鑄造模具的模塊結構圖及總體框架
2010-11-04 13:59:56煙臺工程職業技術學院山東煙臺市264006
中國鑄造裝備與技術 2010年3期
趙 梅(煙臺工程職業技術學院,山東煙臺市 264006)
鑄造模具的模塊結構圖及總體框架
趙 梅(煙臺工程職業技術學院,山東煙臺市 264006)
討論了參數化設計系統的基本原理,構建了鑄造模具工藝裝備系統的總體框架和模樣系統、澆注系統、冒口系統、工裝系統各個分系統的結構組成。
模塊化設計;鑄造模具
當今企業要想在日益激烈的市場競爭中立于不敗之地就必須快速響應市場和用戶對新產品的需求,因而要盡量縮短新產品的研制周期,最大限度地利用已有設計成果,修改不合要求的部分是最快速、最有針對性的辦法。探索以繼承為基礎的快速設計方法、原理和規范一直是產品設計領域的研究重點。基于特征的參數化、變量化設計和模塊化設計就是其中具有典型代表意義的設計方法和關鍵技術。
參數化設計是規格化、系列化產品設計的一種簡單、高效、優質的設計方法。參數化設計具有這樣一些特質:用輪廓體現設計思想,尺寸驅動,尺寸合理性檢查,單一數據庫。目前,一些三維CAD設計系統都提供了參數化、變量化產品造型功能。
所謂模塊化設計,即在對產品進行功能分析的基礎上,劃分并設計出一系列相對通用的功能模塊,通過模塊的選擇和組合可以構成不同功能或相同功能不同性能規格的產品,以滿足市場的需求。采用模塊化設計方法可以解決產品品種、規格與設計制造周期和生產成本之間的矛盾,也為產品的快速更新換代、提高產品質量、便于維修提供了條件,因而可增強生產企業的競爭力。
在鑄造模具(通常所稱鑄造模具僅指“模板”,含模樣、模底板、澆注系統模和冒口系統模,是鑄造工藝裝備中的核心部分)設計系統中,因完成復雜圖形的參數化極其繁瑣,因此在鑄造系統中提供參數化設計并不普遍,單純的參數化設計主要用于實現標準件專用系統的參數化設計。針對這個問題,可采用參數化、變量化、模塊化相結合的設計方法。
本設計系統是以三維參數化設計軟件Pro/ ENGINEER為平臺,在對軟件各組成模塊及其提供的幾種二次開發工具熟悉和掌握的基礎上,使Pro/ TOOLKIT二次開發工具編程和建立參數化模型相結合,應用可執行文件(.EXE)的連接方式建立鑄造模樣、澆冒口系統、相關工裝系統的參數化、模塊化設計CAD系統。
1 鑄造模具的模塊結構圖
本設計系統分為四個模塊:模樣設計模塊、澆注系統設計模塊、冒口設計模塊和其他相關裝置模塊,系統的四個模塊受同一共享數據文件控制,并且澆注系統、冒口和其他相關裝置的選擇與模樣結構有直接關系,系統的模塊結構如圖1所示。

