游離粒子輔助磨對鎳錳合金電鑄層表面質量及錳含量的影響
2010-10-18 11:03:59李學磊朱增偉
材料工程 2010年12期
李學磊,朱增偉,朱 荻
(南京航空航天大學,南京210016)
游離粒子輔助磨對鎳錳合金電鑄層表面質量及錳含量的影響
李學磊,朱增偉,朱 荻
(南京航空航天大學,南京210016)
利用一種新的電鑄技術——游離粒子輔助磨電鑄技術進行鎳錳合金的電鑄試驗。驗證了游離粒子的輔助摩擦研磨作用對鎳錳合金電鑄層的表面形貌、表面粗糙度、錳含量分布及電流效率的影響,并與傳統電鑄技術所制備的鎳錳合金電鑄層進行對比。結果表明:采用游離粒子輔助磨電鑄技術所制備的鎳錳合金電鑄層外觀光亮平整,表面粗糙度Ra由016μm降到0.05μm,晶粒得到了明顯的細化,由微米級尺度降低到150nm以內;電流效率由80%左右增至96%;另外,通過調節陰極旋轉速度可以改變電鑄層中錳含量,隨著陰極轉速的提高電鑄層中錳含量增加,當超過一定轉速時,錳含量開始下降。
電鑄;摩擦;鎳錳合金;游離粒子
鎳錳合金在高溫情況下具有良好的強度和延展性,在航空航天領域具有獨特的應用前景,如在制造具有特殊結構的先進航天發動機推力室時,電鑄鎳錳合金可用于形成推力室身部的外壁。與單金屬材料鎳相比,錳作為一種去硫劑,可使鎳錳合金在高溫下的抗硫脆性得到改善,高溫塑性大幅度提高,可焊性也得到明顯的改善[1,2]。但是,如果電鑄層中的錳含量不均勻或者含量過高,會造成電鑄層的內應力過大,甚至導致零件的開裂。由于尖端放電效應影響,電鑄層表面容易產生積瘤等缺陷,造成電鑄層均勻性差,整體沉積速度下降,以及錳含量分布的不均勻。另外,在電鑄鎳錳合金過程中,會有氫氣從陰極表面析出,并以氣泡的形式滯留在陰極表面,阻礙金屬繼續沉積,造成電鑄件表面出現麻點、針孔等缺陷,使電鑄層的物理、力學性能下降;這些問題的存在嚴重阻礙了鎳錳合金電鑄工藝技術整體水平的提高及電鑄技術的應用和發展。
國內外學者進行的大量研究主要集中在電鑄液的配方和脈沖電源參數的選擇上。通過在電鑄液中添加微量的整平劑、光亮劑等有機添加劑來達到去除氣泡,使沉積層平整,細化晶粒和改善電鑄層的力學性能。但是,過于復雜的配方對于電鑄來說有其不足之處,當電鑄層需要很厚時,在長時間的電鑄過程中許多添加劑會有明顯消耗,電鑄液成分發生變化,從而影響電鑄層的質量,電鑄液的維護也非常困難。研究人員更加傾向于通過改進電源形式以及工藝參數方式來改善合金電鑄層的性能。楊建明[1]等采用高頻脈沖、高速沖液和加入添加劑的方法得到了納米級鎳錳合金電鑄層。Hadian[3]等研究了脈沖電鍍的工藝參數對Ni和Ni2Fe合金鍍層性能的影響。Tury[4]等使用不同的脈沖參數,電沉積Ni2Co合金鍍層。Ghosh[5]研究了檸檬酸鍍液中脈沖電沉積Ni2Cu合金鍍層及脈沖參數對合金組成的影響,并通過準確控制脈沖電流參數得到了晶粒尺寸為2.5~28.5nm的Ni2Cu合金鍍層,其硬度比直流獲得的鍍層高,且內應力低,耐蝕性能好。M uller[6]等采用脈沖、正反脈沖和疊加電流的形式進行Zn2M n合金電鑄。本工作采用了一種新型的電鑄技術——游離粒子輔助磨電鑄成形技術[7],利用直流電源,在不施加任何添加劑的標準電鑄液中進行鎳錳合金電鑄試驗,以此來減少電鑄層表面缺陷,提高沉積電流效率,并研究游離粒子輔助磨電鑄對錳含量分布的影響規律。
