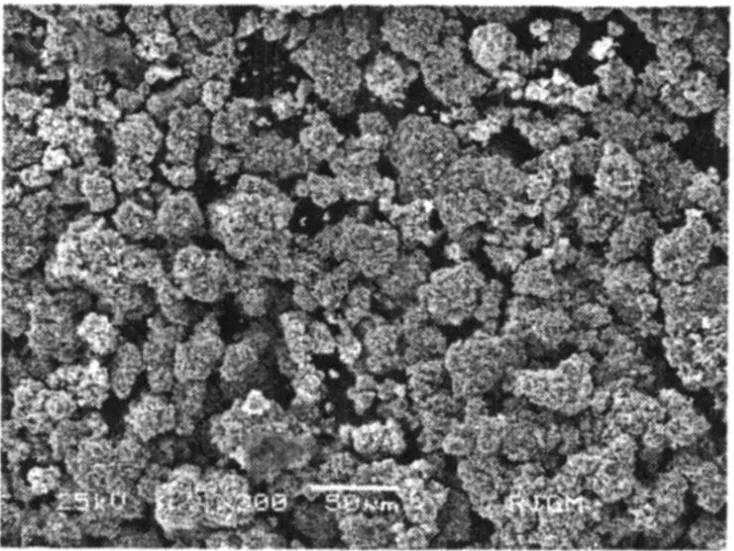
圖3 A粉末的SEM形貌(×300)Fig.3 SEM im age of pow derA(×300)
采用JM S-6460LV掃描電鏡觀察A粉末的微觀形貌,粉末的微觀形貌見圖3和圖4。A粉末的外形呈近球形,顆粒表面光滑,顆粒間形成聚合體。通過聚集方式得到的二次顆粒被稱為聚合體或聚集顆粒。實際上,聚合體有兩種形式,即所謂的團粒和絮狀體[3]。團粒是由單顆粒靠范德華力粘結而成的,其結合強度不大,用研磨、擦碎等方法或在液體介質中被分散成更小的團粒或單顆粒。絮狀體則是在粉末懸濁液中,由單個顆粒或二次顆粒結合成的更松軟的聚集顆粒。由圖3看到的是粉末的團粒,由圖4看到的是粉末的絮狀體。
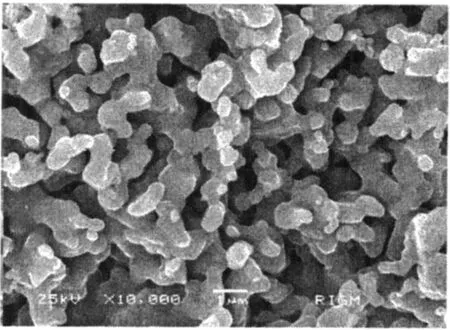
圖4 A粉末的SEM形貌(×10000)Fig.4 SEM image of powder A(×10000)
(下期續完)
[1] 姜榮超.激光焊接鋸片過渡層配方的選擇與研究[J].珠寶科技,2003,15(48):9.
[2] 劉一波,趙剛,等.En13236安全標準及其對中國金剛石工具行業的影響[J].金剛石與磨料磨具工程,2004(4):66-71.
[3] 黃培云,等.粉末冶金原理[M].北京:冶金工業出版社,2004:123.
Research and development of laser welding transition layer powder used for 50M n2V diamond saw b lade
QIN Hai-qing1,2,ZHOU Gui-qin2,WANG Jin-bao1,2,MENG Guang-hai1,2,LIYun-hai1,2,CHENG Liu2
(1.National Special mineral Materials Engineering Technology Research Center,Guilin,Guangxi 541004,China;2.Guangxi Key Laboratory of Super hard Material Research and Development,Guilin Research Institute of Geology for mineral Resources,Guilin,Guangxi 541004,China)
Designing performance,manufacture methods and basic parameters of laser welding transition layer powder A are presented in th is paper.Mechanical properties of powder A sintered samples,laser welding in tensity of transition layer A and transition layer made by a overseas company bonded with 50M n2V steel substrate are investigated.The results indicate that transition layer A sintered between 780℃and 880℃is better than transition layer of certaiNoverseas company in security and stabilization and can be applied for different working layers.Moreover,the welding in tensity of transition layer A has met and surpassed the BS En13236:2001 standard on safety.Therefore,the laser welding transition layer powder from the overseas can be rep laced by the powder A.
transition layer;laser welding;50M n2V;diamond saw blade
TQ 164
A
1673-1433(2010)03-0016-03
2010-05-10
秦海青(1979-),男,碩士,工程師。主要從事合金粉末的制備及金剛石工具制造方面的研究工作。E-m ail:qinhaiqing5218@163.com。
廣西科學基金(桂科青0832089);廣西科技開發計劃項目(桂科攻0992001-10)