圖1 系統模塊結構圖
2 鑄造模具的四個子系統結構圖
在四個子系統中,澆注系統的設計最為復雜,將比較詳細地介紹。
2.1 模樣模塊的結構圖
該模塊用來選擇鑄件的形狀和確定相關尺寸。擁有添加、查詢、調用、修改等功能。根據零件的形狀將其分為底座、蓋類、連桿等。例如當用戶對零件進行造型時,先調出近似零件。若形狀不需要修改,則通過對話框輸入數值直接對尺寸進行修改,即得所需的零件;若形狀需要修改,之后也可對形狀進行修改。鑄件的分型面與Pro/E中的基準面相關聯,即分型面為其三維造型的基準面。對于復雜的零件,分型面為曲面或幾個曲面的疊加時,它的設置對于用戶的要求較高,因此未涉及。合理地選擇分型面對于簡化鑄造工藝、提高生產率、降低成本、提高鑄件質量等都有直接的關系。
模樣是造型工藝必須的工藝裝備,用來形成鑄型的型腔,直接關系著鑄件的形狀和尺寸精度。以往模樣的手工制作主要依靠模型工的識圖能力和個人經驗,現在進行實體造型以后,有可視化的三維實體作為參照,就可以直接觀察鑄件的結構特點,設計、制定相應的模樣結構。條件允許的話,可根據加工需要,生成數控車削、數控銑削等的NC代碼,用于數控加工,以保證模具的制造精度,提高工作效率。在可以共享產品設計部門的三維模型數據的前題下,使得零件設計、工藝設計與模具設計、制造部門能夠方便地進行協調和溝通,避免重復設計。
該模塊有7種零件,如圖2,涵蓋了叉架類、盤蓋類、板類、殼類等常見零件類型。
2.2 澆注系統模塊的結構圖
澆注系統設計是保證鑄件質量、避免鑄件缺陷產生和提高生產效率的關鍵環節之一,澆注系統設計的合理與否,直接影響著鑄件的質量、廢品率和工藝出品率。如果澆注系統設計不合理,就有可能造成許多鑄造缺陷,如砂眼、夾渣、氣孔、冷豆、澆不足和冷隔等。鑄件澆注系統的設計就是確定澆口杯、阻流斷面、直澆道、橫澆道和內澆道的形狀及尺寸。
本設計系統是以水力學理論和水力模擬為計算依據,以澆注系統內部各部位所允許的最大紊流程度為限制條件,確定各部位的截面積與形狀,得出的結果具有較強的科學性。系統可按照程序提供的參數運行,也可根據操作者的經驗修改參數繼續運行,以吸取有益的經驗,提高設計結果的可靠性。澆注系統設計模塊的結構圖如圖3所示。
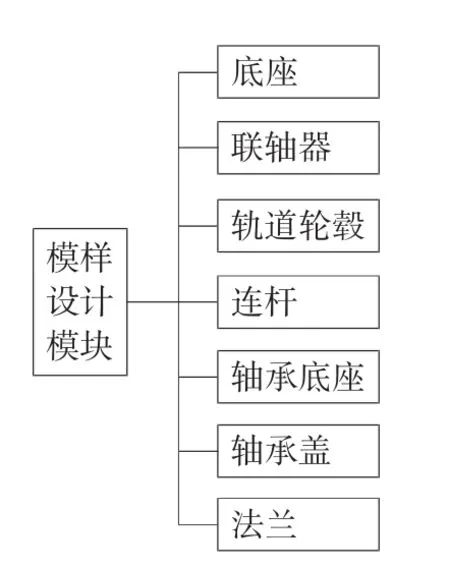

圖3 澆注系統模塊的結構圖
本澆注系統設計模塊的最終目的是生成合乎要求的內、橫、直三種澆道,除了要正確選擇澆注類型、引注位置及澆道在鑄型中的合理布置外,關鍵要確定各組元(內、橫、直三種澆道)的斷面比例關系及尺寸,因為金屬液進入型腔的速度和流量對鑄件質量有相當大的影響,而控制金屬液流速的最小斷面又決定著充型速度,所以確定澆注系統各組元的斷面尺寸,首先應計算控制澆注速度的最小斷面尺寸。對于封閉式澆注系統,其最小斷面是內澆道,非封閉式的其它澆注系統的阻流斷面則在內澆道以前的某個位置,如橫澆道或直澆道。
影響澆注系統尺寸的因素很多,如性能不同的合金,材料及工藝不一的鑄型,千變萬化的鑄件結構與尺寸,互有差異而且經常改變的生產條件等等,所以目前還沒有一種能概括所有復雜多變條件的理論計算方法。本系統的設計是以水力學原理為基礎,并結合了經驗數據的近似計算。
計算澆注系統最小斷面尺寸的水力學公式(也稱阿暫公式)為:

公式中,G為鑄件總重量(包括鑄件、冒口、出氣孔等),可通過計算、估算并輸入數值,μ、t、Hp為待定值。
按照澆注系統設計的主要方法,將澆注系統參數分為流量系數μ值的確定,有效壓頭Hp的確定,澆注類型的確定,澆注時間t的確定,最小阻流斷面面積的確定,各組元斷面面積比值的確定,各組元斷面形狀和尺寸確定等。
(1)確定流量系數μ值
μ值大小與澆注系統的結構、澆注方式、鑄型特點(如復雜程度、壁厚、有無明冒口和出氣孔、鑄型的透氣性和發氣性等)及合金的特性等因素有關。本設計中提供了μ的經驗數值供選擇,也允許用戶輸入其他數值。
(2)確定澆注類型
澆注類型用于確定頂注式、底注式,還是中間注入式。
(3)確定有效壓頭Hp
有效壓頭是指作用在內澆道的液體金屬背壓。實際上型腔中的金屬液面的位置隨時間而變化,因此這個背壓是變化的,有效壓頭只是為了簡化計算而假定的平均壓力頭。對于封閉式澆注系統,頂注時Hp=H0;底注時Hp=H0-C/2;中間注入時如Hp=H0-C/ 8,(式中,H0為內澆道至澆口杯液面的高度,cm;C為鑄件的總高度,cm)。
(4)確定澆注時間t
充滿澆注系統和型腔所需要的時間叫澆注時間。澆注時間和澆注速度對各種鑄造缺陷的產生有很大影響,必須選擇合適的值。為了保證金屬液在型腔中平穩充填,避免使液態金屬氧化和吸氣,又能防止鑄件產生冷隔和澆不足缺陷,必須保證金屬液在型腔中有合適的上升速度。這一點是確定澆注時間的依據。這個時間的長短決定于合金的種類、鑄件的特性(復雜程度、結構、尺寸及壁厚等)和所用澆注系統的類型。本設計中由鑄件重量和壁厚系數s來確定澆注時間t,并提供了s的經驗數值。
(5)確定最小阻流斷面面積
至此最小斷面尺寸的水力學公式中μ、t、Hp幾個待定值均已產生,由系統根據上述公式計算出澆注系統最小斷面尺寸。
(6)確定各組元斷面面積比值
本系統提供了一系列經驗比例關系供選擇。
(7)確定澆注系統各組元的斷面尺寸
系統將以最小斷面面積為基數,按各組元斷面面積比值自動計算出各澆道的截面尺寸,作為設計三種澆道的參數。
最后,選擇澆注系統內、橫、直澆道的樣式,由前面產生的各組元的斷面尺寸驅動生成澆注系統內、橫、直澆道實體模型。本軟件提供了雨淋式、牛角式、喇叭式、基本式四種內澆道樣式(其中基本式有6種形式);提供了濾渣網型、馬鞍型、彎曲型、阻流型、離心撇渣包型、基本型六種橫澆道布置形式(其中基本型有4種形式)。
2.3 冒口模塊的結構圖
冒口設計的主要內容是:計算冒口的尺寸,選擇冒口形狀及安放位置。該模塊用來計算冒口的大小尺寸,選擇冒口的合理形狀,生成合乎要求的冒口實體模型。冒口尺寸的計算是一個復雜的問題,由于影響因素很多,如合金的鑄造性能、澆注溫度、澆注方法、鑄型種類、鑄件的結構形狀及熱節形狀等,所以沒有很準確又廣泛適用的計算公式。各種合金鑄件常用的計算方法有熱節圓法、比例法、補縮液量法和模數法等。本系統采用了比例法和模數法。
(1)采用模數法計算冒口的具體尺寸
要達到補縮的目的,冒口的凝固時間應大于或等于鑄件(或鑄件被補縮部分)的凝固時間,所以冒口的模數Mm必須大于或等于鑄件的模數Mo,這樣冒口就會比鑄件晚凝固。
(2)選擇冒口的形狀
冒口的形狀直接影響它的補縮效果。相同體積的物體,球形的表面積最小,模數最大,散熱最慢,因此,最理想的冒口形狀是球形,球形冒口的補縮效率較同體積的其它形狀冒口提高近10%。但球形冒口因起模困難,目前尚未普遍采用。實際生產中應用最多的是圓柱形、球頂圓柱形、腰圓柱形等冒口。冒口設計模塊的結構圖如圖4所示。