1 實驗裝置及原理
實驗裝置示意圖如圖1所示,調速電機帶動陰極芯模在一鏤空的內筒中旋轉,內筒的外壁和底部均用滌綸布密封;內筒和陰極芯模之間填充的硬質粒子完全覆蓋芯模表面;顆粒狀陽極鎳圍繞內筒放置,并與內筒一起置于電鑄槽內。在電沉積過程中,陰極芯模作旋轉運動,將帶動周圍的硬質粒子不斷涌動。游離的硬質粒子不斷磨擦和撞擊陰極表面,可以及時消除吸附在陰極表面的氣泡,對已形成的電鑄層起到磨擦、拋光作用,防止結瘤等缺陷的出現,同時,可以對已經形成的結瘤等微觀凸起產生機械研磨和拋光作用,從而抑制結瘤繼續長大;并對電鑄液具有局部攪拌的作用,促進電鑄液更新,從而達到改善電鑄層的質量,提高沉積速度,其作用原理示意圖如圖2所示。
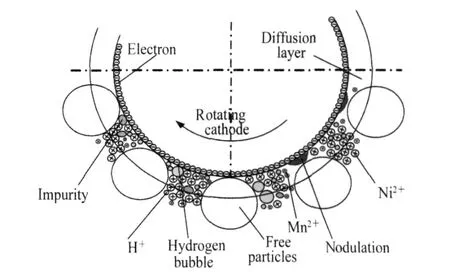
圖2 游離粒子輔助磨電鑄原理示意圖Fig.2 The p rinciple schematic diagram of abrasion2assisted electroforming w ith free particles
在實驗中,陽極采用專用電鍍鎳球,直徑為<8~12mm,可以在電鑄過程中不斷補充電鑄液中鎳離子的消耗,而錳離子的消耗量很少,在一定的沉積時間內對其濃度的影響不大,可以定時進行補充。鎳球在使用前,在添加清洗劑的溶液中用超聲波清洗機進行清洗,然后用蒸餾水洗凈后使用。硬質粒子選用直徑為<0.5~2mm的陶瓷球,經蒸餾水反復沖洗,烘干后使用。陰極采用<25mm的不銹鋼棒,實驗前進行拋光、除油、清洗處理。電鑄液成分為氨基磺酸鎳400g/L,氨基磺酸錳5~15g/L,氯化鎳15g/L,硼酸30g/L,試劑均采用分析純,用去離子水配制。電鑄用電源采用杭州精測有限公司生產的JC17530型直流電源。實驗時,電鑄層達到一定厚度后隨同陰極一起從夾具中取出,經清洗、干燥后使用Mahr Perthometer M 1型測試儀進行表面粗糙度測試。然后,將電鑄層剝落進行稱重和表面形貌、錳含量的檢測,所用的儀器分別為M ETTLER AE240型精密分析天平,JSM 26300型掃描電鏡和Agilent23510原子吸收分光光度計。
2 結果與分析
2.1 鎳錳合金電鑄層的微觀組織結構
圖3為鎳錳合金鑄層的SEM照片。從圖3中可以明顯看出,采用傳統電鑄方法所得到的鎳錳合金電鑄層顆粒較為粗大,大小不均勻,有明顯的晶界,大的顆粒之間夾雜著許多細小顆粒;而采用游離粒子輔助磨電鑄技術所得到的電鑄層微觀表面非常致密,顆粒大小分辨不清,沒有明顯的晶界,且微觀表面上伴有磨擦過的痕跡。圖4為鎳錳合金鑄層的TEM照片,從圖4可以看出,游離粒子輔助磨電鑄技術所得電鑄層的晶粒分布較均勻,尺寸大小在150nm之內,晶粒邊界垂直。