鍍鋅層鉻酸鹽及三價鉻鹽鈍化技術的幾個問題
2010-11-04 13:25:56戎國燦
電鍍與精飾 2010年11期
戎國燦
(武漢市武昌區梅苑小區10-2號,湖北武漢 430069)
鍍鋅層鉻酸鹽及三價鉻鹽鈍化技術的幾個問題
戎國燦
(武漢市武昌區梅苑小區10-2號,湖北武漢 430069)
鍍鋅層通常采用的低鉻鈍化工藝pH變化快,調整頻繁,在自動線上生產易產生色差。提出新配方高耐蝕鍍鋅黃(彩)鈍化工藝,適用自動線和手工生產。三價鉻彩色鈍化工藝其鈍化膜后期易變色及Cr(Ⅵ)超標。鈍化液中Zn2+處理困難,需要研究探索加以發展。
高鉻鈍化;低鉻鈍化;三價鉻鹽鈍化
引 言
鋼鐵零件鍍鋅后經鉻酸鹽鈍化形成保護膜,能極大地提高抗腐蝕能力,有效地防止鋼鐵零件腐蝕,因量大面寬、操作簡單和成本低而被廣泛采用,是表面處理的主導工藝之一。
含鉻鈍化工藝經歷了從高鉻鈍化→低鉻鈍化→三價鉻鈍化的發展過程。本文淺談幾點體會,以使含鉻鈍化工藝得到更好地發展和應用。
1 高鉻酸鈍化工藝

鈍化工藝特點是鉻酸含量高、成本高、清洗水中鉻含量高及廢水處理費用亦高。鈍化膜色澤鮮艷,耐蝕性好。但此工藝在鈍化過程中氣相成膜,工件在鈍化液中時間短,無法應用于自動線作業。該鈍化工藝現在屬淘汰工藝,不應再采用。然而國內尚有許多企業仍在應用,其原因在于:
1)觀念難變 例如洗衣機中的電機兩端蓋子客戶要求外觀為黃綠色。只能采用高鉻鈍化工藝。又如在國內某汽車零件及出口零件其外觀要求是紅彩色,為了滿足客戶需要,只得經常配新鈍化液生產。客戶觀念導致成本增加,苦了企業。
按照歐盟WEEE及RoSH法規要求,家電及汽車零件均應采取三價鉻鈍化,外觀呈白色淡彩,客戶亦能接受。由此可見,觀念是可以改變的。
2)某些軍工企業沿用高鉻酸鈍化工藝暫無法更改 科學在發展,技術在進步,對產品選用工藝應按產品質量、工藝穩定性、成本及環境評價原則。某單位曾應用高鉻鈍化工藝十多年,1975年開始應用低鉻鈍化工藝,加工核反應堆設備零件、核潛艇設備零件及軍品零件表面處理,已服役30余年未見不良反饋。由此證明低鉻鈍化可以用于軍品生產。
2 低鉻酸鈍化工藝
20世紀60年代末70年代初,國內電鍍界大搞無氰電鍍工藝。低鉻鈍化工藝同時進行。
實踐證明,低鉻鈍化膜的外觀、耐蝕性能與高鉻鈍化工藝相當,成本、廢水處理費用低于高鉻鈍化工藝,手工線、自動線均適用。
目前常用低鉻鈍化工藝配方如下[2]:
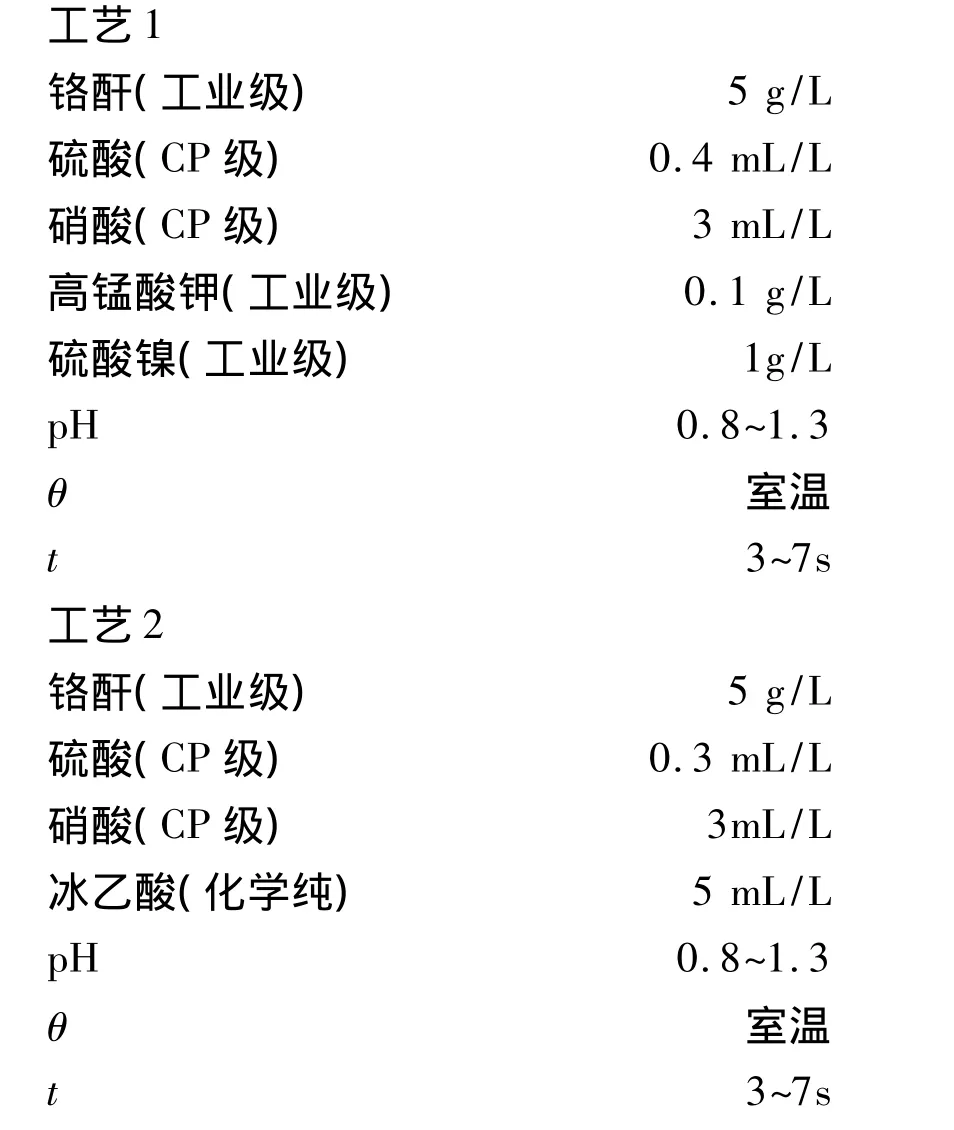
這兩種通用工藝存在如下缺點:
1)配方為CrO3、H2SO4和HNO3,操作中消耗比例不等,特別是 CrO3與 H2SO4消耗難以掌握,H2SO4計量又不準,比例失調造成附著力不佳弊病。
2)低鉻酸鈍化工藝屬液相成膜,鈍化時間較短。在自動線上易產生色差,特別在大型龍門線、垂直線上鈍化,由于其槽深約1 200~1 600mm,下排零件先下后上,與上排零件有16s左右的時差,會造成上、下排零件色差。
1997年試驗研究了一個低鉻鈍化配方,其效果較佳,已通過武漢市科委鑒定,適用于手工及自動線生產。低鉻鈍化液配方及操作條件如下:


(最佳 pH=1.5~1.8,用硅酸鉀或鉻酐調整)
鈍化液中鉻酐為成膜劑。鈍化劑中含活化劑、填充劑和封閉劑。活化劑由強酸性硫酸鹽、磷酸鹽及氯化物組成,在鈍化過程中形成復合膜,以提高耐蝕性及結合力。填充劑硅酸鉀在酸性條件下析出二氧化硅填充膜內孔隙。封閉劑用丁醛縮合物。
低鉻鈍化液的特點:
1)鈍化液pH變化極小、鈍化時間較長,故適合于手工及自動線生產,且成本低,壽命長。
2)鈍化膜外觀鮮艷、美觀,膜附著力極佳,符合GB9791-88要求。
3)調整方便,用鉻酐調pH至工藝范圍,同時按ρ(CrO3)∶ρ(鈍化劑)=1∶3 加鈍化劑。
4)經回收噴淋三次逆流水洗,其廢水中鉻含量極低、廢水處理成本小。
5)耐蝕性好。按GB/T10125-1997標準要求,鹽霧試驗高于144h無白銹,如經封閉處理,其強化鈍化試驗(120±1)℃烘烤 60min,其NSS>200h無白銹。現用于汽車零件、軍品。鋅酸鹽鍍鋅超低鉻鈍化工藝可以用于自動線生產,但其鉻酐含量低,成分易變化,調整頻繁,否則影響其色澤及鈍化膜耐蝕性能。
3 三價鉻鈍化工藝
自2005年下半年起,我國在出口歐美的電子、通信及汽車等產品上開始大規模推廣應用三價鉻鈍化工藝。此時的鈍化液大多是以國外的商品為主,國產的商品較少能有機會投入大規模生產實踐。在生產中應用較為成熟的產品有以下特點:
1)工作溫度 θ=50~70℃[3]。
2)ρ(Cr3+)≥10g/L。
3)以Co2+作為封孔劑,代替Cr(Ⅵ),以提高鈍化膜耐蝕性,ρ(Co2+)為1g/L。
4)以含F-有機酸促進成膜。
2005年開始采用Cr(Ⅲ)鈍化工藝為出口汽車零件加工。
在這一時期,生產廠家普遍反映以下問題:
1)要保證鈍化液的工作溫度,需耗費大量的能源,造成成本上升,同時,鈍化液中F-具有較強的腐蝕性,需用包覆聚四氟乙烯的加熱器加熱,加熱器的損耗也很大。
2)Co2+是一種重金屬離子,具有毒性,也將受到限制。
3)在大規模生產中難以保證NSS≥96h,且需要封閉。
三價鉻鈍化工藝存在的問題:
1)外觀色澤較淡,沈品華先生已撰文呼吁改變觀念[4],其實只要不是固執,觀念是可以改變的。
2)成本太高。
a.原材料價格貴,對組成物品純度要求高,三價鉻主鹽價格是鉻酐價格4~5倍。b.三價鉻鈍化劑中ρ(Cr3+)≥10g/L,而主鹽約需50g/L,其價格是Cr(Ⅵ)的10倍。c.鈍化液壽命短,在鈍化過程中鋅層會溶解,當ρ(Zn2+)>10g/L時便影響色澤及耐蝕性能,Zn2+目前還無法處理,只有部分或全部更換鈍化液,使鈍化成本升高。國外某公司添加絡合劑使用一個周期需更換新鈍化液。Cr(Ⅲ)鈍化液是Cr(Ⅵ)鈍化液成本的20~40倍。用離子法處理Zn2+,但設備價格昂貴,企業難以承受。
3)三價鉻鈍化工藝最嚴重問題是后期鈍化膜變色及Cr(Ⅵ)超標。產品出廠后變色、Cr(Ⅵ)超標,企業是要賠償或返工的,其經濟損失巨大。國外產品亦有上述問題。
綜合可知,從生產實踐中發現三價鉻鈍化膜所產生嚴重變色與Cr(Ⅵ)超標,尚未掌握變化依據,也無有效的防止方法。目前普遍采用封閉法,來提高耐蝕性及使鈍化膜與空氣相隔絕,以避免Cr(Ⅵ)的產生。
