大豆蛋白擠壓蒸煮處理過程中系統功耗的研究
2010-11-04 13:55:33王偉光劉俊榮張筱瀟趙艷秋
中國糧油學報 2010年6期
王偉光 劉俊榮 梁 佳 張筱瀟 趙艷秋 辛 草
(大連海洋大學食品工程學院,大連 116023)
大豆蛋白擠壓蒸煮處理過程中系統功耗的研究
王偉光 劉俊榮 梁 佳 張筱瀟 趙艷秋 辛 草
(大連海洋大學食品工程學院,大連 116023)
利用雙軸擠壓蒸煮機處理大豆蛋白,考查了擠壓操作參數對擠壓系統參數的影響。采用可旋轉的中心組合設計,以螺桿轉速(X1)、腔體溫度(X2)及系統供水率 (X3)為輸入變量,以擠壓蒸煮系統的運行電流(I)為響應變量,探索在蛋白質擠壓蒸煮處理過程中擠壓參數與系統功耗的關系。結果表明:螺桿轉速的變化對系統的比能值影響不大,隨著系統進水率的不斷減小,系統的比能值逐漸變大,腔體溫度對系統比能值的變化影響顯著。得到擠壓操作參數 (X1、X2、X3)與系統功耗 (y)的擬合模型為:y=3 242+0.29x1-1.45x2-2.18x3+0.98x1x2-0.50x1x3-1.37x2x3+0.46+2.05+1.35。
大豆蛋白 擠壓蒸煮 擠壓參數 比能
食品擠壓技術是多學科交叉所產生的一門高新技術。擠壓蒸煮作為一種高溫短時的加工方法,能夠將輸送、壓縮、混合、蒸煮、變性、殺菌、膨化、成型等多種操作單元同時完成。它具有連續的高溫高壓加工、短時無損處理、高效的生化反應器特性、高質量和高效率的殺菌效果、擠壓產品清潔衛生。因此,經過半個多世紀的發展,擠壓—蒸煮在食品、糧油、發酵、飼料、醫藥等工業部門的應用,日益廣泛[1-3]。近年來,雙軸擠壓技術在低值魚深加工方面的研究越來越受到關注[4-5]。
擠壓蒸煮系統的功耗一般用比能來表示,比能是指擠壓系統處理單位質量物料時所消耗的能量。比能直接反映了擠出功率即能量消耗的大小,同時也間接反映了擠出過程中剪切作用的強弱和熔體黏度的高低,是擠壓過程系統穩定的重要因素。另一方面,由于比能能夠準確反映系統能量的利用率,因此也是評價整機性能的重要技術經濟指標。
以大豆蛋白為原料進行雙軸熱塑擠壓蒸煮組織化處理,探索中高水分下蛋白質擠壓組織化過程中功耗變化規律,通過研究蛋白質擠壓組織化過程中擠壓操作參數對系統功耗的關系模型,為蛋白質高水分擠壓組織化過程有關功耗問題的研究提供基礎參考[6-8]。
目前國內外對食品擠壓系統功耗的研究尚不是很多,對系統功耗規律的研究可能得到非設備專一性的普遍適用的方法,擠壓蒸煮系統功耗問題的研究是中試以至放大生產的重要前提[9]。
1 材料與方法
1.1 試驗材料
大豆脫脂粉:安陽漫天雪蛋白有限公司,粗蛋白52.3%,粗脂肪 1.0%,水分 6.2%,沙礫 0.02%,菌落總數 4 000個/g,色澤微黃。
1.2 主要設備
CLEXTRAL-BC45型同向旋轉完全嚙合自潔式的雙軸擠壓蒸煮機,主要技術參數為:有效工作螺桿長為 1 000 mm,長徑比為 18/1,其擠壓系統呈積木式結構特征,由 13組螺旋元件,一對花鍵芯軸,5段腔體構成。每個腔段長為 200 mm。模頭系統為共有 8個出口直徑為 4 mm的圓形模孔,本試驗采用兩個模孔。
1.3 系統功耗
比能,俗稱 S ME,即消耗單位質量原料系統所消耗能量的大小,是衡量一個系統穩定、高效與否的一個重要指標。針對本系統 S ME的計算如下:

式中:y為比能 S ME/kWh/kg;P為消耗的功率/ kW;C為供料速度 /kg/h;450為額定電壓/V;I為運行電流值/A;R為螺桿轉速/r/min;612為最大螺桿轉速/r/min。
1.4 方案設計
擠壓蒸煮系統是一個多輸入多輸出的系統,作為同向旋轉的雙軸擠壓蒸煮機又是一個高效的生物反應器,是一個典型的黑箱模型。針對黑箱模型的特點,采用可旋轉的中心組合設計方法進行試驗設計[10-14],以螺桿轉速 (X1)、腔體溫度 (X2)、系統供水率(X3)作為自變量,每個變量有 5個水平,見表 1。