從對應的衍射花樣也可以看出,參與衍射的斑點明顯增多,衍射環接近連續,衍射斑點較均勻地分布在衍射環的同心圓上。而采用傳統電鑄方法所得到的電鑄層晶粒大小不一,微米級晶粒之間夾雜著細小的晶粒,晶粒和晶界均存在扭曲現象,所對應的衍射花樣為少量的、斷斷續續的衍射斑點,不均勻地分布在衍射環的同心圓上。從上述現象可以得出:(1)摩擦痕跡說明硬質粒子在電鑄過程中對電鑄層表面存在摩擦和微量磨削作用,可以起到拋光、除瘤的作用;(2)游離粒子輔助磨電鑄得到的電鑄層晶粒較為細小,說明硬質粒子的擾動作用能夠增加形核活化點,使形核速度大于晶核長大的速度,從而細化了電鑄層晶粒。
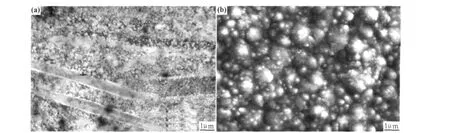
圖3 鎳錳合金電鑄層的SEM照片(200r/min,4A/dm2) (a)游離粒子輔助磨電鑄工藝;(b)傳統電鑄工藝Fig.3 SEM images of Ni2M n alloy(200r/min,4A/dm2) (a)abrasion2assisted electroforming w ith free particles;(b)traditional electroforming
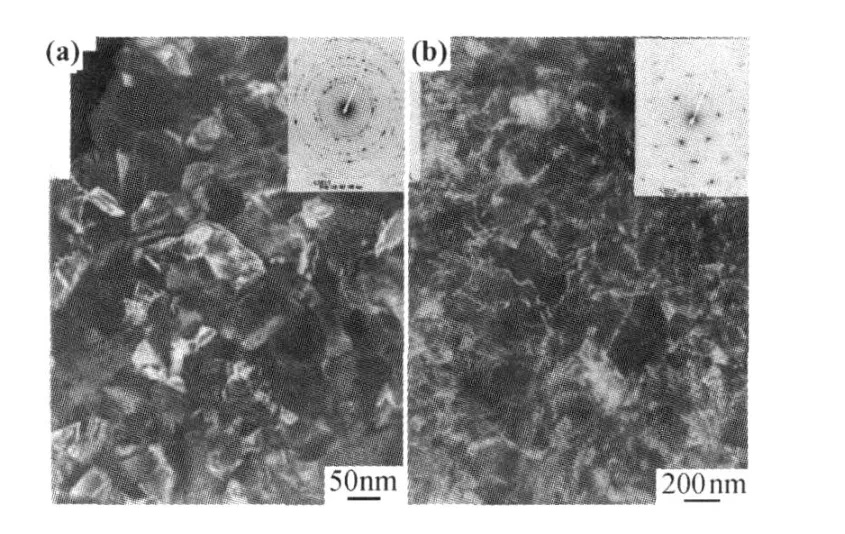
圖4 鎳錳合金電鑄層的TEM照片(a)游離粒子輔助磨電鑄工藝;(b)傳統電鑄工藝Fig.4 TEM images of Ni2M n alloy (a)abrasion2assisted electroforming w ith free particles; (b)traditional electroforming
2.2 工藝參數對錳含量的影響
2.2.1 電流密度對錳含量的影響
圖5為電鑄層中錳含量隨工藝參數變化的情況。從圖5(a)可知,錳含量隨著電流密度的增加呈上升趨勢,當電流密度增大到一定數值時,錳含量降低。這主要是由于電沉積過程中電流密度的增加使陰極極化增大,陰極電位進一步向負方向移動,從而有利于電極電位較低的錳的沉積。當電流密度增大到一定程度時,由于擴散層中的錳離子消耗加快,消耗了的錳離子得不到及時補充,從而使錳含量反而開始下降。從圖5中還發現:在較低電流密度時,游離粒子輔助磨電鑄得到的鎳錳合金電鑄層中的錳含量要低于傳統電鑄。這是因為:游離粒子輔助磨電鑄過程中硬質粒子能夠減少析氫量,并且會使已生成的氫氣遠離陰極表面,按照Malone[8]的觀點,陰極上產生的氫原子作為一種強的還原劑,將錳離子還原為錳原子而進入沉積層,或者說氫能以某種方式降低還原電位而促進錳的還原,氫的減少將阻礙此反應的順利進行,因此會出現在低電流密度下傳統電鑄的錳含量要高于游離粒子輔助磨電鑄技術的錳含量。而在較高電流密度時,錳離子的消耗量加劇,游離粒子對電鑄液的攪拌和擾動作用開始顯現。所以,當電流密度超過6A/dm2時,電鑄層中的錳含量要高于傳統電鑄所得到的電鑄層中的錳含量。
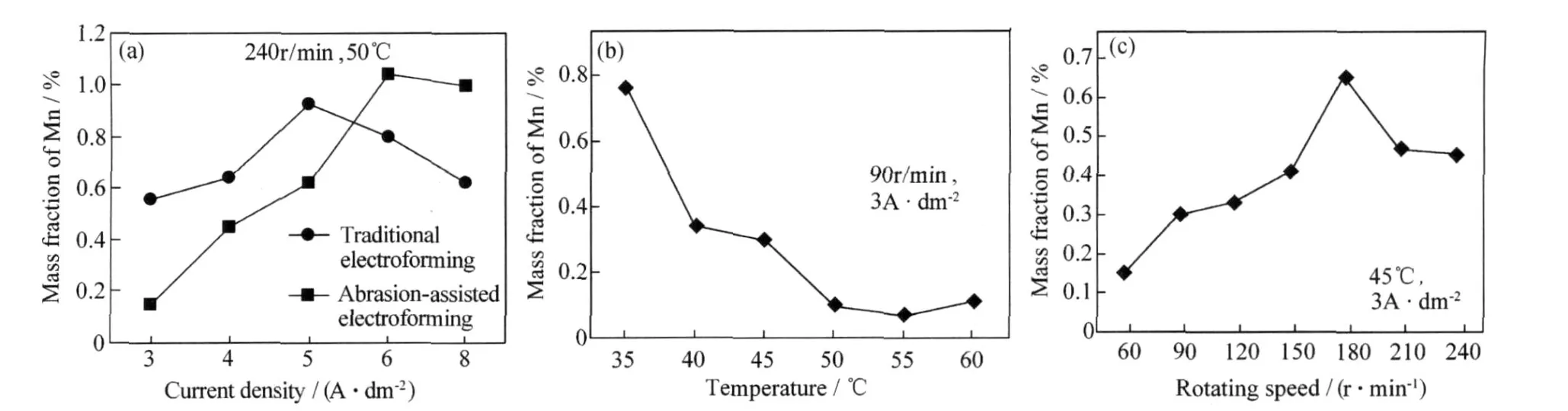
