STT根焊技術在管道焊接中的應用
2010-11-14 07:59:06楊燕
電焊機 2010年1期
楊燕
(四川石油天然氣建設工程有限責任公司,四川 成都 610213)
STT根焊技術在管道焊接中的應用
楊燕
(四川石油天然氣建設工程有限責任公司,四川 成都 610213)
分析了STT根焊技術的特點、原理,闡述了STT焊接坡口形式,焊接工藝參數中送絲速度、基值電流、峰值電流等對焊道成形的影響以及焊接工藝參數的設置。針對STT焊接操作技術,詳細介紹了STT根焊在不同焊接位置時的后拖角、焊接干伸長的控制、熔合性能的保證、焊接熔池的控制以及焊接運弧、錯口技術的處理技巧等,并總結了焊接飛濺過大、焊接密集氣孔、焊道熔合不良等常見焊接問題及其解決措施。
STT;焊接原理;根焊;焊接工藝參數;焊接操作技術;焊接缺陷
1 STT焊接原理

STT技術是一種新型焊接方法,具有焊接速度快、焊縫成形好、焊接缺陷易控制、飛濺少、容易操作等特點。STT(Surface Tension Tremsfer)即表面張力過渡,是一種焊接熔敷金屬過渡機理。STT通過檢測電弧電壓,根據熔滴不同的過渡過程,適時調節焊接電流大小,從而達到電弧所需的熱量。解決了CO2氣保焊短路過渡飛濺大的技術難題,同時確保了焊接電弧穩定,焊縫成形良好。典型的STT電流、電壓波形及熔滴過渡示意如圖1所示。
整個過程可分為6個階段。當電弧在燃弧時形成一個熔滴后,焊接電流突然降低,形成負脈沖(相對基值電流而言),減小了電弧對熔滴的排斥作用,從而誘導熔滴與熔池接觸短路,由于電磁收縮力減小,有利于熔滴與熔池的匯合,使熔滴金屬迅速流入熔池。然后,為加速短路液斷的形成,加大短路電流,由于電磁收縮力的作用,在焊絲一側形成液體縮頸——小橋;當小橋即將爆斷時,再次減小電流,此時液體小橋受表面張力的作用而被拉斷,由于電流小,避免了小橋爆斷,也減少了飛濺,或基本無飛濺。
2 STT焊接工藝參數和對焊道成形的控制
2.1 坡口型式
焊接接頭坡口型式如圖2所示。

2.2 焊接工藝參數
焊接工藝參數如表1所示。

表1 焊接工藝參數
3 操作要點
(1)STT根焊常在時鐘位置12點~1點采用45°后拖角;在1點以后隨著焊接擺幅的減小,逐漸減小焊接后拖角,當停止擺動時,要求采用10°焊接后拖角,保持焊接電弧位于焊接熔池前方1/3處,以獲得良好的焊道與母材間的熔合性能。焊槍角度如圖3所示。
(2)應特別注意干伸長的控制,否則干伸長過長將導致熔合不良,具體表現為機械性能試驗時焊縫背彎開裂。焊接時要求保持焊接干伸長6~8 mm。焊接導電嘴可以伸出焊接噴嘴10 mm,以便深入坡口內部,保證合理的焊接干伸長,從而獲得良好的焊接熔合性。焊前要求檢查焊接導電嘴是否位于噴嘴的中間,導電嘴和噴嘴是否安裝牢固、無晃動,保護噴氣孔是否通暢無堵塞。焊絲干伸長和導電嘴長度如圖4所示。

(3)對焊接熔池的控制要求。STT對焊接熔池的控制與其他焊接方法有很大的不同,手工纖維素焊條打底焊靠的是焊接電弧的吹力,而STT半自動根焊依靠的是焊接電弧的熔透能力,即依靠焊接電弧的熱量熔透能力獲得良好的熔合性能。因此,焊接時要求控制焊接電弧位于焊接熔池焊接方向前方,且焊接電弧應跟著熔池走,而不是推著熔池走。
(4)熔合性能的保證。為保證良好的焊接熔合性能,要求根據焊縫坡口狀況調整焊接后拖角,在12點~2點,正常的焊接后拖角為45°,如果間隙過大,則適當增大焊接后拖角;如間隙過小,則減小焊接后拖角,在2點~6點,常采用10°~20°后拖角,以保證根焊獲得良好的熔合性能。如果在此位置焊接后拖角過大,則造成根焊道背面未焊透或熔合不良,機械試驗背彎開裂,要求采用的后拖角所形成的焊接熔池在坡口背面兩側的母材上各有一個半月形的熔池,才能獲得熔合良好的STT根焊道。STT后拖角與根焊道成形如圖5所示。
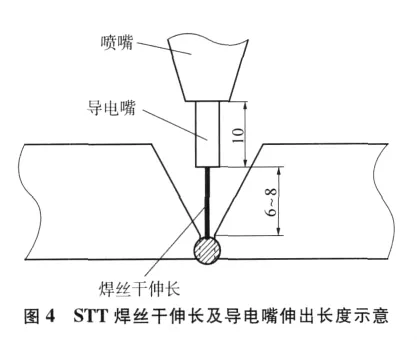

圖5 STT后拖角與根焊道成形
(5)焊接運弧。STT根焊要求作半月形運弧,并要求在焊縫坡口一側起弧,作半月形橫向擺動時在焊接電弧坡口兩側不作任何停留,直接作焊接橫向擺動有助于增加焊接熔深;停弧時要求在焊縫坡口壁上停弧,而不是焊縫坡口中間。STT半自動根焊起弧、運弧、收弧如圖6所示。
(6)錯口技術的處理技巧。在管道施工中,錯口無法避免且為標準所容許的,STT根焊時,采用如圖7所示方法可有效避免根焊未熔合。
4 典型焊接缺陷的克服
STT根焊時的典型焊接缺陷及解決措施如表2所示。



表2 根焊時的典型焊接缺陷及解決措施
5 STT焊的優點
STT焊的焊接效率是TIG焊的3~5倍,并且STT焊保護氣體比TIG焊保護氣體便宜。與纖維素焊條根焊相比,STT焊基本上不產生熔渣和飛濺,焊接時的層間清理要比焊條電弧焊容易得多,提高了工效,節省了清理費用。STT根焊厚度可達3.5~4.5 mm,而纖維素焊條根焊后經過層間焊道清理打磨后一般只有1.5~2.5 mm,因此其焊接效率高于纖維素焊條根焊。綜合比較后可知,STT焊所需成本是TIG焊的1/3,與SMAW相比節約65%~80%。
6 結論
STT根焊技術現已成功應用于西氣東輸工程中,不僅經濟效益良好,且焊接質量也相當可靠。在以后的長輸管道建設中,特別是大管徑管道焊接中,STT根焊技術必將成為新型根焊技術的發展方向。
Research and application of STT root Welding process in the pipe welding
YANG Yan
(Sichuan Oil and Gas Field Construction Co.,Ltd.,Chengdu 610213,China)
This paper analyzes the characteristic and the working principle of the STT root welding technology,expatiate on the joint design,the influence of wire feed rate,base value current,peak value current on the appearance of weld and the setting range of welding parameter.Some operative technique to ensure the welding quality is particular introduced in the paper.Besides,the article summarizes some usual problems such as excessive spatter,porosity,poor fusion and measures to solve them.
STT;welding principle;root welding;welding parameter;welding operative technique;welding defect
TG457.6
B
1001-2303(2010)01-0093-04
2008-11-22;
2009-09-06
楊 燕(1970—),女,四川富順人,學士,主要從事石油管道的焊接工藝評定及焊接工藝管理工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24