表1 各變量實際數值和代碼對照表
1.5 統計分析
采用DESIGN EXPERT 7.1.1分析軟件對數據進行分析處理。
2 結果與討論
2.1 擠壓操作參數與擠壓系統功耗的關系模型
按照可旋轉的中心組合試驗設計方案,中心點進行6次重復試驗,共進行了 20組處理,測得系統在蛋白質擠壓蒸煮過程中的系統運行電流,再根據比能方程(1)計算相應的比能 Y,結果見表 2。

表 2 二次回歸旋轉組合設計試驗安排及結果表
利用DESIGN EXPERT 7.1.1對表2進行統計分析,得到大豆蛋白擠壓處理過程中擠壓操作參數與系統功耗的擬合模型(2):

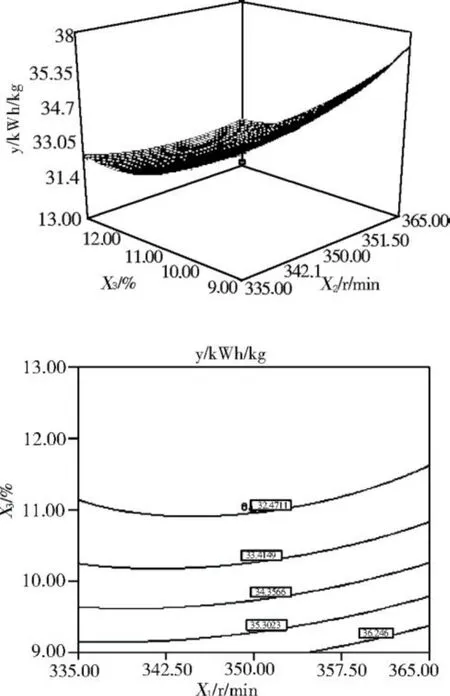
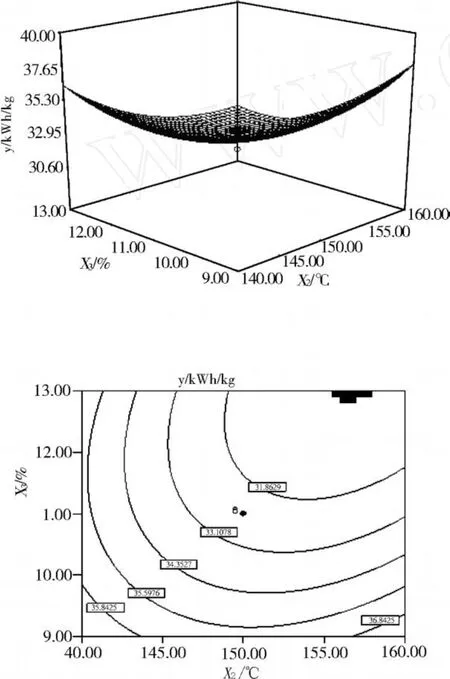
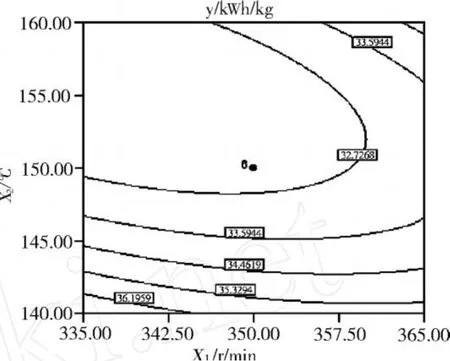
對擬合模型所進行的方差分析(表 3)結果表明,腔體溫度(X2)和螺桿轉速二次項 (X12)對系統的比能值 (Y)影響較顯著 (0.01 表3 操作參數對 S ME的影響效果的方差分析結果 由圖 1可知,在系統進水率一定的條件下,隨著螺桿轉速的增加系統的比能值是呈逐漸減小的趨勢,但是減小的幅度很小。由圖 2可知,在腔體溫度一定的條件下,隨著螺桿轉速的增加系統的比能值是一個逐漸增大的過程,但是增大的幅度很小。可見,螺桿轉速的變化對系統的比能值影響不大,和方差分析結果吻合。 由圖 3可知,在腔體溫度一定的條件下,在較大的進水率條件下,系統的比能值變化不大,在較小的進水率的條件下,系統的比能值增大的幅度較大。由圖 4可知,在系統螺桿轉速一定的條件下,隨著進水率的不算減小,系統的比能值迅速變大。可見,隨著進水率的不斷減小系統的比能值逐漸變大。 圖1 螺桿轉速和腔體溫度對比能的影響 圖 2 螺桿轉速和進水率對比能的影響 圖 3 進水率和螺桿轉速對比能的影響 圖 4 進水率和腔體溫度對比能的影響 由圖 5可知,在螺桿轉速一定的條件下,在較低的腔體溫度下,系統的比能值逐漸減小,在較高的腔體溫度下,系統的比能值又迅速變大。由圖 6可知,在系統進水率一定的條件下,在較高的腔體溫度下,系統的比能值變化不大,在較小的腔體溫度下,系統的比能值變大的趨勢明顯。可見,腔體溫度對系統比能值的變化影響顯著,和方差分析結果一致。 圖 5 腔體溫度和進水率對比能的影響 圖6 腔體溫度和螺桿轉速對比能的影響 通過可旋轉的中心組合設計考查了大豆蛋白在濕擠壓組織化過程中擠壓操作參數對系統功耗的影響以及它們之間的關系,結果表明:螺桿轉速的變化對系統的比能值影響不大;隨著進水率的不斷減小系統的比能值逐漸變大;腔體溫度對系統比能值的變化影響顯著;擠壓操作參數 (X1、X2、X3)與系統響應參數(比能值 y)的擬合模型為: 志謝:大連水產學院食品工程學院,食品科學與工程 2005級黃西龍、王剛、程珍珠、孔楠楠同學參加了部分研究工作。 [1]張裕中,王景.食品擠壓加工技術與應用[M].北京:中國輕工業出版社,1998:1-23 [2]路紅波,劉俊榮.熱塑擠壓蒸煮對魚肉蛋白質營養價值的影響初探[J].水產科學,2005,24(2):29-30 [3]劉俊榮,王勇.熱塑擠壓蒸煮技術在魚蛋白綜合開發方面的應用[J].漁業現代化,2006,22(2):42-44 [4]劉俊榮,薛長湖,佟長青,等.魚肉蛋白質熱塑擠壓組織化中過程參數的優化模型[J].水產學報,2005,29(5):700-705 [5]劉俊榮,薛長湖,佟長青,等.魚肉蛋白質擠壓過程中操作參數對擠出物水分含量及堆積密度的影響[J].水產學報,2006,30(6):818-823 [6]劉俊榮,薛長湖,佟長青,等.魚肉蛋白質在雙軸濕擠壓過程中系統運行穩定性的擬合模型[J].水產學報,2005,29 (2):258-262 [7]劉俊榮.魚肉蛋白質組織化方法的研究與應用 [J].大連水產學院學報,1998,13(3):72-78 [8]魏益民,康立寧,張波,等.高水分大豆蛋白組織化生產工藝和機理分析 [J].