圖5 電鑄層錳含量與工藝參數的關系 (a)電流密度;(b)溫度;(c)轉速Fig.5 Relationship of manganese contents and p rocess parameters: (a)current density;(b)temperature;(c)rotating speed
2.2.2 溫度和陰極運動對錳含量的影響
圖5(b)為電鑄層中錳含量與溫度的關系圖,由圖5(b)可知,隨著溫度的升高錳含量逐漸減少。這是因為隨著溫度的升高,溶液的黏度系數下降,增加了擴散和對流的速度,使陰極擴散層內放電離子的濃度升高。溫度升高時,擴散層內原來優先沉積而使濃度降低較多的鎳離子能得到更好補充,這樣更有利于鎳的沉積。由錳含量與陰極旋轉轉速的關系圖5(c)可以看出,隨著轉速的提高,錳含量呈上升趨勢。轉速越高,電沉積層與硬質粒子的相對運動越劇烈,即硬質粒子的擾動作用越強,對電鑄液的更新作用越明顯,能夠及時補充消耗掉的錳離子。從而使電鑄層中的錳含量隨著轉速的增加不斷提高。但是當轉速超過180r/min時,錳含量出現拐點,呈下降趨勢,這可能是由于,隨著陰極轉速的提高,硬質粒子與陰極之間的相互作用加強,必將產生一定的熱量,使作用區域附近的溫度升高。而根據圖5(b)中錳含量與溫度的關系可以看出,當溫度升高時,錳含量相對降低。
2.3 電鑄層的表面粗糙度
圖6為兩種不同電鑄方法得到的電鑄層表面粗糙度與陰極旋轉速度的關系圖。實驗用芯模表面粗糙度Ra控制在0.32μm左右。兩種電鑄層外表面的表面粗糙度都隨著轉速的提高,不斷減小;傳統電鑄所得到電鑄層的Ra在0.6μm左右,明顯高于陰極芯模的原始粗糙度;而采用游離粒子輔助磨電鑄所得到的鎳錳合金電鑄層的Ra在0.2μm以下,當轉速高于180r/ min時,Ra在0.05μm左右。結果表明,游離粒子輔助磨電鑄技術中,粒子的加入對電鑄層表面起到拋光和研磨作用,能夠有效減小電鑄層表面粗糙度,降低芯模本身的粗糙度對電鑄層的影響。
2.4 磨擦輔助電鑄對合金電鑄電流效率的影響
電流效率η是指所獲得電鑄層的實際質量與其理論值之比。其表達式如式(1)所示,其主要的影響因素為實際電沉積金屬的質量,而沉積金屬的質量又與副反應有關。

式中:m′為電鑄層的實際質量(g);m為電鑄層的理論質量(g);I為電流密度(A·dm-2);t為電鑄時間(s); q為合金電化當量(g·A-1·s-1)。
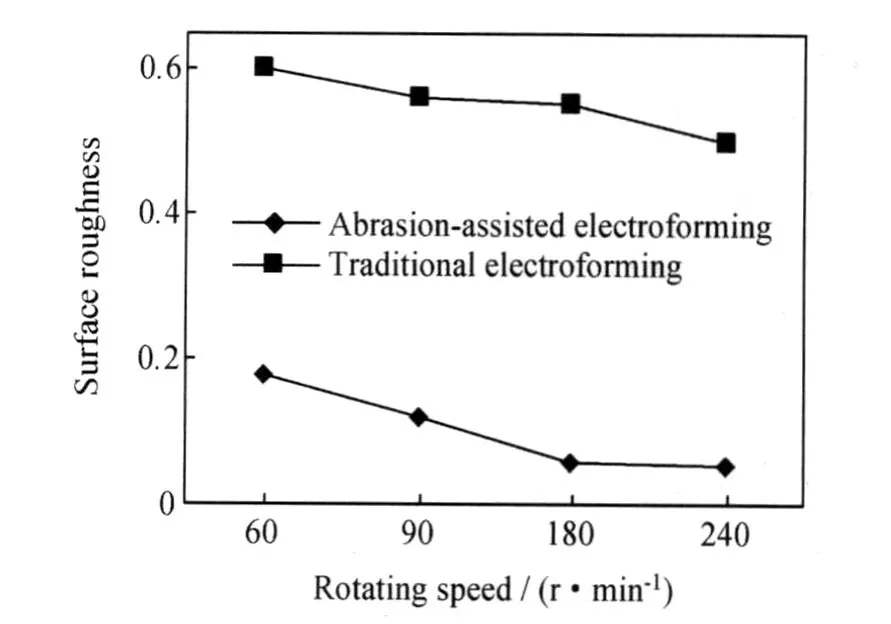
圖6 電鑄層表面粗糙度與芯模轉速的關系Fig.6 Relationship of surface roughness and rotating speed