圖4 冒口模塊的結構圖
2.4 其他相關鑄造模具工裝設計模塊的結構圖
其他相關鑄造模具工裝設計模塊包括兩部分:模板和砂箱的設計。該模塊的結構圖如圖5所示。
3 總體框架
該系統的最終目標是設計得出鑄件模具及其工裝(包括模樣、澆注系統、模板、砂箱等)的裝配體。裝配體有許多部件和零件組成,這些零部件的部分尺寸由設計約束參數以及相互之間的關聯共同決定。這些參數和關聯關系分別屬于不同的零件,同時被多個零件所使用。具體而言,先將復雜圖形拆成若干模塊和若干部分,如澆道系統、冒口系統、模板等模塊,澆道系統又可細分為內澆道、橫澆道、直澆道三部分組成,每部分建成參量圖素均可變化尺寸,然后,通過組合形成新的圖形。因此,有必要設計一個系統的共享數據區,用于存放設計過程中所有的參數和關聯關系,首先,系統讀取共享文件中的參數數據,初始化人機交互接口,如菜單和對話框;然后用戶根據新的設計要求,通過界面接口,修改共享數據文件中的所有或部分參數和關聯關系;接著系統分別讀取相應的參數化模型,并根據新的設計參數和關聯關系,更新模型;最后,分別保存更新的零件模型,返回裝配體參數模型。通過Pro/E裝配模塊Pro/ Assembly將所需模塊進行組裝,就得到新的鑄件模具裝配體,完成模具的參數化、模塊化設計,如圖6所示。圖7為其中的一個例子(包含模樣、內、直、橫澆道、模底板、砂箱)。
本系統有7種模樣、19種澆道、6種冒口、8種模底板、3種砂箱形狀可供選擇,且每種零件的尺寸都可變化,所以,通過組合將會產生無限多個模具裝配體模型。
4 結語

圖5 其他相關工裝模塊的結構圖

圖6 系統總體運行框架
本設計采用基于特征的參數化、變量化設計和模塊化設計相結合的方法建立CAD系統的總體模型和四種澆注系統參數化自動設計系統;設計模樣、澆道、冒口、模底板、砂箱、定位銷等鑄造模具工藝裝備參數化數據庫和圖形庫;利用恰當的選取界面參

圖7 鑄造模具工裝系統實例之一
數的方法解決頂層可驅動參數和底層數據結構之間的聯系,實現參數驅動模型的目的;采用自動設計和交互設計相結合的方法,既可以采用系統自動處理生成的數據,也允許用戶參與修改,使系統具有一定的靈活性和適用性,有利于系統的整體優化。
[1]林清安.Pro/ENGINEER零件設計高級篇.北京:北京大學出版杜,2000.
[2]林清安.Pro/ENGINEER模具設計篇.北京:北京大學出版杜,2000.
[3]趙學峰,黃乃瑜,葉升平,等.中小件氣化模鑄造澆冒口系統設計CAD.熱加工工藝.1998(2):33-34
[4]楊瑞東.消失模鑄造澆冒口設計CAD.特種鑄造及有色合金.1996(5):23-26.
[5]胡紅軍,張馳.鑄造工藝CAD參數數據庫的研究和開發.鑄造技術.2004,(9):695-696.
[6]胡紅軍,楊明波.鋅合金制品壓鑄模具CAD/CAM系統軟件的研究與開發.鑄造技術,2004(12):949-951.
[7]周小平,胡紅軍.鑄造工藝CAD軟件的研究和開發.鑄造技術,2003(2):86-87.
[8]李世國.AutoCAD高級開發技術2ARX編程及應用[M].北京:機械工業出版社,1999.
[9]黃天佑,陳堯劍,康進武,等.計算機技術在消失模鑄造中的應用.鑄造技術,2004(12):945-948.
[10]董樹勇,張希俊,柳百成,等.鑄鋼件鑄造工藝工裝CAD軟件研究開發.鑄造技術,2001(1):29-31.
[11]張鵬.CAD/CAM/NC在摩托車缸頭壓鑄模具中的應用.鑄造技術,2003(3):222-223.編后語:
本文主要確定了鑄造模具CAD系統的總體構想,如何通過對通用的機械類軟件——Pro/ ENGINEER進行二次開發實現這些構想,就要涉及到具體的參數建模和用戶界面開發等工作,這些方法將在本刊2010年第四期刊登的“鑄造模具CAD系統的參數建模方法及用戶界面開發”一文中介紹。
Collectivity Design frame of Casting Die and Toolings
ZHAO Mei
(Yantai Engineering Professional Technology Institute,Yantai 264006,Shandong China)
The rationale of parameterization design system of 3D casting die parts has been discussed and the collectivity frame of parameterization design system and each configuration of pattern system,gating system,riser system and tooling system have been built.
Parameterization and modularization design system;Casting die and tooling system
TG241;
A;
1006-9658(2010)03-5
2009-12-28
2009-173
趙梅(1969-),女,高級講師,主要從事CAD/CAM教學工作
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17