但是有些產品是不允許采用封閉法的。例如通訊設備機柜,需要有良好的導電性,其機柜外殼噴塑,內壁導電。常用的封閉劑是由高分子材料組成,是不導電的。如果封閉將會造成結合力不佳,信號失真,引起事故。
三價鉻鈍化膜在200℃時仍具有良好的耐蝕性。對較高溫度使用的零件,如發動機、摩擦件及轉向裝置零件在受熱條件下運行時仍有良好的性能。對需除氫零件卻不能鈍化后再除氫。鋼鐵零件除氫θ為(220±5)℃、t為4~24h,否則除氫不徹底。三價鉻鈍化膜在這種狀況下,其耐蝕性能亦會下降。除氫還是按鍍鋅后除氫再鈍化為好。
綜合上述情況,2008年10月,探索了下面的三價鉻彩色鈍化液配方(該配方產品已商品化):

其中 GCC-6A為 Cr3+絡合物,每 120mL中m(Cr3+)≥10g,作為成膜劑,提供成膜物質Cr3+;GCC-6B 為含 Cl-、SO42-及不含F-的有機酸,其作用是促進成膜,并保證成膜致密。
該鈍化液的特點:
1)添加劑內不含Co2+、F-,環保性更高。
2)鈍化膜鮮艷光亮呈淺紅、紫綠色。
3)工藝穩定,調整方便,成本下降。
4)鈍化膜耐蝕性好,采用鋅酸鹽鍍鋅液,滾、掛鍍均能保證在大生產條件下通過NSS 96h無白銹,如再進行封閉處理NSS 200h無白銹,滿足汽車零件生產需要。
鈍化膜經按標準條件IEC62321:2008UV-VIS方法測試其Cr(Ⅵ)為陰性。同一批零件(未封閉)放置六個月后按IEC62321沸水萃取法檢測Cr(Ⅵ),其結論為陰性,隨著時間延長還需繼續跟蹤檢測,以期探索、研究鈍化膜變色及Cr(Ⅵ)超標的因素,掌握規律,避免不良品產生,更好應用于生產。
4 結論
1)低鉻鈍化工藝完全可以取代高鉻鈍化工藝。
2)高耐蝕性鍍鋅黃(彩)鈍化工藝其耐蝕性NSS>144h、無白銹,廢水處理費用低,鈍化時間范圍寬,色差小,適用于手工及自動線生產。
3)三價鉻鈍化膜后期變色及Cr(Ⅵ)超標、Zn2+處理還需要研究、探索,找出變化規律并加以解決是目前努力方向。
[1] 電鍍手冊編輯組.電鍍手冊[M].北京:國防工業出版社,1977:233.
[2] 曾華梁、吳仲達、陳鈞武,等.電鍍工藝手冊[M].第2版.北京:機械工業出版社,2000.138.
[3] 葉金雄.新型三價鉻鈍化技術[J].電鍍與涂飾,2006,25(7):40-43.
[4] 沈品華.鍍鋅三價鉻鈍化[J].電鍍與環保,2007,27(3):27-30.
Several Problems of Zinc Coating Passivation Techniques with Chromate Solution and Trivalent Chromium Solution
RONG Guo-can
TQ153.15
B
1001-3849(2010)11-0031-03
2010-07-06
2010-07-21
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國軍轉民(2017年6期)2018-01-31 02:22:28
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03