圖7為電流效率與電流密度的關系。由圖7可以看出,電流效率隨電流密度的增加而提高。這主要是由于隨著電流密度的提高,陰極過電位得到相應的提高,使之向有利于金屬沉積電位的方向發展,從而相對減少了氫在陰極的析出。另外,與傳統電鑄相比游離粒子輔助磨電鑄得到的金屬的沉積量相對增加,電流效率明顯提高(由80%提高到96%),其主要原因是陰極附近的金屬陽離子放電還原,被迅速消耗,溶液本體中的金屬陽離子來不及補充,為氫離子的反應提供更有利的條件,析氫反應更加劇烈,而游離粒子輔助磨電鑄過程中游離粒子的擾動作用能及時更新電鑄液,及時補充消耗的金屬陽離子,可以減少副反應的發生;另外,游離粒子不斷摩擦陰極表面,能夠剝離吸附在陰極表面的吸附氫,不導電的硬質粒子覆蓋在陰極表面上,使陰極瞬間的待鑄面積減小,實際電流密度得到了提高,也能起到提高陰極過電位的效果,從而也減少了副反應的發生,提高了電流效率。
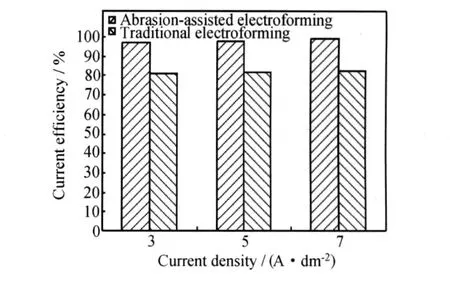
圖7 電流效率與電流密度的關系Fig.7 Relationship of current efficiency and current density
3 錐體結構件的電鑄試驗
圖8為在電鑄條件完全相同的條件下,用不同電鑄方法得到的鎳錳合金表面形貌照片以及對電鑄層不同位置進行錳含量的檢測結果。從圖8(a),(b)中可以看出,采用傳統電鑄方法所得到的鎳錳合金電鑄層表面灰暗,布滿了麻坑和針眼;而采用游離粒子輔助磨電鑄所得到的電鑄層的表面非常光亮平整,接近于鏡面。結果表明在游離粒子輔助磨電鑄過程中,旋轉陰極帶動其附近的硬質粒子不斷運動,使硬質粒子對陰極表面產生一定的作用力(研磨、擠壓和碰撞)。硬質粒子的研磨作用會對沉積層產生微量磨削,防止結瘤的產生,并且對電沉積層表面進行拋光使其光亮平整;硬質粒子的摩擦、擠壓和碰撞作用能有效地去除駐留在陰極表面的吸附氫氣泡,避免麻坑和針眼的產生。圖8(c)為圖8(b)圓錐形電鑄層不同位置上的錳含量分布圖,可以看出,采用兩種方法得到的電鑄層中錳含量分布均出現兩端含量高,中間含量低且較為均勻的現象。這主要是因為尖端放電的緣故,在陰極兩端電場相對較強,根據圖5(a)的實驗結果,隨著電流密度的增加,錳含量將增加。但采用游離粒子輔助磨電鑄工藝得到的電鑄層的錳含量分布比傳統電鑄工藝要均勻得多,其錳含量分布波動小。
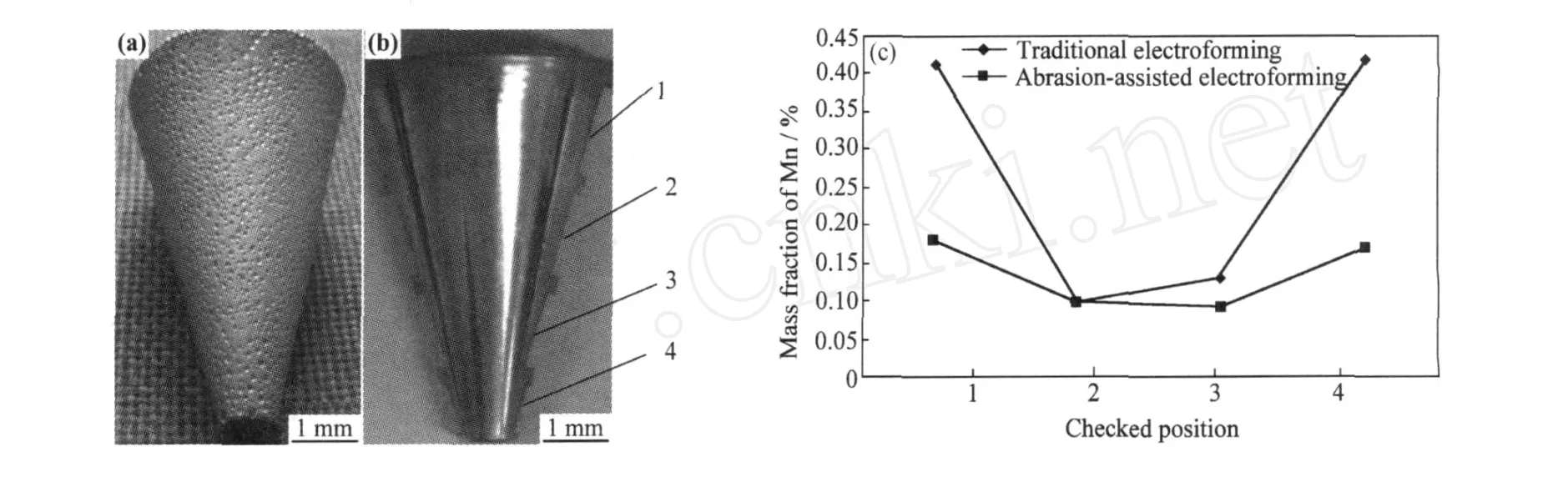
圖8 鎳錳合金電鑄層的表面形貌及錳含量分布圖 (a)傳統電鑄工藝;(b)游離離子輔助磨電鑄工藝;(c)錳含量分布圖Fig.8 Morphology of Ni2Mn alloy and the distribution map of manganese contents (a)traditional electroforming; (b)abrasion2assisted electroforming with free particles;(c)distribution map of manganese contents
4 結論
(1)在不添加任何添加劑的情況下,游離粒子輔助磨電鑄技術所得到的鎳錳合金電鑄層表面近似鏡面,無任何麻點和針孔,表面粗糙度Ra在0.05μm左右,晶粒尺寸在150nm以內。