農業工程學報,2006,22(10):193-197 [9]Harper J M.Extrusion texture of foods[J].Food Techno1, 1986,40(3):70-76 [10]maki C,Hawrysh R T,Hardin R T,et al.Response surface methodology in the development of rice flour yeast breads: sensory evalution[J].Food Science,1991,(56):751-759 [11]王洪武.大豆蛋白質雙螺桿擠壓加工工藝參數對系統參數的影響[J].中國油脂,2005,30(9):28-30 [12]R.Chinnas wamy著.實驗設計與分析[M].汪仁宮譯.北京:中國統計出版社,1998:589-640 [13]陶田飛.實驗設計與統計分析[M].北京:中國化工出版社,1998:188-221 [14]Kokini J.L.Food extrusion science and technology[M]. New York:Marcel Inc,1992:619-630. Relation of Extrusion Parameters and SpecificMechanical Energy inWet Extrusion Cooking of Protein WangWeiguang Liu Junrong Liang Jia Zhang Xiaoxiao Zhao Yanqiu Xin Cao Soy protein was taken as raw material to investigate the specific mechanical energy(S ME)during twin screw wet extrusion cooking using central composite design.Three main processing parameterswere taken as in2 put variables including screw speed(X1),barrel temperature(X2)and water supply rate(X3);running current (I)was observed as response variable of the extrusion cooking system and S ME was analyzed based on them.Re2 sults:Screw speed has little effect on S ME.Reducingwater supply rate results in increase of S ME.Barrel tempera2 ture has significant influence on S ME.The fitting equation bet ween the three main processing parameters and S ME was obtained as follows: y=3 242+0.29x1-1.45x2-2.18x3+0.98x1x2-0.50x1x3-1.37x2x3+0.46+2.05+1.35 soy protein,wet extrusion cooking,processing parameters,specific mechanical energy TS203 文獻標識碼:A 文章編號:1003-0174(2010)06-0037-05 國家科技支撐計劃(2008BAD94B00),遼寧省海洋與漁業廳科研計劃(200913) 2009-07-10 王偉光,男,1984年出生,碩士,水產品加工及貯藏工程 劉俊榮,女,1962年出生,教授,碩士生導師,水產品加工及貯藏工程
2.2 螺桿轉速對比能的影響
2.3 進水率對比能的影響



2.4 腔體溫度對比能的影響
3 1結論

(DaLian Ocean University,Depar tment of Food Engineering,Dalian 116023)
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