(2)在游離粒子輔助磨鎳錳合金電鑄層中,錳含量隨著溫度的升高而降低。在低電流密度情況下,隨著沉積電流密度的增大而增加,當電流密度超過一定范圍時,錳含量逐漸降低;在較低電流密度時,游離粒子輔助磨電鑄得到的鎳錳合金電鑄層中的錳含量要比傳統電鑄低,當電流密度超過一定值時,錳含量要高于傳統電鑄;另外,陰極旋轉速度對錳含量有非常明顯的影響,隨著陰極轉速的提高電鑄層中錳含量增加,當超過一定轉速時,錳含量開始下降,因此,可以通過調節陰極旋轉速度來改變電鑄層中錳含量。
(3)用游離粒子輔助磨電鑄方法得到的鎳錳合金電鑄層的電流效率明顯要高于傳統電鑄,由80%左右提高到96%以上。
[1] 楊建明,朱荻,曲寧松,等.納米晶鎳錳合金的脈沖電鑄研究[J].中國機械工程,2003,14(22):1974-1977.
[2] YANG N Y C,HEADLEY T J,KELL Y J J,et al.Metallurgy of high strength Ni2M n microsystem s fabricated[J].Scrip ta M a2 terialia,2004,51(8):761-766.
[3] HAD IAN S E,GABED R.Residual stresses in electrodepositsof nickel2iron alloys[J].Surface and Coatings Technology,1999,122 (2-3):118-135.
[4] TURY B,LA KA TOS2VARASANYIM,ROY S.Ni2Co alloys plated by pulse currents[J].Surface and Coatings Technology, 2006,200(24):6713-6717.
[5] GHOSH S K,GROVER A K.Nanocrystalline Ni2Cu alloy plating by pulse electrolysis[J].Surface and Coatings Technology,2000, 126(1):48-63.
[6] MULLER C,SARRET M,ANDREU T.Zn2Mn alloysobtained using pulse,reverse and superimposed current modulations[J]. Electrochimica Acta,2003,48(15):2397-2404.
[7] ZHU Di,ZHU Zeng2wei,QU Ning2song.Abrasive polishing as2 sisted nickel electroforming p rocess[J].CIRP Annals2manufac2 turing Technology,2006,55(1):193-196.
[8] MALONE G A,W INKELMAN D M.High performance alloy electroforming[D].NASA2N 89216041,1989.
Effect of Abrasion2assisted Electrofo rming w ith Free Particles on Surface Quality and M n Content of Ni2M n A lloys
L IXue2lei,ZHU Zeng2wei,ZHU Di
(Nanjing University of Aeronautics&A stronautics,Nanjing 210016,China)
The Ni2M n alloy w as electrofo rmed by using the dissociating hard particles to imp rove the quality of electroformed layer.Morphology,surface roughness,M n content in the electroformed layer and current efficiency were measured and analyzed.In a comparison w ith the samp les conducted by traditional electroformingmethod,the abrasion2assisted electroforming way offered bright and smooth surface across the Ni2M n layer w ith the obvious imp rovement that surface roughness decreased to 0105μm from 0.6μm,the size of crystal grains was considerably fined to less than 150nm from mi2 crometer2scale and the current efficiency w as largely raised from 80%to 96%.The results show that the M n content in the deposited alloy layer can be raised w ith the increase of cathode ro tating speed in a certain range,but decreased out of this range.
electroforming;abrasion;Ni2M n alloy;free particle
TQ153.4
A
100124381(2010)1220014205
航空科學基金資助項目(2009ZE52048);國家自然科學基金資助項目(50975143);江蘇省高校自然科學重大基礎研究資助項目(09KJA 460001)
2009211229;
2010206203
李學磊(1979—),男,博士研究生,研究方向:特種加工,聯系地址:江蘇省南京市御道街29號南京航空航天大學機電學院B320教研室(210016),E2mail:lxl781110@nuaa.edu.cn